
技术摘要:
本发明公开了一种复合材料无底缘铺层T形长桁成型装置和成型方法,成型装置包括型板、成型模、复材工艺盖板、控厚片、T形长桁,本装置能够轻松完成左右模合模操作,在控制零件厚度、保证长桁质量的同时,一模多件提高零件成型效率,降低成型模制造成本,进一步降低了长 全部
背景技术:
现代飞机机体结构复合材料材料用量越来越大,在所有主承力复合材料构件设计 选型中,蒙皮和长桁结构成为优选。“T”形长桁结构做为提高蒙皮抗弯曲构件之一,越来越 广泛应用于航空翼面及壳体结构中。 目前,T形复合材料长桁零件的普遍结构为两个“L”形预制体、捻子条及长桁底缘 底板。但为了飞机更为轻量化的设计目标,设计将长桁底缘底板铺层取消,并倾向于减少织 物铺层的占比。现有的T形复合材料长桁零件制造过程中有如下困难:1)长桁底缘面无底板 铺层脱模易开裂;2)长桁底缘底板无织物铺层,铣切易劈丝。在T形长桁成型装置方面,考虑 到长桁后续需与壁板蒙皮胶接协调,多选用殷钢材质。长桁成型制造的重点及难点是保证 长桁腹板面(立筋)的无损质量及厚度。这就需要在成型模具上设置相应的辅助装置。目前 常用的方法是根据长桁腹板厚度在长桁成型模具上设置控厚台,从而限制长桁腹板厚度进 而保证该区域无损质量。在实际使用中.针对不同树脂体系的预浸料该控厚装置存在过约 束的情况,易造成底缘面厚度超差。长期使用,由于脱模困难等原因易造成控厚台表面损 伤,造成合模间隙变大增加无损风险。并且,对于大尺寸长桁零件,多采用一模一件的模具 结构,无疑使制造成本升高,成型效率较低。
技术实现要素:
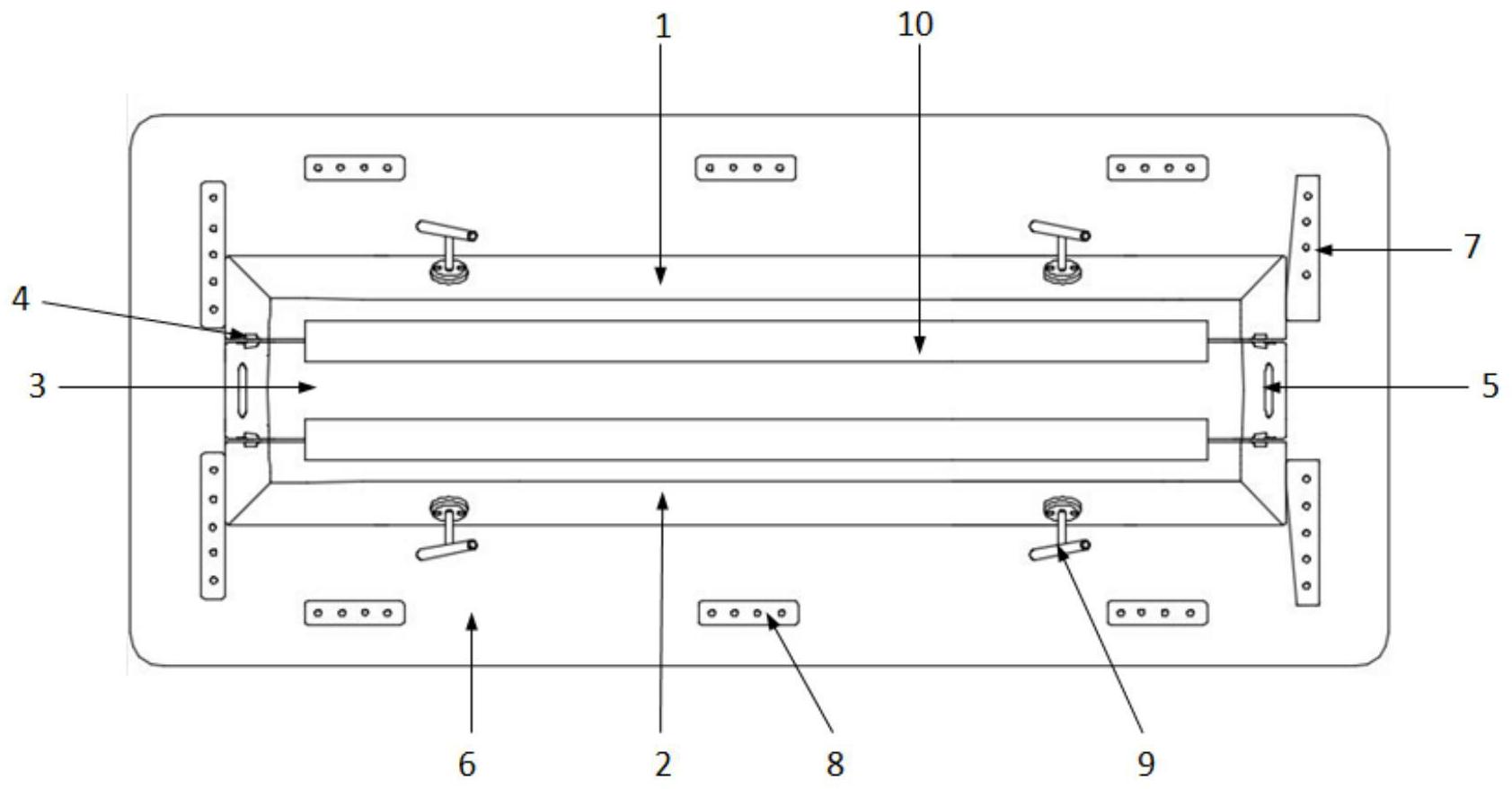
本发明的目的是为了解决以上所提出的问题,而提出的一种复合材料无底缘T形 长桁成型装置和成型方法。 为实现上述目的,本发明提供如下技术方案:一种复合材料无底缘铺层T形长桁成 型装置,包括型板、成型模、复材工艺盖板、控厚片、T形长桁,型板上有沿纵向设置的合模引 导块以及沿横向设置的限位块,成型模包括动模一、动模二、定模,动模一和动模二截面均 为直角梯形,上窄下宽,斜角为60°,动模一和动模二底部每隔300mm~400mm设置一处塑料 滑块,动模一和动模二内侧长桁实际铺贴余量外3mm~5mm处设置立筋封胶槽,槽宽为15mm, 槽深为2mm。定模两端头中部开有腰形导气口,定模内部为框架结构。动模一、动模二从两端 滑向定模并在型板上进行对合,合模引导块和限位块限定成型模在型板的位置,合模引导 块纵向短边与成型模的外侧的间隙为0.5mm,设置在成型模一端的合模引导块为矩形结构, 设置在另一端的合模引导块为楔形结构,楔形合模引导块斜角为93°,合模引导块及限位块 在零件固化时,均放置于真空袋内。在对合位置处靠近成型模上部余量区开设有上窄下宽 的撬口,动模一和动模二上均设置有活动把手,可拆卸的控厚片设置在定模两端,控厚片厚 度与长桁腹板厚度一致,厚度公差为-0.10mm~-0.20mm。T形长桁放置在成型模上,复材工 艺盖板放置在T形长桁的底缘面上。 3 CN 111590928 A 说 明 书 2/3 页 使用该成型装置进行T形长桁成型的方法,包括如下步骤: 1将T形长桁的左L部分和右L部分分别铺贴在动模一、动模二和定模上,修整长桁 立筋高度使立筋端面距工装封胶槽3mm~5mm; 2在工装的封胶槽内及腹板面侧向铺放封胶材料,实际封胶厚度应与零件厚度一 致,在成型模两端头放置控厚片; 3安装活动把手,推动动模一和动模二将工装合模,而后根据长桁R区大小填充捻 子条; 4在长桁底缘面四周铺放封胶材料; 5卸掉活动把手,按零件底缘面尺寸裁切带胶撕下层、无孔隔离膜、复材工艺盖板、 透气织物、真空袋、密封胶条,然后依次铺放制袋。需在定模导气口处铺贴圈密封胶条后整 体制袋,保证定模内气流通畅。 6拆除真空袋,使用撬棒等工具撬动模具撬口将零件脱模。 与现有技术相比,本发明的有益效果是:本发明是一种复合材料无底缘T形长桁成 型装置和成型方法,1)实现了大尺寸长桁一模多件成型,提高了零件成型效率,降低成型模 制造成本,进一步降低了长桁制件的制造成本;2)成型模块设置立筋封胶槽,方便长桁封胶 材料的放置,结合控厚片的使用在保证零件内部质量合格的前提下,控制了零件厚度;3)设 置定模导气口并优化制袋方式,解决了大尺寸工装整体制袋热量传递不畅的问题;4)成型 模开设撬口方便零件脱膜,降低了无底缘铺层T形长桁脱模底缘面易开裂的问题;5)长桁底 缘面铺放带胶撕下层,模拟底缘面织物铺层,避免脱模开裂及铣切劈丝问题。 附图说明 图1成型装置整体结构示意图。 图2成型装置结构合模状态示意图。 图3成型装置定模结构示意图。 图4成型装置动模结构示意图。 图5复合材料无底缘铺层T形长桁结构及成型方法示意图。 图中编号说明:1-动模一,2-动模二,3-定模,4-撬口,5-导气口,6-型板,7-合模引 导块,8-限位块,9-活动把手,10-T形长桁,11-封胶槽,12-塑料滑块,13-控厚片,14-长桁左 L部分,15-长桁右L部分,16-封胶材料,17-捻子条,18-带胶撕下层,19-无孔隔离膜,20-复 材工艺盖板,21-透气织物,22-真空袋,23-密封胶条。











