
技术摘要:
本发明公开了一种异型复合界面的制造方法,包括放线轮、导线轮、导位孔、点焊电极、氢气保护管、热轧辊、收线轮,该方法包括以下步骤:带材整形:使用冷轧凹凸辊对基材进行精密开槽,使用模具整形贵金属带,使之匹配基材冷轧槽的尺寸;带材清洗及退火:使用超声波清洗 全部
背景技术:
众所周知,异型复合接点带常用于继电器和开关领域,是一种多层复合、界面较小 的电接触材料。制备复合接点带,常用具有优良耐腐蚀性、抗熔焊、抗黏连和低的接触电阻 的贵金属及其合金作为电接触层,而铜、镍或铜镍合金作为其基层使用;这种复合结构主要 目的:①节约贵金属使用量;②降低生产成本;③充分利用不同金属或合金的综合性能。但 是随着市场竞争的激烈和成本的降低,为了减少贵金属的使用程度,厂家在复合接点带的 界面上进行修改,设计不同界面形状的触电材料,来改善贵金属的成本; 常见的复合带界面形状,为平状界面,弧状界面以及异型界面;尤其对异型复合界 面的尺寸要求较多,在批量化生产过程中,按常规的生产流程,其界面的精度和稳定性较 差,头尾的均一性较差。
技术实现要素:
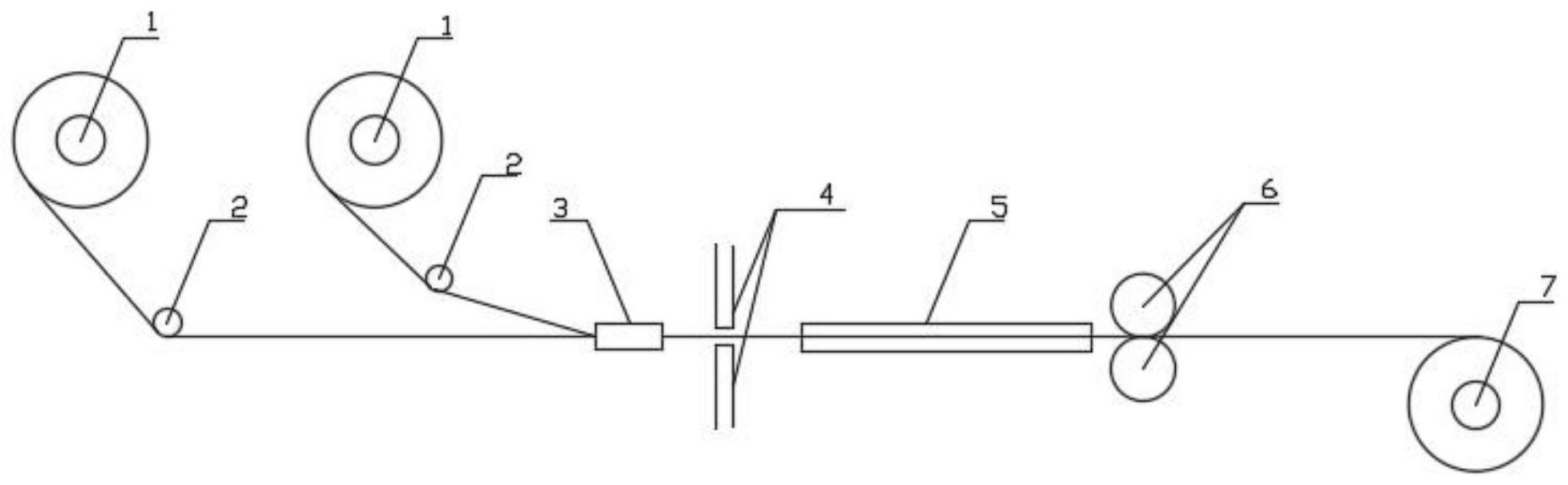
本发明要解决的技术问题是克服现有技术的缺陷,提供一种异型复合界面的制造 方法。 为了解决上述技术问题,本发明提供了如下的技术方案: 本发明一种异型复合界面的制造方法,包括放线轮、导线轮、导位孔、点焊电极、氢 气保护管、热轧辊、收线轮,该方法包括以下步骤: (1)带材整形:使用冷轧凹凸辊对基材进行精密开槽,使用模具整形贵金属带,使 之匹配基材冷轧槽的尺寸; (2)带材清洗及退火:使用超声波清洗基材和贵金属带,去除表面油污,并在还原 气氛中热处理至退火态; (3)带材点焊定位及复合:在收放线装置的配合下,通过导位孔限位后,经过点焊 电机进行点焊,达到定位的效果;点焊后的带材,经过氢气保护管还原被点焊氧化的金属 后,进行热轧辊复合,并形成结合强度和贵金属覆盖形状; (4)复合带整形:复合带材通过模具进行整形,获得具有异型复合界面的接点带。 作为本发明的一种优选技术方案,所述基材材质为铜、镍或铜镍合金任意一种,所 述贵金属带为银、银镍合金和银氧化锡任意一种。 作为本发明的一种优选技术方案,步骤一中使用冷轧凹凸辊对基材进行精密开 槽,槽型为矩形槽,所述贵金属带为矩形带,矩形带的宽度尺寸匹配基材的槽宽。 作为本发明的一种优选技术方案,步骤三中使用导位孔进行限位,导位孔的尺寸 按照进丝的形状进行设计,其中限位偏差不超过0.01。 作为本发明的一种优选技术方案,步骤三种点焊的间隔和频率,根据热轧收线速 度进行设置,点焊的间隔不超过3cm。 3 CN 111546015 A 说 明 书 2/4 页 作为本发明的一种优选技术方案,其中热轧复合法贵金属覆盖形状,贵金属可铺 满基材表面也可部分覆盖基层。 与现有技术相比,本发明的有益效果如下: 本发明方法中,采用单体金属的批量冷轧精加工和复合带精确定位的方式,提高 了材料的利用率,减少了生产过程中的不稳定性,可以高效、高质量的获得需要的异型界面 形状,保证带材头尾界面形状的均一性和稳定性。 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实 施例一起用于解释本发明,并不构成对本发明的限制。在附图中: 图1为点焊定位热轧复合示意图; 图2为基材截面图; 图3为贵金属截面图; 图4为导位后截面图; 图5为热轧复合后截面图; 图6为产品界面示意图; 图中:1、放线轮;2、导线轮;3、导位孔;4、点焊电极;5、氢气保护管;6、热轧辊;7、收 线轮。











