
技术摘要:
本发明公开了一种手机防滑方法及手机壳,S1、原料组成:以重量份数为单位,选取聚酯多元醇30‑40份、硅胶10‑20份、二异氰酸酯20‑30份、松香树脂12‑18份、云母粉4.5‑6.5份、催化剂0.5‑0.7份和染料0.3‑0.5份,采用单独的容器放置备用;本发明涉及手机壳加工技术领 全部
背景技术:
随着科技水平的快速发展,科技美容这一行业做为新型产业新生而出。时尚IT品 牌随着市场的多元化发展;针对手机品牌和功能的增加而呈多样化,将手机保护壳按质地 分有PC壳,皮革,硅胶,布料,硬塑,皮套,金属钢化玻璃壳,软塑料,绒制,绸制等品类;手机 保护壳不仅作为装饰品让您的手机成为一道风景,更能保护手机,防摔、防刮、防水和防震; 手机保护壳可以分为:PC壳,硅胶、皮套、水晶壳、清水壳、网壳、环保PC外壳金属外壳、塑胶 和碳纤维等。 现有的手机壳防滑方法,都是设计相应的手机壳套,通过在手机壳套的背面或者 侧面设计凸起结构来达到增大摩擦的效果,但是手机壳套会增加手机壳的厚度,影响使用 手感,并且仅仅采用物理方式增大摩擦,在遇到较多汗液时,其防滑效果会极大降低,为此, 本发明提出了一种手机防滑方法及手机壳。
技术实现要素:
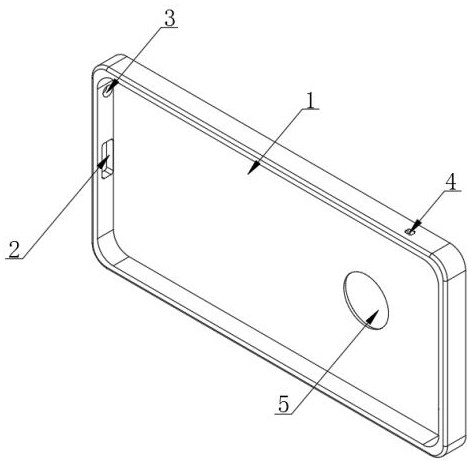
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种手机防滑方法及手机壳,解决了现有的手机 壳防滑方法,都是设计相应的手机壳套,手机壳套会增加手机壳的厚度,影响使用手感,仅 仅采用物理方式增大摩擦存在局限性的问题。 (二)技术方案 为实现以上目的,本发明通过以下技术方案予以实现:一种手机防滑方法及手机壳,具 体包括以下步骤: S1、原料组成:以重量份数为单位,选取聚酯多元醇30-40份、硅胶10-20份、二异氰酸酯 20-30份、松香树脂12-18份、云母粉4.5-6.5份、催化剂0.5-0.7份和染料0.3-0.5份,采用单 独的容器放置备用; S2、原料塑化:将聚酯多元醇、硅胶、二异氰酸酯和松香树脂混合加热至80-100°C,将加 热后的原料注入双螺杆反应机,同时在双螺杆挤出机中加入催化剂、云母粉和染料,混合物 料在双螺杆反应机内反应塑化; S3、喷漆、镀膜:塑化将S2中的混合料通过注塑机注塑成具有一定厚度的塑胶手机壳, 并在成型的手机壳上依次喷涂底漆、色漆,此时在喷涂底漆、色漆的手机壳表面进行真空镀 膜,等待其冷却; S4、纹路刻画:利用刀具在手机壳的背面和侧面刻画纹路,在刻画好的纹路表面进行打 磨处理,并在刻画好的纹路内壁喷涂面漆,重复上述操作,直至纹路填充满手机壳的背面和 侧面; S5、清洗、除尘:利用清洗装置对手机壳表面上的污渍和异物进行清理,然后在手机壳 3 CN 111556186 A 说 明 书 2/5 页 表面的各个区域进行静电除尘操作,实现消除塑胶手机壳上的静电,等待干燥即可。 优选的,所述以重量份数为单位,选取聚酯多元醇30份、硅胶10份、二异氰酸酯20 份、松香树脂12份、云母粉4.5份、催化剂0.5份和染料0.3份,采用单独的容器放置备用。 优选的,所述以重量份数为单位,选取聚酯多元醇35份、硅胶15份、二异氰酸酯25 份、松香树脂15份、云母粉5.5份、催化剂0.6份和染料0.4份,采用单独的容器放置备用。 优选的,所述以重量份数为单位,选取聚酯多元醇40份、硅胶20份、二异氰酸酯30 份、松香树脂18份、云母粉6.5份、催化剂0.7份和染料0.5份,采用单独的容器放置备用。 优选的,所述S3喷涂工艺条件为喷涂温度20-30°C,20-30°C条件下流平时间3分 钟,60-70°C条件下烘烤10分钟。 优选的,所述S4中手机壳背面和侧面进行纹路刻画时,其纹路的深度控制在2- 3mm,纹路的间距控制在4-5mm。 优选的,所述S5中进行静电除尘时,采用自动静电除尘风咀,对塑胶手机壳进行2- 3秒的静电除尘。 本发明还公开了一种手机壳,包括手机壳本体,所述手机壳本体的左侧贯穿开设 有接口槽,所述手机壳本体的左侧且位于接口槽的一侧贯穿开设有耳机槽,所述手机壳本 体顶部的右侧贯穿开设有开关槽,所述手机壳本体的背面贯穿开设有摄像头槽。 (三)有益效果 本发明提供了一种手机防滑方法及手机壳。与现有技术相比,具备以下有益效果:该手 机防滑方法及手机壳,通过在S1、原料组成:以重量份数为单位,选取聚酯多元醇30-40份、 硅胶10-20份、二异氰酸酯20-30份、松香树脂12-18份、云母粉4.5-6.5份、催化剂0.5-0.7份 和染料0.3-0.5份,采用单独的容器放置备用;S2、原料塑化:将聚酯多元醇、硅胶、二异氰酸 酯和松香树脂混合加热至80-100°C,将加热后的原料注入双螺杆反应机,同时在双螺杆挤 出机中加入催化剂、云母粉和染料,混合物料在双螺杆反应机内反应塑化;S3、喷漆、镀膜: 塑化将S2中的混合料通过注塑机注塑成具有一定厚度的塑胶手机壳,并在成型的手机壳上 依次喷涂底漆、色漆,此时在喷涂底漆、色漆的手机壳表面进行真空镀膜,等待其冷却;S4、 纹路刻画:利用刀具在手机壳的背面和侧面刻画纹路,在刻画好的纹路表面进行打磨处理, 并在刻画好的纹路内壁喷涂面漆,重复上述操作,直至纹路填充满手机壳的背面和侧面,通 过在手机壳组成成份内添加松香树脂和云母粉,经过双螺杆反应机塑化后注塑成型,配合 喷涂底漆、色漆和真空镀膜,可以在材料本身上有效的增强手机壳的摩擦系数,手机壳的防 滑性能得到了极大的提升,同时在手机壳的背面和侧面刻画纹路,可以使与其接触时产生 较大的摩擦力,在物理方式上,增强了手机壳的防滑性能,使用的防滑材料成本较为低廉, 推广效果好。 附图说明 图1为本发明手机壳的外内部结构立体图; 图2为本发明手机防滑方法的工艺流程图; 图3为本发明实施例与市场手机壳摩擦系数对比表图; 图4为本发明实施例1-3摩擦系数对比表图。 图中,1-手机壳本体、2-接口槽、3-耳机槽、4-开关槽、5-摄像头槽。 4 CN 111556186 A 说 明 书 3/5 页











