
技术摘要:
一种低成本复合材料芯管及其制造方法,本发明涉及用于聚酯薄膜、聚氯乙烯薄膜和聚乙烯薄膜等卷绕的复合材料芯管及其制造方法,它为了解决现有薄膜卷绕纸芯管刚度不足,钢制芯管自重大且磕碰难修复的问题。本发明低成本复合材料芯管是由外表面层卷绕在内结构层复合形成 全部
背景技术:
在聚酯薄膜、聚氯乙烯薄膜和聚乙烯薄膜等行业的生产及转运过程中,薄膜通过 设备卷绕至芯管上,芯管承担薄膜所有重量,每卷薄膜重量大概10kg~1000kg不等。因此要 求芯管具有高刚度、质量轻、抗疲劳性、较高表面粗糙度、耐腐蚀和可修复等特性。通常广泛 应用的芯管为纸芯,其有刚度不足,耐腐蚀性差等缺点。另一种芯管为钢制,也存在许多不 足,如自重大,容易被腐蚀等不足。新型芯管是由纤维增强树脂复合材料制造,此种芯管通 过纤维缠绕工艺成型,因其轻质高强、耐腐蚀等优点,逐渐替代纸质或钢制芯管,但其制造 成本较高,而且芯管表面受外力磕碰后无法修补。
技术实现要素:
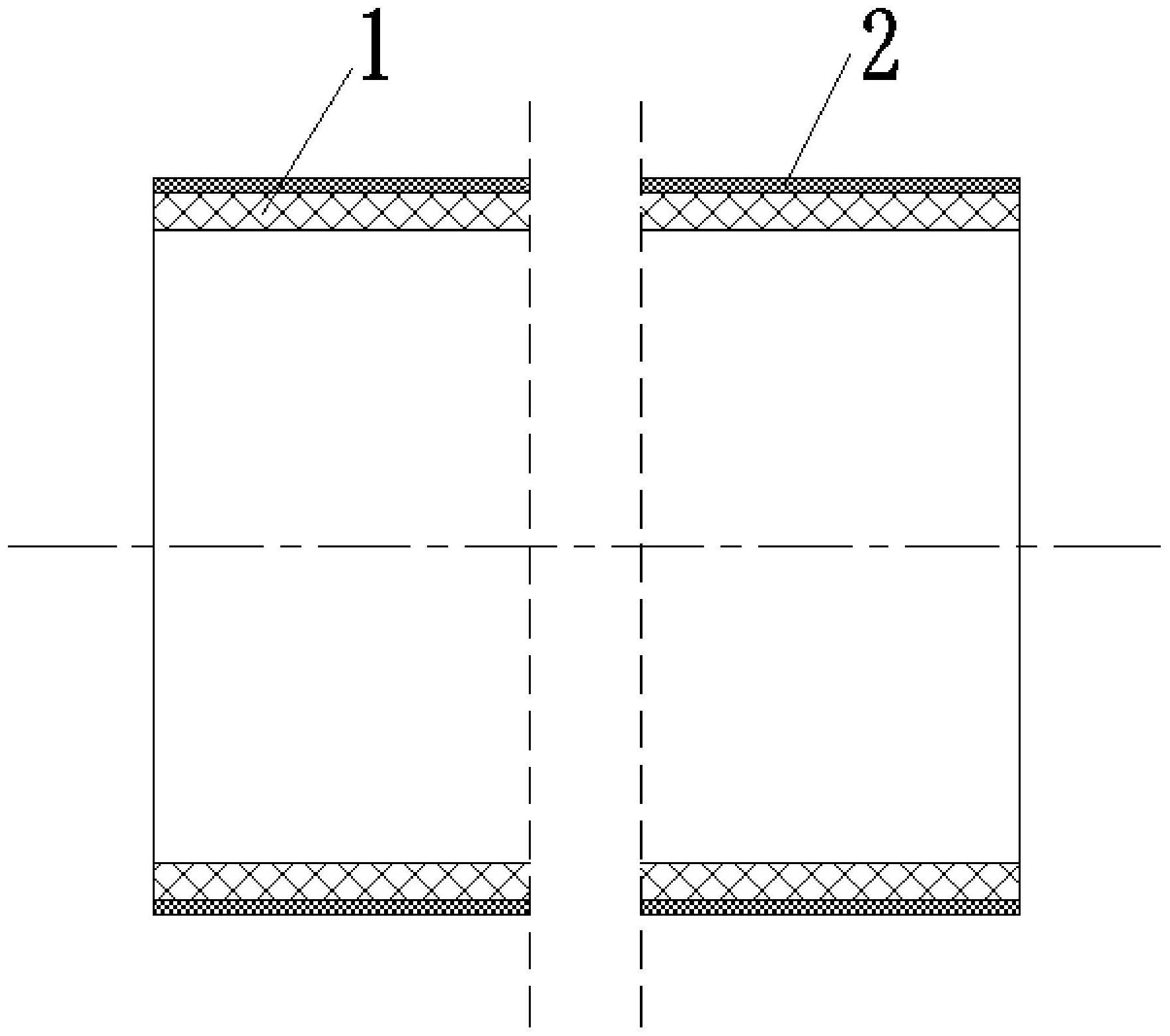
本发明的目的是为了解决现有薄膜卷绕纸芯管刚度不足,钢制芯管自重大且磕碰 难修复的问题,而提供一种低成本复合材料芯管及其制造方法。 本发明低成本复合材料芯管是由外表面层卷绕在内结构层复合形成管体,其中内 结构层的材质按照质量份数由20~50份的常温固化树脂体系和50~80份的纤维复合而成; 外表面层的材质按照质量份数由40~80份的常温固化树脂体系、20~60份表面毡和黑色染 料糊复合而成; 所述的常温固化树脂体系为不饱和聚酯树脂体系或者环氧树脂体系,不饱和聚酯 树脂体系由不饱和聚酯树脂、引发剂和促进剂混合组成,环氧树脂体系由环氧树脂和固化 剂混合组成。 本发明低成本复合材料芯管的制造方法按照以下步骤实现: 一、在芯模表面涂脱模剂,然后将常温固化树脂体系均匀地涂覆在芯模表面; 二、常温固化树脂体系浸透纤维,得到树脂浸透的纤维,通过缠绕机将树脂浸透的 纤维缠绕在芯模上(形成一定厚度),然后人工缠绕脱模布,芯模内腔油浴循环加热进行固 化处理,固化结束后去除脱模布,得到带有内结构层的芯模; 三、将常温固化树脂体系和黑色染料糊混合,均匀涂抹在内结构层表面,然后将表 面毡卷绕在内结构层上并被树脂浸透,芯模内腔油浴循环加热进行固化处理,脱模后,得到 复合芯管; 四、芯管定长切割后,采用外圆磨床对复合芯管的表面进行磨削处理,得到低成本 复合材料芯管。 本发明所述的纤维增强复合材料芯管,具有高刚度、质量轻、抗疲劳性、较高表面 粗糙度、耐腐蚀和可修复等特性。该复合材料芯管的结构由两部分组成,内层为纤维增强树 脂基复合材料的结构层,外层为纤维毡增强树脂基复合材料的表面层。此芯管具有承载能 3 CN 111572104 A 说 明 书 2/4 页 力强、质量轻、表面粗糙度高和磕碰可修复性等优点,当芯管表面磕碰后,用成型芯管的常 温固化树脂体系进行磕碰处填充,树脂体系固化后粘接在磕碰处,经1000目砂纸打磨修复 处的凸点即可修复。 本发明低成本复合材料芯管的具体技术指标为:芯管表面粗糙度在1.6以上,承载 重量约1000kg以内,圆柱度0.3mm以内,圆周跳动0.3mm以内,轴向弯曲强度大于100MPa,圆 周方向弯曲强度大于300MPa,轴向弯曲模量大于10GPa,圆周方向弯曲模量大于18GPa。 附图说明 图1为本发明低成本复合材料芯管的结构示意图,其中1—内结构层,2—外表面 层。











