
技术摘要:
本发明公开了一种等流速的熔喷模头装置,包括:两对称且紧密贴合的本体主板、分配板、喷丝板、两进风板及风琴板。两本体主板的贴合面上自顶部向下设有衣架式流道,分配板设置在两本体主板的底部,喷丝板设置在分配板的底部,两进风板分别设置在两本体主板的侧壁上,风 全部
背景技术:
熔喷布的主要原料为聚丙烯(PP),是一种纤维直径在2微米左右的超细静电纤维 布。网络上也叫医用口罩熔喷布,熔喷无纺布,口罩布。熔喷布是无纺布的一种,无纺布有很 多加工工艺,而熔喷法是诸多工艺中最为常见的加工工艺。熔喷法,指的是借助高速热气流 使刚挤出的高聚物熔体迅速高倍拉伸固化成形的纺丝方法。影响熔喷布的因素有很多,其 中最核心的一点就是熔喷模头的质量,而熔喷模头出料的均匀性和稳定性是影响熔喷模头 质量的最重指标,对熔喷布的质量具有决定性作用。现有的熔喷模头出料的均匀性和稳定 性还不够理想。
技术实现要素:
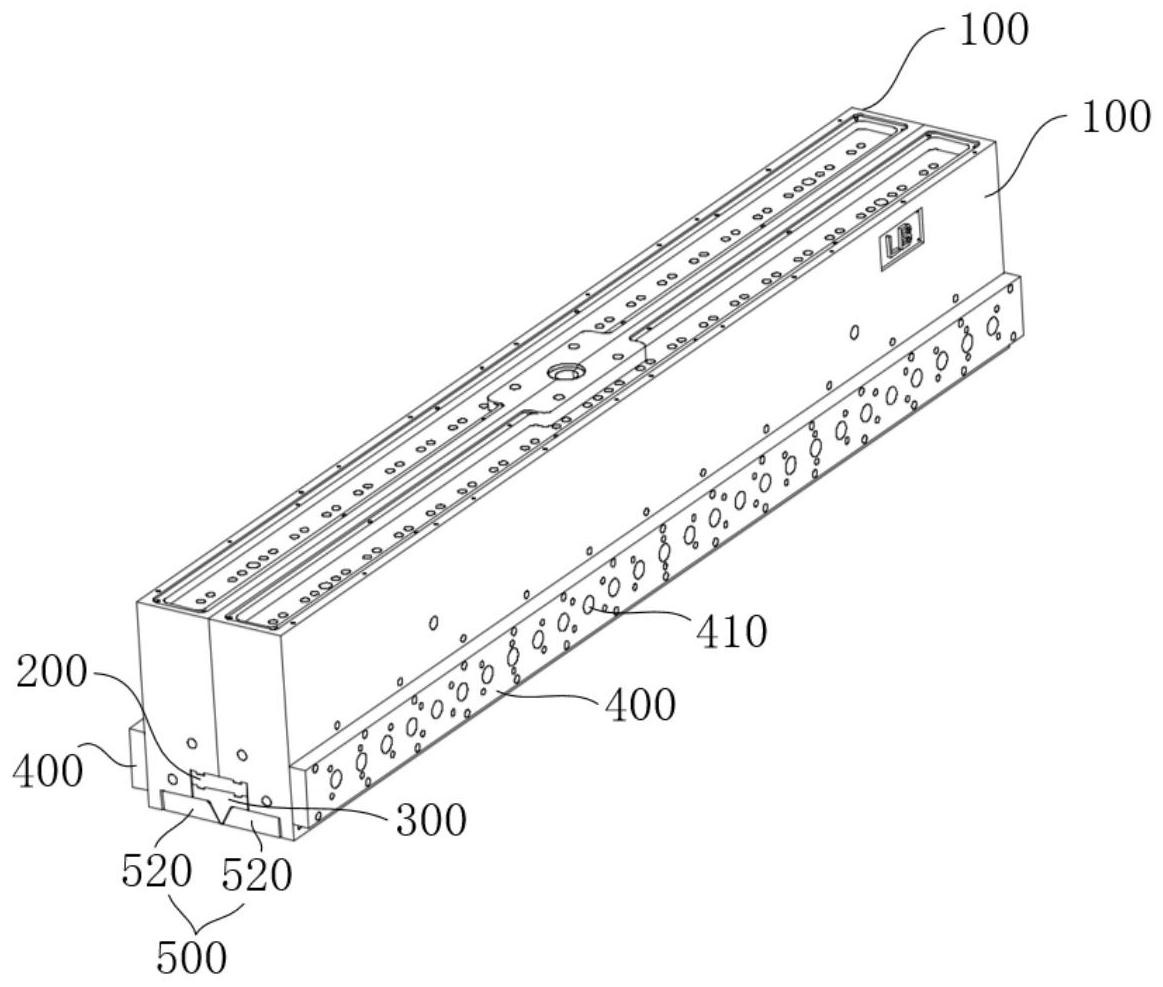
针对现有技术存在的问题,本发明的主要目的是提供一种等流速的熔喷模头装 置,旨在解决现有的熔喷模头出料的均匀性和稳定性还不够理想的问题。 为实现上述目的,本发明提出的等流速的熔喷模头装置,包括:两对称且紧密贴合 的本体主板、分配板、喷丝板、两进风板及风琴板。 两本体主板的贴合面上自顶部向下设有用于进料的衣架式流道,衣架式流道的横 截面呈顶部大,中部小,底部大。 分配板设置在两本体主板的底部。分配板的顶部设有分流槽,分流槽与衣架式流 道的底部连通,分流槽的槽底均布有若干贯穿分配板的出料孔。 喷丝板设置在分配板的底部。喷丝板上设有V型出料槽,V型出料槽的顶部与若干 出料孔连通,V型出料槽的槽底均布有若干喷丝孔。 两进风板分别沿两本体主板的长度方向设置在本体主板的侧壁上。进风板上均布 有若干进风孔,本体主板上设有与若干进风孔一一对应连通的进风通道。 风琴板设置在喷丝板的底部。风琴板的顶部设有与进风通道连通的整流槽,整流 槽的槽底设有V型出风槽,V型出风槽设置在V型出料槽的正下方。 优选地,本体主板内沿竖直方向均布有若干容置孔,容置孔内设有发热管。 优选地,分流槽内设有滤网。 优选地,出料孔的孔径为3mm。 优选地,喷丝孔的孔径为0.2mm或0.25mm。 优选地,整流槽内密布有若干排减速立柱,每排减速立柱之间交错布置。 与现有技术相比,本发明的有益效果在于:通过在两本体主板的贴合面上设置衣 架式流道,且衣架式流道的横截面呈顶部大,中部小,底部大,再通过在分配板的分流槽槽 底均布若干出料孔,使得进料到喷丝板上的V型出料槽内的熔料分布更加均匀和稳定。并通 过在风琴板上设置整流槽和V型出风槽,使得经若干进风孔及进风通道进入到整流槽内的 3 CN 111593423 A 说 明 书 2/3 页 高速热气流能够更加均匀和稳定的进入到V型出风槽内,更加均匀和稳定高速热气流再通 过V型出风槽出风后,能够使得从V型出料槽的喷丝孔出来的熔料被均匀拉伸和固化。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1为本发明一实施例的整体装配结构示意图; 图2为本发明一实施例的横截面结构图; 图3为本发明一实施例中其中一本体主板的结构图; 图4为本发明一实施例中分配板的结构图; 图5为本发明一实施例中楔形板的结构图; 图6为图5中A处的局部放大图; 本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











