
技术摘要:
本发明提供了一种变速箱液力变距器自动组装设备,包括变距器输送线、变速箱输送线、安装机器人、变距器定位装置、出货输送线以及变速箱定位装置,所述变距器输送线与出货输送线呈直线方向设置并且高度一致,变速箱输送线与出货输送线呈垂直方向设置,所述变速箱输送线 全部
背景技术:
液力变矩器是以液力传动油作为工作介质的液力传动机械,利用油液动量矩的变 化实现扭矩转换和传递.使用液力变矩器,可以实现发动机轻载启动,有效隔离和吸收来自 发动机和传动系统的振动,实现柔性传动;它能够使车辆根据负载和道路阻力的大小,自动 调整行驶速度和牵引力,实现无级变速,提高通过性能,减少换档次数,改善驾乘的舒适性, 并能提高发动机和传动系统的使用寿命。液力变矩器广泛应用于汽车、叉车、工程机械等领 域。 液力变矩器位于自动变速器的最前端,安装在发动机的飞轮上,其作用与采用手 动变速器的汽车中的离合器相似。它利用油液循环流动过程中动能的变化将发动机的动力 传递自动变速器的输入轴,并能根据汽车行驶阻力的变化,在一定范围内自动地、无级地改 变传动比和扭矩比,具有一定的减速增扭功能.液力变矩器位于自动变速器的最前端,安装 在发动机的飞轮上,其作用与采用手动变速器的汽车中的离合器相似。它利用油液循环流 动过程中动能的变化将发动机的动力传递自动变速器的输入轴,并能根据汽车行驶阻力的 变化,在一定范围内自动地、无级地改变传动比和扭矩比,具有一定的减速增扭功能。 目前当变速箱进行安装时,一般采用人手用机械臂安装变速箱变距器,变距器的 来料和安装,都是人手对位吸变距并安装,同时人手测量安装高度,由于人手操作,容易对 位不准,安装时变距器底端轴容易碰伤油封,导致变速箱漏油,且劳动强度很高,耗时等问 题。
技术实现要素:
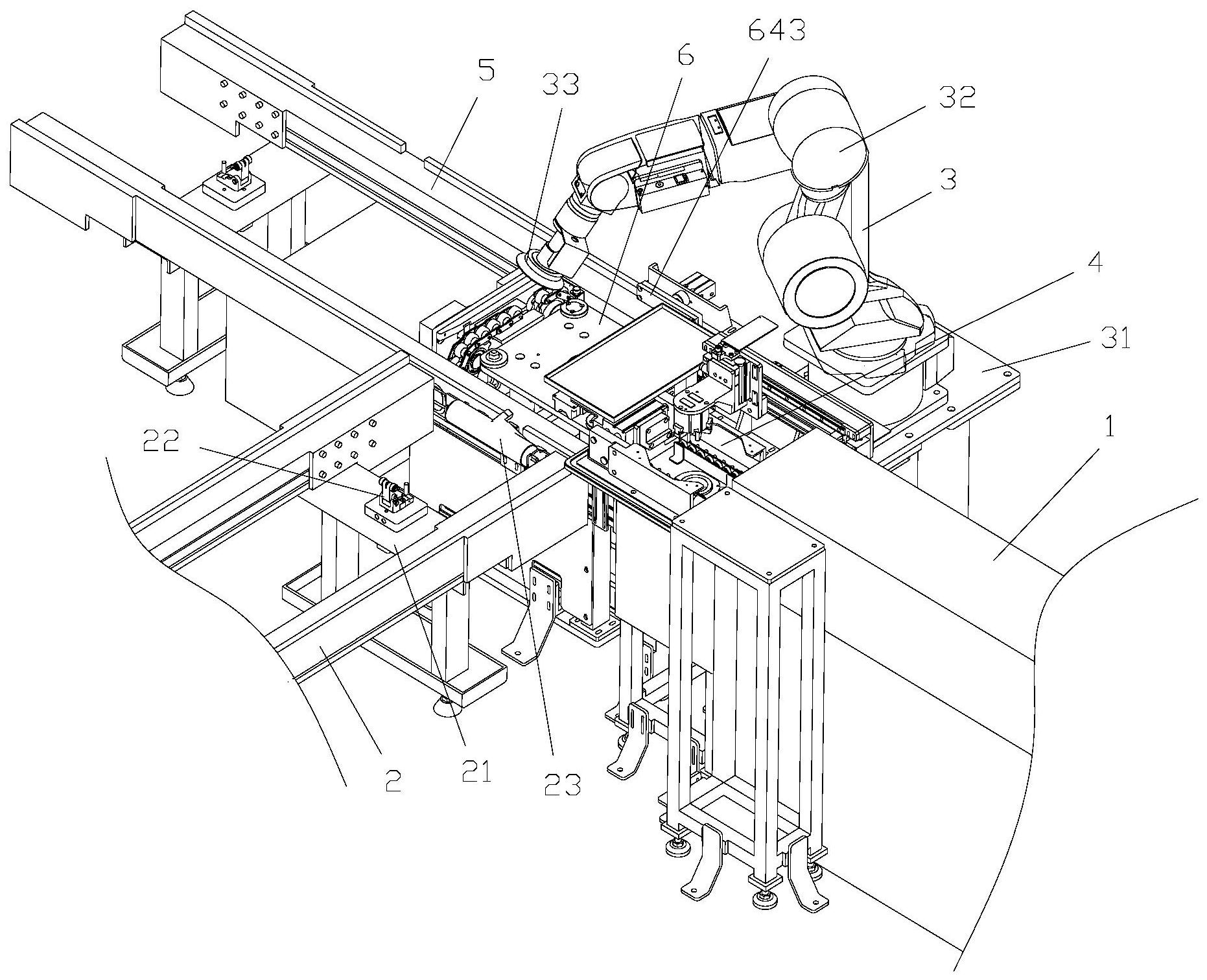
本发明的目的在于克服现有技术的不足,提供一种变速箱液力变距器自动组装设 备,采用机械手进行自动对位,自动安装,能够减少人手劳作强度,保障产品质量,提升工作 效率。 本发明采用的技术方案如下:一种变速箱液力变距器自动组装设备,包括变距器 输送线、变速箱输送线、安装机器人、变距器定位装置、出货输送线以及变速箱定位装置,所 述变距器输送线与出货输送线呈直线方向设置并且高度一致,变速箱输送线与出货输送线 呈垂直方向设置,所述变速箱输送线与出货输送线连接处设置有导轮,所述变速箱定位装 置设置在出货输送线内部,变距器定位装置承接在变距器输送线的末端并且与变速箱定位 装置相邻设置,所述安装机器人设置在变距器定位装置的外侧,所述出货输送线与变速箱 输送线的结构相同,但变速箱输送线的高度高于出货输送线的高度。 进一步的,所述变速箱输送线包括两条平行设置的传送带,两条传送带之间设置 有等待工位,等待工位上设置有ID读码器,ID读码器与所述安装机器人电性连接。 4 CN 111590288 A 说 明 书 2/5 页 进一步的,所述安装机器人包括基座、机械臂、吸盘,所述机械臂安装在基座上,机 械臂为六轴机械臂,所述吸盘设置在机械臂安装在机械臂的最前端,吸盘设置有不同大小 规格的多个。 进一步的,所述机械臂上安装有力觉感应器。 进一步的,所述变距器定位装置包括定位架、定位平台、粗定位机构、精定位机构 以及接油盘,所述定位平台安装在定位架的顶端,粗定位机构安装在定位平台的台面上,变 距器输送线的末端延伸到定位平台上,所述精定位机构通过一支架安装在定位平台的台面 上并且与粗定位机构相对,精定位机构包括精定位基座、定位移动板以及精定位平台,所述 定位基座安装在支架上,定位基座上端设置有移动滑轨,所述定位移动板通过一无杆气缸 可滑动的安装在定位基座上,并且定位移动板上端与移动滑轨通过滑块连接,定位移动板 前端设置有升降滑轨,所述接油盘设置在精定位机构的一侧。 进一步的,所述粗定位机构包括定位气缸、定位夹及顶升盘,所述定位气缸有两 个,两个定位气缸反方向安装在定位平台上,并且两个定位气缸均位于接油盘的下方,定位 夹包括两块对立设置的夹体,每块夹体分别与一个定位气缸连接,所述顶升盘设置在两块 定位夹中间的中心位置,顶升盘下方设置有顶升气缸; 进一步的,所述精定位平台通过一可滑动的安装在升降滑轨上,精定位平台包括 定位柱以及安装在定位柱下方的多个定位夹爪。 进一步的,所述变速箱定位装置包括定位架体、承接链条、驱动电机、定位升降台, 所述定位架体顶端设置有两块阻挡板,所述承接链条有两条,两条承接链条分别安装在定 位架体的左右内壁上并通过一主轴连接,承接链条设置在阻挡板的内侧;所述驱动电机安 装在定位架体的外侧,驱动电机的驱动端与主轴连接,承接链条与变速箱输送线承接,所述 定位升降台设置在两条承接链条之间,定位升降台下端承接有升降气缸,定位升降台在正 常状态下低于承接链条的高度,而承接链条的高度低于出货输送线的高度,定位升降台顶 端设置有多个定位柱。 进一步的,所述定位升降台对应出货输送线的位置上设置有定位传感器,定位传 感器与驱动电机电性连接。 本发明的另一目的是提供上述变速箱液力变距器自动组装设备的使用方法,包括 以下步骤: 1)、变距器输送线启动,变距器通过变距器输送线输送到定位平台上,粗定位机构 的定位气缸驱动定位夹将变距器加紧固定,然后展开,返回,然后顶升气缸驱动顶升盘托起 变距器上升,上升到设定位置后停止,精定位机构上的无杆气缸驱动定位移动板沿滑轨移 动到设定的位置,精定位平台沿升降滑轨下降,定位夹爪插入到变距器内实现精确定位,然 后定位完成后,定位夹爪上升,按原路线返回; 2)、机械臂启动,通过吸盘将变距器取走; 3)、变速箱通过托盘承载利用变速箱输送线输送,变速箱经过导轮进入到承接链 条,驱动电机启动驱动承接链条旋转将变速箱向前输送,当变速箱接触到定位传感器上设 定的检测点时,发出信号驱动电机停止运动;升降气缸驱动定位升降台升降将变速箱从承 接链条上托起,定位升降台顶端的定位柱插入到承载变速箱的托盘内,从而实现精准定位, 机械臂即可将变距器安装到变速箱上; 5 CN 111590288 A 说 明 书 3/5 页 4)、安装完成后,升降气缸下降变速箱挂在出货输送线上,出货输送线运行即可将 安装好的变速箱输送出去。 与现有技术相比,本发明具有以下有益效果: 本发明专利设计合理,操作简单方便,采用变距器来料通过气缸粗夹和精夹的方 式,自动对芯,能快速的自动校正,再由机械手来取料,机械臂安装变距器采用力觉感应的 控制力的大小,以便变距器三层齿轮的咬合,变速箱采用自动校正中心,避免碰伤油封,本 发明能够实现变速箱的自动安装,大大减少人手劳作强度,保障产品质量,大幅度的提升了 工作效率。 附图说明 附图1是本发明的结构示意图; 附图2是附图1所示变距器定位装置的示意图; 附图3是附图1所示变速箱定位装置的示意图。











