
技术摘要:
本发明涉及汤勺全自动包装生产线,其包括机架、废边切除装置、汤勺吸料机构、汤勺堆送料机构、隧道炉和装袋机。本发明在吸料机构和堆送机构的辅助下,自动完成自注塑机取出注塑产品的切除、堆码、消除应力和装袋,同时在两个汤勺载架切换和传输,缩短汤勺堆送过程所等 全部
背景技术:
汤勺的包装,其主要包括以下过程:1)、自汤勺注塑机中取出注塑产品;2)、将注塑 产品中汤勺的多余部分切除;3)、将切除后的汤勺进行层叠;4)、层叠后的汤勺进入隧道炉 中消除应力;5)、出炉后通过抓投料机械臂将层叠后的汤勺按数量进行打包。 具体的,注塑产品包括长条状的连接条、对称设置在连接条相对两侧的汤勺、以及 将每个汤勺自勺柄连接在连接条上的连接杆。当进行切除工作时,裁切刀具将勺柄与连接 杆之间切断。 在上述包装过程中,其存在以下问题: 1)、需要采用与注塑产品相匹配的汤勺废边切除装置才能实现注塑产品的废边切除。 2)、必须采用吸料机构将注塑产品送入切料装置,切料完成后,再将汤勺自切料装 置中取出送入载架中进行层叠。目前,吸料机构基本上采用真空负压吸附的较多,其基本包 括臂架、设置在所述臂架上且与注塑产品的汤勺一一对应的吸附头、通过管路与每个所述 吸附头连通的负压泵、以及驱动所述臂架上下运动的升降动力器。然而,上述的吸料机构, 基本上每一个汤勺对应一个吸附头,虽然能够满足吸附送料的过程,但是,由于汤勺是长条 状物体,吸附并在运动过程中难免造成移位或偏移,这样一来,在后续的堆叠中,就非常的 不便,很容易造成汤勺无法正常的落入定位区,进而造成自动化设备的中断。 3)、裁切完成后的汤勺,通过取料机械手放置汤勺载架中进行层叠,层叠完成后, 直接送入隧道炉中进行消除应力(一般需要加热5-6分钟),出炉后进行按数量装袋(大概要 4-5分钟),完成汤勺的打包。显然,在上述完成层叠后,十分钟左右的时间内,汤勺载架不能 回到堆叠的工位,因此,此时的汤勺包装生产线,无法连续进行注塑产品的切除工作,而且, 当载架回至堆叠工位时,前面的切除才能继续进行,这样一来,也大幅度延长的下一批次汤 勺送入隧道炉消除应力和装袋的时间。因此,造成汤勺包装生产线的生产效率低,能源浪费 率高(隧道炉一直处于加热状态),生产成本高的缺陷。
技术实现要素:
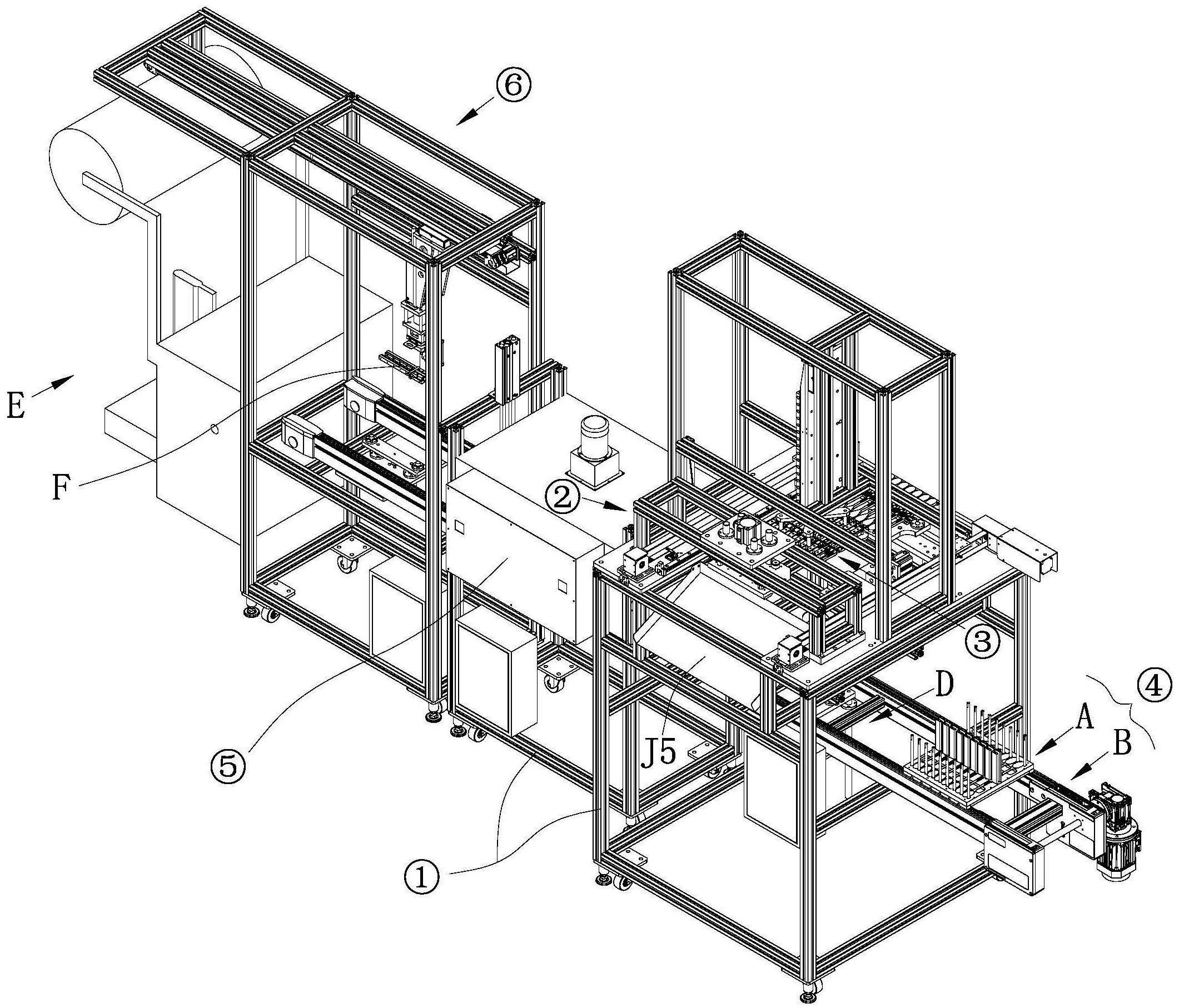
本发明所要解决的技术问题是提供一种全新的汤勺全自动包装生产线。 为解决以上技术问题,本发明采用如下技术方案: 一种汤勺全自动包装生产线,其特征在于:其包括: 机架; 废边切除装置,其包括架座、设置在所述架座上的切料头治具、位于所述切料头治具上 方的冲头切刀、以及设置在所述架座上且能够驱动所述冲头切刀上下运动的切料动力件, 其中所述切料头治具包括形成废边通道的底座、设置在所述底座上的切料治具盘、设置在 所述切料治具盘上的切料凹模、以及与所述切料凹模形成汤勺定位区的定位部,所述的汤 5 CN 111731563 A 说 明 书 2/11 页 勺定位区与汤勺注塑机取出注塑产品形状相同,所述的切料治具盘对应所述切料凹模下方 设有与所述废边通道相连通的排废孔,所述的冲头切刀向所述切料凹模运动并将注塑产品 中与汤勺勺柄的连接杆冲切,且切除后的连接杆自排废孔下落至所述废边通道; 汤勺吸料机构,其包括臂架、设置在所述臂架上且与注塑产品的汤勺一一对应的吸附 头、通过管路与每个所述吸附头连通的负压泵、以及驱动所述臂架上下运动的升降动力器, 其中所述的注塑产品包括长条状的连接条、对称设置在连接条相对两侧的汤勺、以及将每 个汤勺自勺柄连接在连接条上的连接杆,所述的臂架包括架本体、位于所述架本体下方且 沿着所述连接条长度方向延伸的两条吊臂、用于将所述吊臂和所述架本体相连接的连接 臂、以及并排设置在每根所述吊臂上且与所述汤勺一一对应设置的多个连接座,其中两条 所述吊臂对应设置在所述架本体的相对两侧,每个所述连接座上至少分布有两个所述吸附 头,一个所述吸附头能够吸附在汤勺的勺头上,剩余的所述吸附头能够吸附在汤勺的勺柄 上; 汤勺堆送料机构,其包括用于层叠汤勺的汤勺载架、用于所述汤勺载架传输的传输链、 设置在传输链上方的堆叠定位单元、设置在所述传输链的侧边且能够自所述堆叠定位单元 中取出或送回所述汤勺载架的转载单元,所述汤勺载架有两个,且两个所述汤勺载架中的 一个处于堆叠定位单元上,另一个位于所述传输链上,当前一个完成堆叠后,所述转载单元 将装满汤勺的所述汤勺载架自所述堆叠定位单元中取出,并转载至所述传输链上向所述汤 勺包装生产线的隧道炉传输,后一个位于所述传输链上的所述汤勺载架运动至所述堆叠定 位单元下方,所述转载单元将后一个所述汤勺载架补位至所述堆叠定位单元; 隧道炉,其用于层叠后汤勺的应力消除 装袋机,其包括装袋器和取料机械手。 优选地,切料凹模包括沿着排废孔长度方向均匀间隔分布的多个固定模块,其中 多个固定模块分成两排,且每排固定模块中相邻两个固定模块之间形成勺柄定位区,两排 固定模块之间形成注塑产品的废边定位区。这样一来,使得冲切位置更加精确,提高汤勺切 除废边的精度。 进一步的,在每个固定模块形成勺柄定位区的侧边上形成有与勺柄侧边匹配的缺 角。通过缺角的设置,使得勺柄的定位更加稳定,同时也便于冲头切刀将勺柄多余部分切 除。 根据本发明的一个具体实施和优选方面,定位部包括与每排固定模块一一对应且 呈排分布的多个定位模块,其中位于每排定位模块中相邻两个定位模块之间形成一个勺头 定位区。这样一来,每个汤勺自勺头和勺柄进行定位,进而便于废边的冲切。 优选地,定位模块呈柱状,且可拆卸或能够沿着汤勺长度方向活动调节地设置在 切料治具盘上。可拆卸的好处就是便于组装或更换,至于活动调节,主要是满不同尺寸勺头 的定位。 具体的,当汤勺定位在汤勺定位区时,勺头的尖端部自两个定位模块之间穿出、并 抵触在两个定位模块相对内侧,勺柄自远离勺头的端部定位在对应相邻两个固定模块的缺 角。此时注塑产品的废边和汤勺全部完成定位,进而便于冲切操作,而且冲切后的废边可直 接下落至废边通道。 根据本发明的又一个具体实施和优选方面,冲头切刀包括刀座、设置在刀座底部 6 CN 111731563 A 说 明 书 3/11 页 且与每个勺柄的连接杆一一对应设置的刀头、以及设置在刀座底部的弹性压紧件,切料动 力件作用在刀座上,弹性压紧件能够压在定位在汤勺定位区的汤勺上。这样一来,在弹性压 紧件的压紧下,使得刀头冲切的效果达到最佳状态。 优选地,在刀座上还设有插杆,切料治具盘上设有与插杆对接的插座。通过插杆和 插座的对接,确保刀头冲切位置的准确度。 此外,切料动力件包括固定在架座上的定位板、设置在定位板上的伸缩杆,其中伸 缩杆下端部固定连接在刀座的中部。 具体的,伸缩杆为气缸、液压缸或者油缸。 优选地,切料动力件还包括固定在刀座上且穿出定位板的导向杆,其中导向杆与 伸缩杆平行设置,且有多根,当伸缩杆伸缩时,导向杆相对定位板同步上下运动导向。这样 一来,刀座的上下运动更加稳定,进一步提高冲切的精准度。 优选地,连接座包括垂直设置在吊臂上且两端部冒出吊臂相对两侧的第一架板、 固定在第一架板一端部的呈L型的第二架板,吸附头设置分别设置在L型第二架板的水平部 和第一架板远离第二架板的端部。这样的布局,有利于每个汤勺的稳定吸附。 根据本发明的一个具体实施和优选方面,每个连接座上设有两个吸附头,一个设 置在L型第二架板的水平部上,另一个设置在第一架板远离所述第二架板的端部,其中位于 所述第二架板上的所述吸附头能够吸附在勺柄的中部,位于所述第一架板上的所述吸附头 能够吸附在勺头的中部。在满足吸附要求下,优化结构,降低成本,同时由勺柄和勺头中部 的吸附下,确保汤勺的水平状态,进而为后续准确的层叠打下基础。 根据本发明的一个具体实施和优选方面,架本体为自中部交叉的剪刀臂,升降动 力器连接在所述剪刀臂的交叉中部。减轻自重,便于吸附,同时也便于观察。 优选地,连接臂有四根,且将剪刀臂四个延伸臂与下方两条吊臂相固定连接。结构 简单,便于实施。 优选地,两根吊臂和位于两根吊臂上的连接座关于交叉中部对称设置。 优选地,升降动力器包括器座、设置在器座上能够上下运动的动力驱动杆,其中动 力驱动杆的下端部设置在剪刀臂的交叉中心。 进一步的,动力驱动杆的驱动方式为气缸。 此外,吸附头包括位于连接座底部的吸嘴、定位在连接座上且将吸嘴与管路相连 通的吸附接头。 优选地,吸嘴均位于吊臂的侧下方,其中吸附勺柄的吸嘴位于吸附勺头的吸嘴的 侧下方。这样一来,不仅能够将吊臂与所吸附的汤勺隔开,而且还能够确保汤勺处于平直状 态下吸附。 优选地,前一个所述汤勺载架完成汤勺打包后,后一个所述汤勺载架完成堆叠,所 述传输链将前一个所述汤勺载架回传至后一个所述汤勺载架初始位置。这样能够有效的缩 短堆叠和隧道炉等料的时间,能够快速衔接,大大提高汤勺打包的效率,降低成本。 根据本发明的一个具体实施和优选方面,汤勺载架包括载板、并排矗立在所述载 板上的多根定位柱、与定位柱一一对应且并排矗立的多个定位条,其中每相邻的两根定位 柱形成一个勺头定位区,每相邻的两个定位条形成一个勺柄定位区,勺头定位区和勺柄定 位区一一对应,且在载板上划分为多个汤勺层叠定位区,汤勺放置时,自勺头的相对两侧贴 7 CN 111731563 A 说 明 书 4/11 页 合勺头定位区两根所述定位柱相对侧、自勺柄的相对两侧贴合勺柄定位区的两个定位条相 对侧自由滑落至对应的汤勺层叠定位区。通过勺头和勺柄贴合勺头定位区的定位柱和勺柄 定位区的定位条的相对侧自由滑落至对应的汤勺层叠定位区,进而确保每次下落的汤勺能 够自动对齐的层叠,同时,结构简单,实施方便。 优选地,多个汤勺层叠定位区沿着载板的长度或宽方向平行间隔分布。这样一来, 可以实现同排多个汤勺的层叠。 优选地,多个汤勺层叠定位区分成两排,且两排关于载板中部对称设置。合理分布 载板的区间,从而一次能够实现多个汤勺的层叠。 根据本发明的一个具体实施和优选方面,两排汤勺层叠定位区的勺柄定位区靠近 载板的中部,勺头定位区靠近载板的外侧。这样一来,所形成的汤勺层叠定位区与自注塑机 取出注塑产品的布局相同,从而可一次完成裁切后所有汤勺的同步层叠。 根据本发明的又一个具体实施和优选方面,在载板上形成有自表面向下凹陷的取 料槽,取料槽有两条,且每排汤勺层叠定位区设有一条取料槽,其中每排汤勺层叠定位区的 勺头定位区和勺柄定位区位于相对应取料槽的相对两侧。在此,通过取料槽的设置,并取料 机械手插入取料槽中,实现每一个汤勺层叠定位区内层叠汤勺的取料和打包。 优选地,定位柱为圆柱,汤勺自勺头尖端冒出每个勺头定位区的外部。这样设置, 便于勺头的层叠对齐。 进一步的,在载板上安装有定位槽,定位柱插入定位槽中且与载板可拆卸的连接。 这样设置的好处,方便组装和更换。 同时,可以将定位槽设置成沿着汤勺长度方向延伸的滑槽,定位柱相对所述滑槽 滑动调节设置。这样设置的好处就是能够满足不同长短勺头的层叠。 根据本发明的又一个具体实施和优选方面,在每个定位条所形成勺柄定位区设有 弧形缺口,弧形缺口与勺柄的拐角匹配。这样一来,勺柄定位也更准确,同时在汤勺自由下 落的过程中非常平稳,进而确保层叠的整齐度。 此外,在载板的底板还设有定位边条和顶升连接套,其中定位边条有两条,且分别 与传输链配合实现汤勺载架的横移,顶升连接套与转载单元实现汤勺载架的转载。 优选地,堆叠定位单元包括能够相向运动的两个定位支撑座,汤勺载架自载板在 相对两侧架设在定位支撑座,顶升连接套有两个且对应设置载板底部的相对两侧,转载单 元包括设置在堆叠定位单元下方的架板、设置在堆叠定位单元下方且位于传输链相对两侧 的两根顶升杆、以及设置在架板底部的顶升伸缩杆,其中顶升杆上端部与顶升连接套匹配 对接。 进一步的,在每条定位边条上设有插销定位孔,每个定位支撑座包括座本体、滑动 设置在座本体上的支撑模块、以及设置在支撑模块上且与插销定位孔相匹配的定位插销。 具体的,支撑模块通过顶推气缸滑动设置在座本体上。 本例中,在座本体上设有滑轨,支撑模块自底部滑动连接在滑轨上,顶推气缸运动 方向和滑轨的长度方向一致。 同时,在汤勺载架定位时,两侧的定位插销分别插入对应的插销定位孔中,且载板 架设在支撑模块上;当汤勺载架自堆叠定位单元取出或放回(或者叫补位)过程中,先由顶 升杆插入顶升连接套中,将汤勺载架自两个定位支撑座上顶升,然后两个支撑模块相对远 8 CN 111731563 A 说 明 书 5/11 页 离运动(相对张开),这时汤勺载架就能够自两个支撑模块所形成的开口下落至传输链上, 完成汤勺载架的转载。 本例中,载板呈方形,在两条定位边条之间固定设有加强条,同时两个顶升连接套 的连线与定位边条平行设置,且靠近两个加强条设置。这样设置,就是为了更好的避让和实 施汤勺载架的取出或放回(或者叫补位)操作。 具体的,两个顶升连接套的连线位于载板的中部。 由于以上技术方案的实施,本发明与现有技术相比具有如下优点: 本发明在吸料机构和堆送机构的辅助下,自动完成自注塑机取出注塑产品的切除、堆 码、消除应力和装袋,同时在两个汤勺载架切换和传输,缩短汤勺堆送过程所等待的时间, 不仅提高了汤勺打包的效率,而且大幅度降低汤勺打包的成本,所带来的效果十分显著。 附图说明 图1为本发明的汤勺全自动包装生产线的结构示意图; 图2为图1的主视示意图; 图3为图1中汤勺废边切除装置的结构示意图; 图4为图3中切料头治具的结构示意图; 图5为图3的主视示意图; 图6为图3的左视示意图; 图7为图1中汤勺吸料机构的结构示意图(吸附有注塑产品); 图8为图7的主视示意图(未吸附注塑产品或汤勺); 图9为图1的汤勺堆送料机构的结构示意图; 图10为图9的主视示意图; 图11为图10的右视示意图; 图12为图9中汤勺载架的结构示意图; 图13为图12的主视示意图; 图14为图13的俯视示意图; 图15为本发明的汤勺载架另一视角的结构示意图; 图16为图9中堆叠定位单元的结构示意图; 其中:①、机架; ②、废边切除装置;J1、架座;J2、切料头治具;J20、底座;20a、废边通道;J21、切料治具 盘;21a、排废孔;J22、切料凹模;220、固定模块;a、缺角;J23、定位部;230、定位模块;J3、冲 头切刀;J30、刀座;J31、刀头;J32、弹性压紧件;J33、插杆;J34、插座;J4、切料动力件;J40、 定位板;J41、伸缩杆;J42、导向杆;p、注塑产品;t、汤勺;t1、勺头;t2、勺柄;g、连接杆;x、连 接条;J5、导料通道; ③、汤勺吸料机构;T1、臂架;T10、架本体;T11、吊臂;T12、连接臂;T13、连接座;131、第 一架板;132、第二架板;T2、吸附头;T20、吸嘴;T21、吸附接头;T3、升降动力器;T30、器座; T31、动力驱动杆; ④、汤勺堆送料机构;A、汤勺载架;1、载板;10、定位槽;11、取料槽;2、定位柱;3、定位 条;30、弧形缺口;s、汤勺层叠定位区;s1、勺头定位区;s2、勺柄定位区;t、汤勺;t1、勺头; 9 CN 111731563 A 说 明 书 6/11 页 t2、勺柄;4、定位边条;5、顶升连接套;k、插销定位孔;j、加强条;B、传输链;C、堆叠定位单 元;c1、定位支撑座;c10、座本体;c11、支撑模块;c12、定位插销;c13、顶推气缸;c14、滑轨; D、转载单元;d1、架板;d2、顶升伸缩杆;d3、顶升导向杆;d4、滑套 ⑤、隧道炉; ⑥、装袋机;E、装袋器;F、取料机械手。











