
技术摘要:
本发明涉及一种用于在压力下填充容器(14)的设备,所述设备具有尤其回转的运输元件(11),其具有接收站(12),该接收站具有用于容器(14)的容器接收部(18),在运输元件(11)的输送区域中布置有用于送入和送出容器(14)的送入/送出装置(23),接收站(12)的容器接收部(18)布置在 全部
背景技术:
通常,屏蔽组件与填充元件连接,例如固定在该填充元件上。因此,如果将填充元 件调整到不同的瓶尺寸上,即向上或向下运动,则分隔板或者太长或者太短。因此,该已知 技术的缺点在于,屏蔽组件不能有效地屏蔽所有的瓶或者容器的尺寸。在现有技术中,该问 题通过以下方式克服:屏蔽组件包括匹配最小瓶的分隔板,使得该分隔板不与运输元件的 其它元件(例如容器接收部)冲突。然而,这导致在较大容器的情况下容器接收部和分隔板 之间留有间隙,所述瓶爆裂时的碎片穿过该间隙也会使相邻的瓶以一种连锁反应的方式引 起破裂。另一解决方案在于,使用多件式的能够匹配尺寸的分隔板。然而,这些分隔板恰好 在能彼此调节的分隔板部件的连接区域中难以清洁,因此,从卫生的角度来看是有问题的。
技术实现要素:
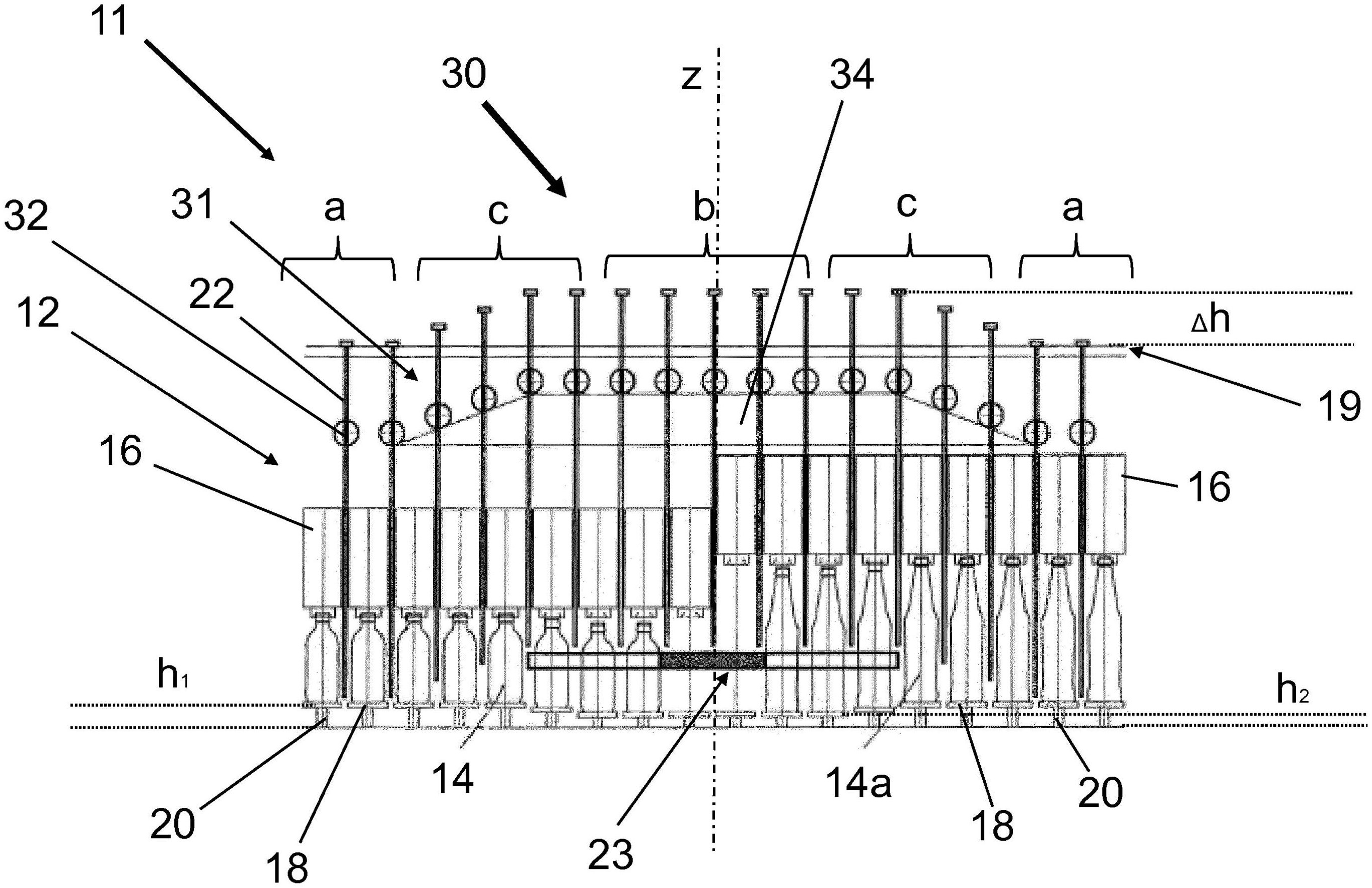
本发明的任务是,实现上述类型的填充设备,所述填充设备在填充时根据容器的 尺寸可靠地屏蔽容器。 该任务通过具有权利要求1的特征的设备以及根据权利要求12的方法来解决。本 发明的有利扩展方案是从属权利要求的主题。在说明书和附图中也说明了本发明的有利扩 展方案。 根据本发明,屏蔽组件相对于填充元件能够调节。以这种方式,屏蔽组件与填充元 件解耦。如果在开始填充新的瓶种类时借助第一提升机构将填充元件调整到该瓶的尺寸 上,屏蔽组件不再与该填充元件耦合。因此,屏蔽组件能够在将填充设备调整到新的容器尺 寸的范围内相对于填充元件和必要时相对于容器接收部以下述方式被调整,例如垂直地调 节和/或旋转,使得屏蔽组件在填充位置中至少部分周向地,优选完全地包围容器,然而,另 一方面不与填充设备的其它部件冲突。优选地,容器在填充设备中向外被遮盖,使得当填充 过程期间瓶破裂时,没有碎片至少会从填充设备飞离并且可能伤害工作者。在循环填充机 中,这在径向上位于外部。分隔板优选至少部分圆形地构造,使得所述分隔板将容器、尤其 瓶也大致侧面地相对于相邻的容器屏蔽。 3 CN 111601769 A 说 明 书 2/8 页 因此,屏蔽组件例如悬挂在填充设备的上承载元件上,并且填充元件被垂直地调 整,使得屏蔽组件在容器的填充位置中(即当瓶嘴密封地贴靠在填充元件的填充装置上时) 直到下方伸向容器接收部。在此通过容器接收部的下提升机构在每个填充过程范围内实现 将容器按压到填充装置上。 本发明具有多个优点。因此,分隔板现在不再耦合到填充元件上。以这种方式,分 隔板能够与该填充元件无关地在填充设备的调整范围内被调整到容器尺寸上。因此,不需 要用于屏蔽不同大小的容器的尺寸可调节的屏蔽组件,而是能够在完全屏蔽最大的要填充 容器的尺寸中选择屏蔽组件,例如分隔板。 根据本发明,理想的一件式分隔板被用作屏蔽组件,该分隔板比现有技术中必须 使用的用于屏蔽不同大小的容器的多件式分隔板更卫生。这降低了制造成本、清洁成本并 且总体上更卫生。 屏蔽组件和容器接收部或填充元件能够通过调节机构相对彼此进行调节,其中, 该调节机构设计为将容器接收部/填充元件和屏蔽组件的相对位置在送入/送出装置的区 域中从保护位置改变到释放位置中。在此,能够通过以下方式将容器从运输元件释放:在送 入或送出装置的区域中通过调节机构改变屏蔽组件和容器接收部/填充元件的相对位置, 使得释放容器。这种运动例如能够是屏蔽组件和容器接收部之间的提升运动或屏蔽组件相 对于容器接收部的旋转运动,尤其当屏蔽组件构造为或者包括部分圆形的分隔板时。再次, 在整个填充过程期间,接收站的屏蔽组件或分隔板处于保护位置中,在该保护位置中,所述 屏蔽组件或分隔板至少包围容器,使得当容器在压力填充过程期间破裂时不会损坏其它容 器。 根据本发明,屏蔽组件包含或者屏蔽组件是呈部分圆或整圆形式的分隔板,该分 隔板至少向外部分地或完全地包围容器。以这种方式实现节省空间的但优化地屏蔽容器的 屏蔽组件,该屏蔽组件引起包围循环填充机的空间以及瓶的相对彼此的有效屏蔽。术语“部 分圆形”或“圆形”在此是指柱形分隔板的横截面轮廓。在此,部分圆/圆形也理解为多边形 结构。 在本发明的第一有利实施方式中,调节机构能够构造为至少一个第二提升机构, 该第二提升机构改变容器接收部和屏蔽组件之间的垂直距离。在此能够是,或者提升屏蔽 组件并且将容器接收部保持在相同的高度水平上,或者将屏蔽组件保持在相同的高度水平 上并且降低容器接收部。屏蔽组件的向上运动也能够与容器接收部的向下运动结合,由此 能够将两个元件的移动路径保持得较小。在任何情况下,屏蔽组件和/或容器接收部在送 入/送出装置的区域中的垂直运动都能够实现,容器从屏蔽组件被释放并且因此能够转移 到运输元件中或从该运输元件取出。替代地或附加地,调节机构能够构造为旋转机构,该旋 转机构将屏蔽组件(尤其当该屏蔽组件构造为部分圆形的分隔板时)围绕容器接收部的中 心上的垂直轴线旋转。分隔板因此能够在填充区域中被旋转到保护位置中,而该分隔板在 送入/送出装置的区域中被旋转到释放位置中。 在将调节机构构造为至少一个第二提升机构的情况下,该第二提升机构能够包括 至少一个调节缸和/或线性驱动器,以便改变容器接收部和屏蔽组件的相对位置。 优选地,如果将调节机构构造为第二提升机构,则屏蔽组件和/或容器接收部在垂 直导向件上被导向,使得所述屏蔽组件和/或容器接收部能够被至少一个第二提升机构容 4 CN 111601769 A 说 明 书 3/8 页 易地相对彼此移动。 在本发明的一个有利的实施方式中,第二提升机构与能够独立于填充元件调节的 回气管耦合,以便同时引起该回气管的垂直运动。以这种方式,需要较少的部件用于调节填 充设备的不同元件,因为回气管和屏蔽组件能够被共同的提升机构操纵。 填充设备的提升机构尤其能够构造为液压或气动的调节缸或构造为线性驱动器。 这种驱动器是可靠的且成本低的。 本发明也涉及一种用于在填充设备中填充容器的方法,所述填充设备具有运动的 运输元件、尤其是循环填充机的回转的运输元件。然而也能够是具有相应输送机构的线性 运输元件,例如回转的输送元件。运输元件具有包括用于容器的容器接收部的接收站,并且 在运输元件的输送区域中布置有至少一个送入/送出装置,用于将容器送入到运输元件中 或从运输元件送出。这种送入/送出装置优选由入口星形件和出口星形件构成。 每个容器接收部(例如搁置板)在接收站中布置在所对应的填充元件下方,其中, 填充元件能够借助第一提升机构垂直地调整,用于匹配不同大小的容器。每个接收站包括 至少一个屏蔽组件,通常是至少一个分隔板,该屏蔽组件在填充时在保护位置中至少部分 地包围容器。根据本发明,改变屏蔽组件相对于填充元件的位置,用于将填充设备调整到其 它尺寸的新容器类型上。因此,能够调整屏蔽组件相对于填充元件的相对位置,使得屏蔽组 件在容器贴靠在填充元件的填充装置上时完全遮盖容器,例如向下延伸到容器接收部。 屏蔽组件和容接收部之间的相对位置优选通过调节机构尤其在送入和送出装置 的区域中在保护位置和释放位置之间运动。在该方法的优点方面,参考对根据本发明的填 充设备的说明。 屏蔽组件和容器接收部优选通过调节机构相对彼此在保护位置和释放位置之间 垂直地运动和/或旋转。通过两种运动类型能够将容器从屏蔽组件或者分隔板的保护位置 带到其释放位置中,使得能够将容器在送入/送出装置的区域中转移到运输元件中或从所 述运输元件取出。该方法有利地与上述类型的填充设备结合地执行。 不用说,本发明对于玻璃瓶而言尤其有意义,所述玻璃瓶在用CO2压力填充的范围 内会由于材料缺陷或热应力而破裂,其中,碎片在此可能导致相邻瓶的爆裂或破碎。通过填 充设备的根据本发明的构型有效地禁止这种情况,而且对于所有瓶尺寸禁止这种情况。 在本申请中,以下术语被同义地使用:填充设备-填充机-循环填充机;调节机构- 第二提升机构-旋转机构;屏蔽组件-分隔板;容器-瓶-玻璃瓶;运输元件-回转运输元件;运 转件-导向滚子;回气管-Trinox管; 对于本领域技术人员而言可见,本发明的上面所说明的实施方式,无论是方法还 是设备,都能够任意地相互组合。 附图说明 下面例如根据示意性的附图说明本发明。在所述附图中示出: 图1用于容器、尤其是玻璃瓶的填充设备的第一实施方式,该填充设备具有固定的 分隔板和垂直运动的容器接收部, 图2图1的设备在隔离板的保护位置和释放位置中的截面, 图3回转的运输元件与用于容器的送入/送出装置的共同作用的示图, 5 CN 111601769 A 说 明 书 4/8 页 图4根据本发明的填充设备的第二实施例,该填充设备在送入/送出区域中具有垂 直运动的分隔板, 图5图4的设备在分隔板的保护位置和释放位置中的垂直的截面示图, 图6本发明的第一实施方式,其中,分隔板与用于反冲洗管的提升机构耦合, 图7本发明的第二实施方式,其中,分隔板与用于反冲洗管的提升机构耦合,和 图8具有旋转运动的部分圆柱分隔板的本发明的另一实施方式。











