
技术摘要:
本发明提供了一种差速器,属于车辆部件技术领域。它解决了现有差速器工作稳定性差的问题。本差速器包括外壳,外壳内设有定位轴,定位轴靠近两端处均套设有垫片与行星齿轮,两行星齿轮位于两垫片之间且垫片一侧面与对应行星齿轮之间形成球面配合,外壳侧部贯穿设置有供 全部
背景技术:
差速器是电动三轮车中非常重要的系统,在车辆转弯行驶或在不平整路面上行驶 时,使电动三轮车两个后轮以不同转速转动,即保证两车轮作纯滚动运动。它主要包括外壳 以及设置于内的两个半轴齿轮与两个行星齿轮,两个行星齿轮设置在一根穿设于外壳上的 轴上,两个行星齿轮均分别与两个半轴齿轮形成啮合,外壳外固定有输入齿轮。在使用时, 将电动三轮车的两个后轮分别通过轮轴与两半轴齿轮相连接,由输入齿轮接收动力带着外 壳转动,进而使行星齿轮产生自转而驱动两半轴齿轮带着电动三轮车的两个后轮转动。 一般来说,行星齿轮与外壳内壁之间都会设置一个球面垫片,在差速器实际使用 过程中,球面垫片容易在摩擦力作用下随着行星齿轮一起转动,由于外壳内腔形状与球面 垫片形状的差异性导致球面垫片与外壳内壁之间实际上是线接触,这样会造成外壳内壁出 现严重的磨损,从而导致行星齿轮与半轴齿轮之间的配合度降低。为了解决上述问题,有人 对传统差速器的结构进行改进,并提出了专利申请号为201821589343.6的电动汽车及其变 速器总成、差速器,其中通过在差速器壳体的内壁上加工内球面,使球面垫片的一侧面与内 球面贴在一起,通过面接触的方式来降低磨损对行星齿轮与半轴齿轮之间配合度的影响。 但是,在实际生产过程中,外壳一般都是由两个壳体组合而成的,在考虑到两个半 轴齿轮与两个行星齿轮安装问题的情况下,无论是将其中一个壳体的内壁加工成具有内球 面的形式,还是将两个壳体的内壁加工成具有半内球面的形式,对于加工工艺的要求都非 常地高,并且加工精度很难得到保证,因此实际加工出来的内球面很难与球面垫片一侧形 成贴合,这样一来球面垫片与外壳内壁之间就会出现偏磨而导致行星齿轮与半轴齿轮之间 的配合精度降低,从而影响到差速器的工作稳定性。
技术实现要素:
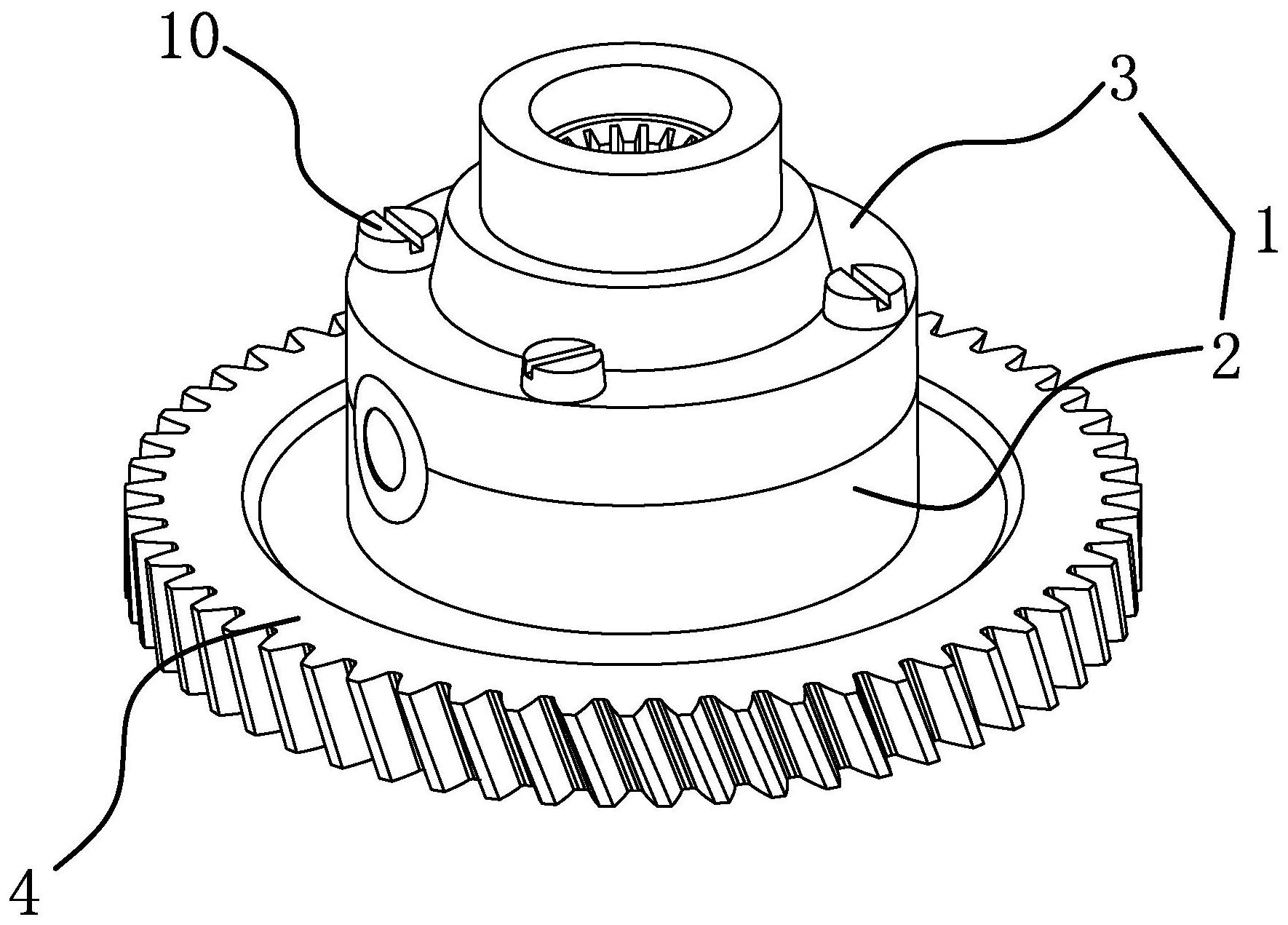
本发明的目的是针对现有技术存在的上述问题,提出了一种差速器,解决了工作 稳定性差的问题。 本发明的目的可通过下列技术方案来实现: 差速器,包括外壳,所述的外壳内设有定位轴,定位轴靠近两端处均套设有垫片与 行星齿轮,两行星齿轮位于两垫片之间且垫片一侧面与对应行星齿轮之间形成球面配合, 外壳侧部贯穿设置有供定位轴两端穿设的通孔,其特征在于,所述的定位轴两端还分别套 接有衬套,两衬套分别设于通孔处,两垫片分别位于对应衬套与对应行星齿轮之间,衬套内 端面为与垫片另一侧面贴靠形成面接触的配合面。 垫片夹在行星齿轮与衬套之间,垫片一侧面与衬套的配合面贴靠配合形成面接 触,使得垫片不再与安装腔内壁相接触,消除了差速器长时间工作后垫片与安装腔内壁之 间的磨损。并且,由于衬套是独立于外壳的,因此可通过仅将衬套选用硬度更高的金属材料 3 CN 111577862 A 说 明 书 2/5 页 来提升抗磨性能,使垫片不易被磨损来保证行星齿轮与半轴齿轮之间的啮合精度,仅提高 衬套硬度的方式也使得本差速器的生产成本更低。现有技术中由于是直接在外壳内壁加工 配合的面,那么相应地就是直接将整个外壳来采用硬度更高的金属材料,这无疑会大大提 高生产成本。同时,在衬套的端部加工配合面对于加工工艺而言也更加方便、难度更低,保 证了配合面的加工精度,这样配合面与垫片之间也能够形成更好的配合度,这样更不容易 出现偏磨而导致行星齿轮与半轴齿轮之间的啮合精度降低,从而提高了本差速器的工作稳 定性。 在上述的差速器中,所述的配合面为内凹球面或者是平面。 无论是内凹球面或者是平面,对于在衬套上加工来说都比较简单、精度好控制,同 时又能比较好地去配合形成面接触。 在上述的差速器中,所述的衬套包括圆柱套体以及固连于圆柱套体内端的圆形 块,圆柱套体与圆形块同轴线设置且圆形块外径大于圆柱套体外径,圆柱套体穿设在通孔 内,配合面设于圆形块上且圆柱套体中心孔开设至配合面上。 通过将衬套设置为圆柱套体与圆形块,圆柱套体穿设在通孔内实现衬套的定位, 而圆形块的设置则使得能够在衬套上加工配合面来与垫片相配合,以保证差速器的工作稳 定性。 在上述的差速器中,所述的垫片外缘面与圆形块的外缘面相齐平。 在上述的差速器中,所述的圆形块内端凸出于外壳的内壁。 圆形块内端凸出于外壳的内壁以及垫片外缘面与圆形块的外缘面相齐平,进一步 消除了垫片与外壳内壁接触的可能。 在上述的差速器中,所述的衬套采用20铬材料制成。 采用20铬材料制作衬套,使得衬套能具备比较高的硬度,这样当差速器在工作时, 配合面与垫片之间不易出现磨损,能很好地保证配合精度。 在上述的差速器中,所述的外壳包括相固定的壳体一与壳体二,壳体一与壳体二 均呈一侧开口的筒形,通孔包括设于壳体一开口一侧面的半圆形孔一以及设于壳体二开口 一侧面的半圆形孔二。 在定位轴套接上行星齿轮、垫片与衬套后放在壳体一开口的一侧上,衬套的圆柱 套体一半嵌入到半圆形孔一内,然后将壳体一与壳体二固定在一起使圆柱套体的另一半嵌 入到半圆形孔二内,这样半圆形孔一与半圆形孔二就能够拼成与圆柱套体呈穿设关系的通 孔。半圆形孔一与半圆形孔二对于加工工艺来说非常简单,加工精度容易控制。 在上述的差速器中,所述的壳体一开口的一侧面与内壁之间设有半圆形座一,壳 体二开口的一侧面与内壁之间设有半圆形座二,圆形块嵌在半圆形座一与半圆形座二之 间。 当壳体一与壳体二固定成外壳时,圆形块嵌在半圆形座一与半圆形座二内,这样 能够将衬套顶住而使其无法向外移动,从而保证衬套上的配合面能牢固地与垫片的一侧面 贴靠在一起,保证本差速器的工作稳定性。而且,半圆形座一与半圆形座二对于加工工艺来 说也非常简单,加工精度容易控制。此外,半圆形座一与半圆形座二仅用于实现衬套的轴向 定位,并且在差速器工作时,衬套并不转动,因此对半圆形座一与半圆形座二的加工精度要 求很低,只需局部与半圆形块有形成配合即可。 4 CN 111577862 A 说 明 书 3/5 页 在上述的差速器中,所述的定位轴包括轴体以及固连于轴体两端面中心的连接 头,连接头外径小于轴体外径,衬套套在连接头上,配合面的底部设有与轴体端面相抵靠的 环形止动面。 衬套套在连接头上后由环形止动面与轴体端面相抵靠,这样两衬套就将定位轴给 限制住移动,使衬套、垫片、定位轴及行星齿轮能稳定地配合在一起,进一步保证了本差速 器的工作稳定性。 在上述的差速器中,作为另一种技术方案,所述的外壳包括相固定的壳体一与壳 体二,壳体一与壳体二均呈一侧开口的筒形,通孔设于壳体一上。 与现有技术相比,本差速器具有以下优点: 1、垫片与衬套的配合面贴靠形成球面配合,使得垫片不再与外壳内壁相接触,消 除了外壳内壁的磨损; 2、衬套独立于外壳设置,因此可通过仅将衬套选用更硬质的金属材料来提升抗磨 性能,使垫片不易被磨损来保证行星齿轮与半轴齿轮之间的啮合精度,并且生产成本更低; 3、在衬套的端部加工配合面对于加工工艺而言也更加方便、难度更低,保证了配 合面的加工精度,这样配合面与垫片之间也能够形成更好的贴合度,提高了本差速器的工 作稳定性; 4、衬套使得定位轴与通孔内壁也不直接接触,还消除了定位轴与外壳之间的磨 损。 附图说明 图1是本差速器实施例一的示意图。 图2是本差速器实施例一的剖视图。 图3是图2中定位轴一端处的局部放大剖视图。 图4是本差速器中衬套的示意图。 图5是本差速器实施例一中壳体一的示意图。 图6是本差速器实施例一中壳体二的示意图。 图中,1、外壳;1a、安装腔;1b、通孔;2、壳体一;2a、连接孔一;2b、半圆形孔一;2c、 半圆形座一;3、壳体二;3a、连接孔二;3b、半圆形孔二;3c、半圆形座二;4、输入齿轮;5、行星 齿轮;6、半轴齿轮;6a、花键孔;7、定位轴;7a、轴体;7b、连接头;8、垫片;9、衬套;9a、圆柱套 体;9b、圆形块;9b1、配合面;9b2、环形止动面;10、紧固件。











