
技术摘要:
本发明涉及竹片加工设备领域,特别涉及一种批量式竹片两侧铣槽设备,包括送料轨道、集料机构、左侧铣槽装置和右侧铣槽装置,左侧铣槽装置和右侧铣槽装置分别处于送料轨道的一侧外,且送料轨道的两侧分别开设有一个正对二者的铣槽缺口,集料机构设于送料轨道上游端,左 全部
背景技术:
竹片,竹筒经开片后形成的窄长片材,广泛应用于竹凉席、竹片艺术等;竹凉席在 制造过程中,需要数以百计的小竹片串联,为了减轻凉席的重量,增加透风性能,需要在凉 席竹片两侧的铣削出R20的圆弧槽;两边槽深分别为8mm,以保证铣出缝隙;槽宽为2mm;现有 的竹片铣槽设备大多是对单个竹片逐个实施铣槽,存在效率慢,加工进度难以跟上订量要 求。
技术实现要素:
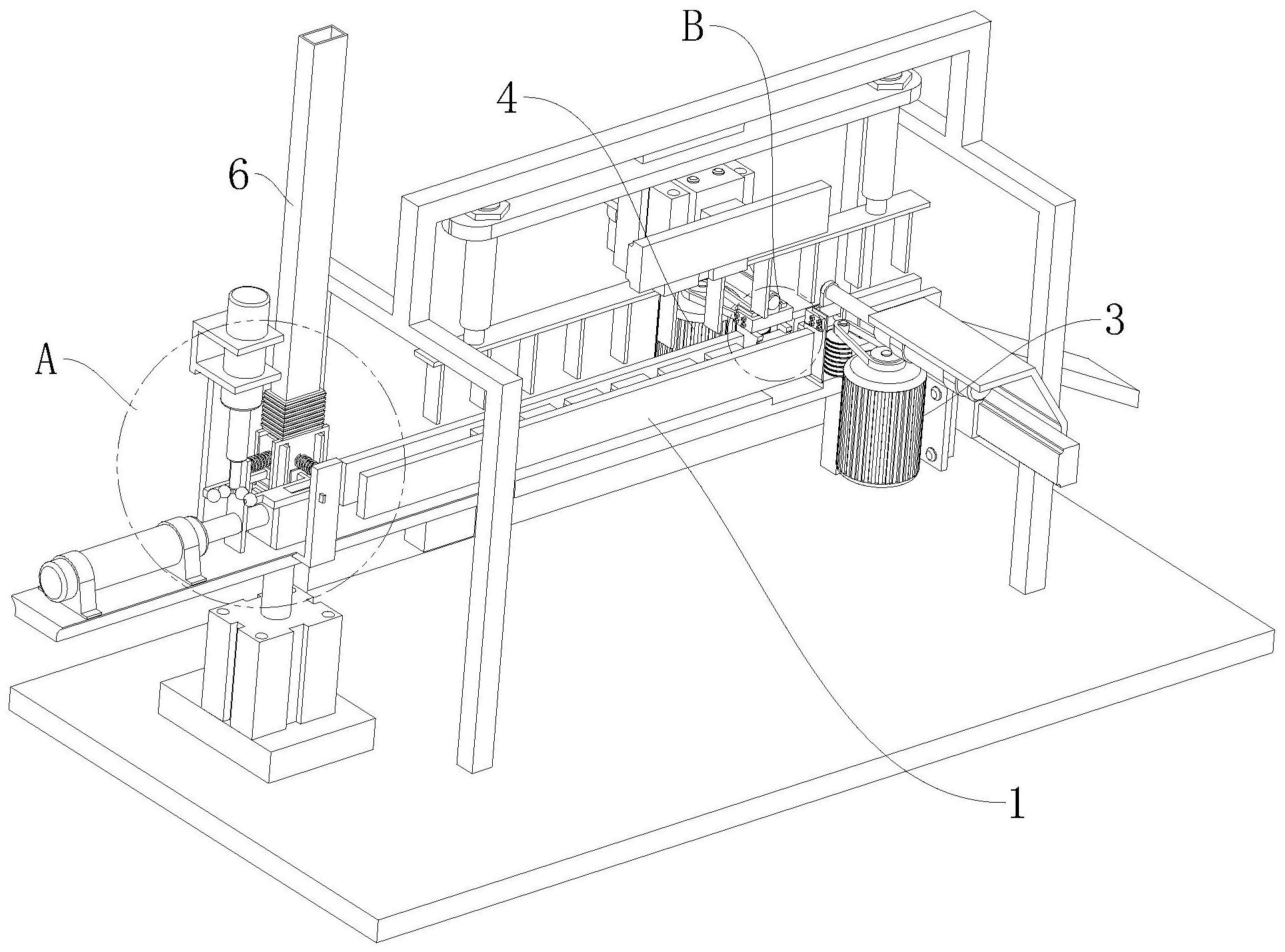
本发明的目的在于针对现有技术的不足,提供一种批量式竹片两侧铣槽设备。 为解决上述问题,本发明提供以下技术方案: 一种批量式竹片两侧铣槽设备,包括送料轨道、集料机构、左侧铣槽装置和右侧铣槽装 置,左侧铣槽装置和右侧铣槽装置沿送料轨道的递送方向间隔设置,并且二者分别处于送 料轨道的一侧外,送料轨道的两侧分别开设有一个正对左侧铣槽装置和右侧铣槽装置的铣 槽缺口,集料机构设于送料轨道的上游端,左侧铣槽装置和右侧铣槽装置均接近于送料轨 道的下游端,并且二者外侧分别设有一个槽深推进器,左侧铣槽装置和右侧铣槽装置分别 与各自位置的槽深推进器的输出端传动连接,并且二者结构相同,左侧铣槽装置包括一个 驱动电机和若干沿竖直方向间隔排列的铣槽锯片,所有铣槽锯片均通过一根主轴串联,并 且该主轴与驱动电机的输出转子传动连接,每个铣槽缺口内分别设有一个防振器。 进一步地,送料轨道直线式轨道,并且其滑槽内的槽宽与竹片的宽度相仿,送料轨 道的槽深至少为竹片厚度的八倍以上。 进一步地,左侧铣槽装置还包括呈竖直设置的U型座,U型座的开口面朝向送料轨 道,主轴呈竖直铰接在U型座的开口内,驱动电机通过电机座设于U型座的背侧,并且其输出 转子通过同步带与主轴传动连接,所有铣槽锯片的排列方向垂直于送料轨道的递料方向, 并且上下相邻的两个铣槽锯片之间的间距与竹片厚度相仿,铣槽锯片为弹簧钢材质铸成, 槽深推进器为电动丝杆滑台,电动丝杆滑台的输出端与电机座的背侧传动连接,电动丝杆 滑台的输出方向与送料轨道的递料方向相垂直,经电动丝杆滑台驱动电机座能够使U型座 径直靠近或远离对应的铣槽缺口。 进一步地,防振器包括一个固定板、一个避让气杆和两个相对称的防振板,两个防 振板分别接近铣槽缺口内的一侧,防振板呈竖直设置,并且其底部与铣槽缺口内的底壁活 动配合,固定板为U型结构,固定板通过其开口面分别与两个防振板的上端固定连接,两个 防振板之间的间距与竹片的长度相仿,避让气杆呈水平设于铣槽缺口的外侧,并且还处于 驱动电机的上方,避让气杆的输出杆与固定板连接,避让气杆的输出方向与电动丝杆滑台 的输出方向相平行,两个防振板相向的内侧分别设有一个呈倒置的L型板,L型板的短边段 4 CN 111546427 A 说 明 书 2/6 页 的延伸方向始终远离避让气杆,防振板的背侧接近避让气杆,L型板的长边段接近于防振板 的背侧。 进一步地,防振板的前侧面以及L型板短边段的前侧底部边沿处分别开设有一个 挤入圆弧,铣槽锯片的直径与两个防振板之间的间距相仿。 进一步地,送料轨道的上游端开设有自上而下将其贯穿的升降缺口,集料机构包 括承托板、升降通道、方形递料管以及纠正管道,承托板设于升降缺口内,承托板顶部面积 大于竹片的面积,承托板的底部设有呈竖直的薄型气缸,薄型气缸的活塞轴与承托板的底 部传动连接,升降通道呈竖直设于承托板的上方,并且其横截面为矩形,升降通道正对送料 轨道的滑槽,并且升降通道对应送料轨道的前侧开设有能够与送料轨道内相连通的导料缺 口,升降通道的背侧设置有推料气杆,推料气杆输出杆上安装有推料板,升降通道的背侧开 设有能够供推料板活动至送料轨道滑槽内的避让缺口,方形递料管设于升降通道的上端, 并且方形递料管的下端通过纠正管道与升降通道相连通。 进一步地,纠正管道包括第一活动副板、第二活动副板以及L型结构的主体板,第 一活动副板的两侧分别开设有一个第一挤压槽,第一活动副板通过一个第一挤压槽与主体 板的短边端活动配合,并且第一活动副板的背侧设置有第一复位弹簧,主体板的长边段的 端部开设有第二挤压槽,第二活动副板的一端与第二挤压槽内活动配合,并且另一端与第 一活动副板的另一个第一挤压槽活动配合,第二活动副板的背侧设置有第二复位弹簧,第 一活动副板和第二活动副板的背侧分别设有一个联动柱,两个联动柱的外端分别安装有一 个扩充球头,两个扩充球头的上方设置有一个呈倒置的扩充气杆,扩充气杆的输出杆安装 有挤压块,挤压块的两侧分别设有一个挤压球头,两个挤压球头分别对应一个扩充球头,方 形递料管的下端通过方形波纹管与主体板、第一活动副板和第二活动副板连接,当承托板 处于接料状态下,其接近于纠正管道的下端。 进一步地,送料轨道的正上方安装有上料器,上料器包括延伸气缸、气缸滑台以及 横板,横板呈水平,并且其延伸方向与送料轨道的延伸方向相平行,延伸气缸呈倒置设于横 板上方,并且其活塞轴与横板中段固定连接,气缸滑台设于延伸气缸背侧,并且延伸气缸的 缸体与气缸滑台的输出端固定连接,横板的底部设有若干个沿之延伸方向等间隔分布的拨 料板。 有益效果:本发明的一种批量式竹片两侧铣槽设备,振动盘将竹片单个送料至方 形递料管,并落入到纠正管道内,并且先前的承托板依靠薄型气缸接近于纠正管道的下端 处,于此同时纠正管道内的第一活动副板、第二活动副板依靠扩充气杆的作用力,发生远离 主体板的运动,即纠正管道的上端敞口面积扩大,扩大值在1cm~1.5cn区间,即略大于了竹 片的面积,目的使得方形递料管内掉落的竹片可以处于平躺姿态掉落在纠正管道内的承托 板上,掉落至一定数量后,利用上述动作,第一活动副板和第二活动副板发生复位,促使纠 正管道上端敞口面积缩小,继而对处于其内部叠加竹片实施挤压,实现修整,使多个竹片叠 加的整齐,边缘也平整;在完成该操作后,承托板才会依靠薄型气缸下降;即承托板平面与 送料轨道的平面相齐平,此时推料气杆则工作,利用推料板将处于承托板上的多个叠加的 竹片推入至送料轨道内;然后上料器工作,将叠加码放的多个竹片朝左侧铣槽装置和右侧 铣槽装置方向步进式推进;当单组码放的竹片到达左侧铣槽装置区域后,此时对应左侧铣 槽装置位置的避让气杆会驱动固定板携带两个防振板径直向对应的铣槽缺口内深入,深入 5 CN 111546427 A 说 明 书 3/6 页 过程中,L型板的直角内侧处在接触到竹片后,自然形成一个夹持区域,该夹持区域对多个 叠加的竹片侧部实施推进力,并且对应该铣槽缺口的另一侧的送料轨道的侧部构成抵触限 位,继而使这些竹片侧面平整《长度面》,同时防振板的设置,使得多个叠加的竹片另一侧面 也发生对应的平整,即竹片的宽度面;并且L型板的长边段的长度大于总叠加的竹片厚度, 这样,L型板的短边端即是对应叠加后的竹片最上层的一个竹片顶部,也就是对这些竹片实 施下压,促使它们上下密实,同时左侧铣槽装置内的所有铣槽锯片分别对应一个竹片厚度 的中段区域,驱动电机通过驱动主轴,促使所有竖直排列的铣槽锯片转动,在配合了对应的 槽深推进器的作用力,而使得铣槽锯片在高速转动下,逐步接近竹片,并对竹片侧部实施铣 槽《弧形槽》;本发明能够大幅提高竹片的铣槽效率。 附图说明 图1为本发明的立体结构示意图; 图2为图1中A处放大图; 图3为图1中B处放大图; 图4为本发明的俯视图; 图5为本发明的局部立体结构示意图一; 图6为图5中C处放大图; 图7为本发明的主视图; 图8为本发明的局部立体结构示意图二; 图9为本发明的局部立体结构示意图三; 图10为本发明的局部立体结构示意图四; 附图标记说明:送料轨道1,铣槽缺口1a。 承托板2,薄型气缸2a,升降通道2b,推料气杆2c,推料板2d。 左侧铣槽装置3,右侧铣槽装置4,槽深推进器5。 驱动电机311,铣槽锯片312,主轴313,U型座314。 固定板5,避让气杆5a,防振板5b,L型板5c,挤入圆弧5r。 方形递料管6,第一活动副板6a,第一挤压槽6b,第一复位弹簧6c,第二活动副板 6d,第二复位弹簧6e,第二挤压槽6k,联动柱6q,扩充球头6w,主体板6m,扩充气杆6t,挤压球 头6t1,方形波纹管6t2。 延伸气缸7,气缸滑台7a,横板7b,拨料板7c。 竹片8。











