
技术摘要:
一种脉冲器自动冲压设备,涉及脉冲器生产技术领域,该冲压设备包括料盘、上料机构、整形机构、第一供料机构、第二供料机构以及冲压机构;料盘用于放置脉冲器主体;上料机构连接料盘和整形机构,用于将料盘内的脉冲器主体运送至整形机构;整形机构用于调整脉冲器主体的 全部
背景技术:
本申请中的脉冲器指一种机械部件,包括脉冲器主体和铁片,脉冲器主体包括矩 形体和圆柱体,圆柱体安装在矩形体的顶部;铁片设有环形部和矩形部,铁片的环形部通过 压合机构固定在圆柱体的顶部。 在现有的脉冲器生产工艺中,脉冲器主体和铁片的压合工艺,均是通过手工操作, 操作工人用手将圆柱体的顶部与铁片的环形部对齐,然后利用锤子或者木棒敲击,完成压 合。不仅生产效率低、人工成本高,而且产品质量难以保证:一方面,敲击的力度不一控制, 过大会导致脉冲器主体或铁片变形,过小则会导致二者连接不稳固;另一方面,由于脉冲器 主体的四个面是不同的,但相差不大,操作工人容易搞混,导致脉冲器主体和铁片连接形态 不对。
技术实现要素:
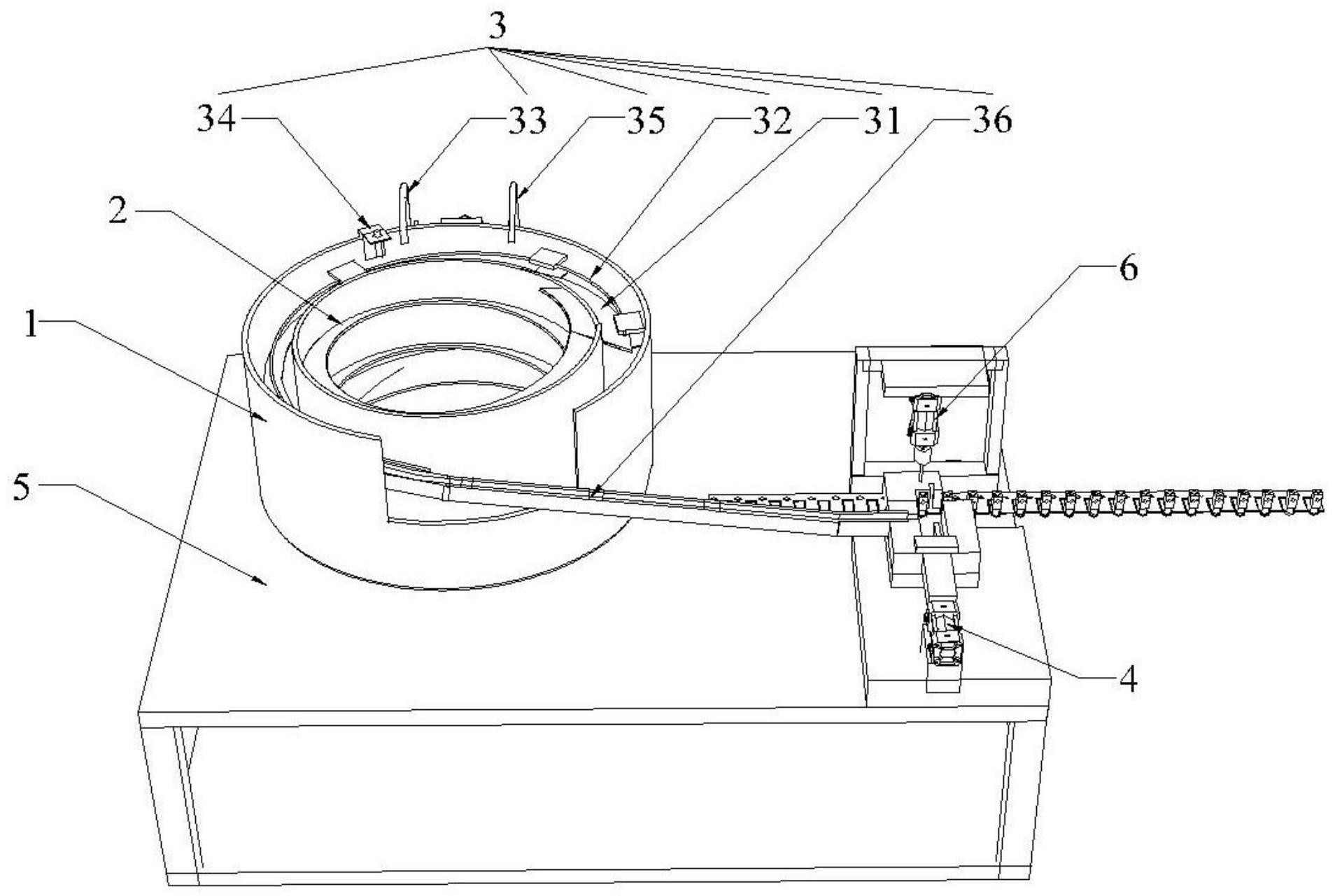
本申请解决的技术问题是现有技术中手工冲压生产脉冲器,生产效率低、人工成 本高,而且产品质量难以保证。 为解决上述技术问题,本申请实施例提供一种脉冲器自动冲压设备,包括料盘、上 料机构、整形机构、第一供料机构、第二供料机构以及冲压机构;所述料盘用于放置脉冲器 主体;所述上料机构连接料盘和整形机构,用于将料盘内的脉冲器主体运送至整形机构;所 述整形机构用于调整脉冲器主体的姿态;所述第一供料机构与整形机构连接,用于将整形 机构内的脉冲器主体转移至冲压工位;所述第二供料机构用于将铁片转移至冲压工位;所 述冲压机构位于冲压工位上,用于压合脉冲器主体和铁片。 在上述技术方案中,进一步的,所述上料机构为螺旋上升板,所述螺旋上升板的底 部位于料盘底部,螺旋上升板的顶部与整形机构连接;所述料盘的底部设有转盘。 在上述技术方案中,进一步的,所述整形机构包括环形导流板和环形限位件,所述 环形限位件安装在环形导流板顶面,所述环形限位件与所述环形导流板之间设有空隙;所 述环形导流板内侧的高度高于外侧的高度,使脉冲器主体滑向所述空隙;所述空隙大于脉 冲器主体的宽度,小于脉冲器主体的长度。 在上述技术方案中,进一步的,所述整形机构还包括第一吹气机构,所述第一吹气 机构安装在环形限位件的一侧,所述第一吹气机构的吹气方向和力度符合以下要求:当第 二螺纹孔向上的脉冲器主体经过第一吹气机构时,第一吹气机构吹出的风作用于第二螺纹 孔,使第二螺纹孔向上的脉冲器主体被吹出空隙。 在上述技术方案中,进一步的,所述整形机构还包括传感器和第二吹气机构,所述 传感器与环形导流板连接,用于判断是否存在物料堆积;所述第二吹气机构安装在环形导 流板的一侧,所述第二吹气机构与传感器关联,当第二传感器判断存在物料堆积时,第二吹 3 CN 111590289 A 说 明 书 2/6 页 气机构吹气,将对应位置的所有脉冲器主体吹出空隙。 在上述技术方案中,进一步的,所述环形导流板包括上料平台段、水平支撑段、过 渡段以及竖直支撑段,所述上料平台段与上料机构的末端连接,所述水平支撑端固定在上 料平台段的外侧;所述水平支撑段上的脉冲器主体为接近水平姿态,所述竖直支撑段上的 脉冲器主体为竖直姿态,所述过渡段连接所述水平支撑段和竖直支撑段。 在上述技术方案中,进一步的,所述整形机构还包括送料通道,所述竖直支撑段通 过送料通道与第一供料机构连通,所述送料通道的始端高度高于末端高度。 在上述技术方案中,进一步的,第一供料机构包括进料平台、第一气缸和推杆;所 述进料平台上设有第一进料口,所述第一进料口与所述整形机构的末端连接;所述第一气 缸的输出端与推杆连接,以驱动推杆的末端在第一进料口和冲压工位之间往复动作。 在上述技术方案中,进一步的,所述第二供料机构包括第二气缸以及倒勾,所述第 二气缸的输出端与所述倒勾驱动连接;所述铁片固定在条状基板上,所述基板上设有定位 孔;所述倒勾作用于定位孔,以向冲压工位方向上拉动条状基板。 在上述技术方案中,进一步的,所述压合机构包括第三气缸,所述第三气缸的输出 端设有与所述第一螺纹孔适配的顶针。 与现有技术相比,本申请实施例的技术方案具有以下有益效果: 本发明提供的脉冲器自动冲压设备,实现了脉冲器的自动冲压生产,提高了生产 效率低,降低了人工成本高,而且产品质量更加稳定。 附图说明 图1是本申请实施例的一种脉冲器的结构示意图; 图2是本申请实施例的一种脉冲器主体的左视图; 图3是本申请实施例的一种脉冲器主体的主视图; 图4是本申请实施例的一种脉冲器主体的后视图; 图5是本申请实施例的一种脉冲器主体的仰视图; 图6是本申请实施例的一种铁片的仰视图; 图7是本申请实施例的一种脉冲器自动冲压设备的结构示意图; 图8是本申请实施例的一种机架和料盘的结构示意图; 图9是本申请实施例的一种上料机构的结构示意图; 图10是本申请实施例的一种整形机构的结构示意图; 图11是图10在A处的局部放大图; 图12是本申请实施例的一种第一供料机构的结构示意图; 图13是本申请实施例的一种条状基板的结构示意图。 附图标记: 100-脉冲器主体;200-铁片;110-矩形体;120-圆柱体;130-连接柱;140-第一螺纹 孔;150-第二螺纹孔;210-环形部;220-矩形部。 1-料盘;2-上料机构;3-整形机构;4-第一供料机构;5-机架;6-冲压机构;7-电机 驱动组件;8-条状基板;31-环形导流板;32-环形限位件;33-第一吹气机构;34-传感器;35- 第二吹气机构;36-送料通道;321-第一段铁丝;322-第二段铁丝;41-进料平台;42-第一气 4 CN 111590289 A 说 明 书 3/6 页 缸;43-推杆;81-定位孔。











