
技术摘要:
本发明公开了一种旋挖钻钻杆外键焊前预热和焊后热处理系统及方法,处理系统包括加热系统、焊接系统、支撑系统、滑动系统和控制系统;加热系统焊接前用以对钻杆与外键进行局部加热,焊接后针对焊缝区域进行热处理;焊接系统用以对钻杆与外键进行焊接;支撑系统用以对钻 全部
背景技术:
随着公路、铁路、交通枢纽、高层建筑等基础设施的高速发展,对桩基础施工要求 越来越高。,旋挖钻机凭借其优越的桩基施工性能已在国内外得到了广泛的应用。施工过程 中遇到的地层情况也越来越复杂,对旋挖钻机的施工能力,特别是工作装置的可靠性都提 出了更高的要求,特别是旋挖钻机钻杆。 旋挖钻杆管体常采用高强度的无缝合金钢管,如35CrMo,27SiMn等,外键材料通常 采用20CrMnTi和30CrMnTi等。这两类材料均需要在焊接前进行预热来保证焊接质量,并在 焊后进行热处理来消除残余应力。但由于旋挖钻杆长度很长,单节钻杆通常可以达到十几 米以上,这对于现有的技术条件是个很大的难题。
技术实现要素:
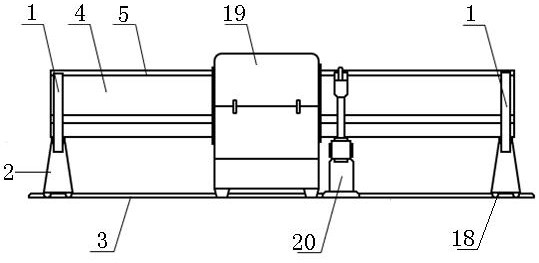
本发明的目的是针对现有技术的不足,提供一种用于旋挖钻杆焊前预热与焊后热 处理的系统。 本发明按以下技术方案实现: 一种旋挖钻钻杆外键焊前预热和焊后热处理系统,包括: 加热系统,焊接前用以对钻杆与外键进行局部加热,焊接后针对焊缝区域进行热处理; 焊接系统,用以对钻杆与外键进行焊接; 支撑系统,用以对钻杆进行支撑,同时起到了反焊接变形的作用; 滑动系统,其与所述支撑系统相连,用以对钻杆进行移动,实现了加热系统对钻杆与外 键逐步加热以及焊接系统对钻杆与外键逐步进行焊接; 控制系统,用以控制滑动系统的滑动速度、加热系统的升温速率以及焊接系统的焊接 电压和电流。 进一步,所述支撑系统包括反变形工装夹具和底座;其中,所述反变形工装夹具由 至少两个工装夹具构成,且每一个工装夹具是由多个弧形夹具部件收尾相接形成闭环结 构,以此实现将钻杆夹紧在工装夹具中;所述工装夹具安装在底座上,对钻杆起到支撑和高 低调节作用。 进一步,所述工装夹具由三个可拆卸更换且能够调节直径大小的弧形夹具部件组 成,既能够根据钻杆上的外键数不同选择带有不同数量外键定位槽的夹具部件,又能根据 钻杆粗细调节工装夹具的圆环直径大小。 进一步,三个弧形夹具部件分别为夹具部件Ⅰ、夹具部件Ⅱ和夹具部件Ⅲ;其中,所 述夹具部件Ⅰ的底部固定在所述底座上,夹具部件Ⅰ的两端分别通过可拆卸组件Ⅱ与夹具部 件Ⅱ和夹具部件Ⅲ相连;所述夹具部件Ⅱ和夹具部件Ⅲ呈对称关系,且两者之间通过可拆 4 CN 111571051 A 说 明 书 2/5 页 卸组件Ⅰ相连。 进一步,所述夹具部件Ⅱ和夹具部件Ⅲ之间的连接端均设有一块与夹具部件本体 垂直的凸块,且两个凸块上均设有至少一组同心的固定孔;所述可拆卸组件Ⅰ采用螺栓和螺 母,螺栓穿入固定孔后通过螺母紧固实现夹具部件Ⅱ和夹具部件Ⅲ的固定连接;所述夹具 部件Ⅰ的两端分别设有多个调节孔;与所述夹具部件Ⅰ相连的夹具部件Ⅱ的连接端设有一个 调节孔;与所述夹具部件Ⅰ相连的夹具部件Ⅲ的连接端设有一个调节孔;所述可拆卸组件Ⅱ 采用螺栓和螺母,螺栓穿入调节孔后通过螺母紧固实现夹具部件Ⅰ两端与夹具部件Ⅱ和夹 具部件Ⅲ的固定连接,且通过螺栓穿入夹具部件Ⅰ上不同调节孔实现工装夹具直径大小的 调节。 进一步,所述底座包括夹具放置台、升降结构和底板;所述升降结构连接在夹具放 置台与底板之间,通过升降结构实现对反变形工装夹具的高度调节;所述夹具放置台中间 带有弧形凹槽,且夹具放置台上设有固定槽Ⅱ,所述工装夹具上设有固定槽Ⅰ,所述工装夹 具放置在弧形凹槽中,通过螺栓插入固定槽内将工装夹具与底座固定。 进一步,所述滑动系统包括导轨、滚轮组件和电机驱动系统;所述导轨铺设在地面 上,所述滚轮组件安装在支撑系统中的底板上,所述电机驱动系统安装在支撑系统中的底 板中,且该电机驱动系统与滚轮组件相传动,并通过控制系统控制电机驱动系统转动速度, 从而实现钻杆在导轨上移动速度。 进一步,所述加热系统包括开合式的感应加热炉,该感应加热炉设置在焊前预热 和焊后热处理系统的中部位置,当钻杆部分处于炉内时,将产生电磁感应,从而达到局部加 热的目的。 进一步,所述焊接系统包括两个焊枪,该两个焊枪对称布置在钻杆两侧,其中,焊 枪的基座固定在地面上,焊枪的连接杆一端与基座可转动连接,另一端与焊枪的焊头可转 动连接。 一种基于上述的旋挖钻钻杆外键焊前预热和焊后热处理系统的方法,该方法为: 步骤1、钻杆的管体外周搭建外键并使用支撑系统中的工装夹具固定; 步骤2、将安装有钻杆的支撑系统安装至滑动系统中的导轨起始位置; 步骤3.1、通过控制系统控制滑动系统带动钻杆按照A方向移动,并通过加热系统对钻 杆进行焊前预热; 步骤3.2、通过焊接系统对外键Ⅰ进行焊接; 步骤3.3、通过控制系统控制滑动系统带动钻杆按照与A方向相反的B方向返回,并通过 加热系统进行焊后热处理; 步骤4、将钻杆转动后,参照步骤3.1、步骤3.2、步骤3.3对外键Ⅱ进行焊接; 步骤5、将钻杆转动后,参照步骤3.1、步骤3.2、步骤3.3对外键Ⅲ进行焊接; 步骤6、焊接结束,检查焊接质量。 本发明有益效果: 本发明是一套旋挖钻钻杆外键焊前预热和焊后热处理系统,通过焊前预热减小焊缝过 热区的面积,形成组织相对均匀的焊缝区;焊后热处理消除残余应力。本发明能够极大提高 钻杆与外键的焊缝质量,降低钻杆在施工过程中因受力导致焊缝开裂的几率,从而提高钻 杆的质量和寿命。 5 CN 111571051 A 说 明 书 3/5 页 附图说明 此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发 明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。下面结合附 图及实施例对本发明进行详细说明。 图1是本发明的焊前预热和焊后热处理系统的正面示意图; 图2是本发明的焊前预热和焊后热处理系统的侧面示意图; 图3是发明的支撑系统的整体示意图; 图4是本发明的工装夹具(三个外键)的正面示意图; 图5是本发明的工装夹具(六个外键)的拆解示意图; 图6是本发明的底座的结构示意图; 图7是待焊接的旋挖钻杆管体与外键的截面示意图; 图8是本发明的焊前预热与焊接,焊后热处理的操作方向示意图; 图9是依据本发明的一种用于旋挖钻杆外键焊前预热与焊后热处理的方法流程图。 图中标注说明:1.工装夹具;2.底座;3.导轨;4.钻杆;5.外键;6.夹具部件Ⅰ;7. 夹 具部件Ⅱ;8. 夹具部件Ⅲ;9.固定槽Ⅰ;10.调节孔;11.外键定位槽;12.可拆卸组件Ⅰ;13.可 拆卸组件Ⅱ;14.固定槽Ⅱ;15.夹具放置台;16.液压顶升设备;17.底板;18.滚轮组件;19. 感应加热炉;20.焊枪。











