
技术摘要:
本申请实施例提供一种带导轨和吸盘自动扫查装置、相控阵超声检测方法及系统,包括:设置有滑轨、导轨和橡胶吸盘的框架主体和固定在所述滑轨的轨道上的探头升降组件;所述探头升降组件的底部设置有探头楔块,所述探头楔块开设有用于对相控阵检测仪的探头进行限位的第一 全部
背景技术:
GIS(gas insulated substation)是气体绝缘全封闭组合电器的英文简称。GIS由 断路器、隔离开关、接地开关、互感器(CT、PT)、避雷器、母线、连接件和出线终端等组成,这 些设备或部件全部封闭在金属接地的外壳中,在其内部充有一定压力的SF6绝缘气体,故也 称SF6全封闭组合电器。 各厂家现阶段罐体材料以铝合金5A02-H112或5083牌号为主,部分罐体材料使用 不锈钢或低碳钢。500kV以下电压等级罐体厚度一般为8mm,特高压罐体厚度从16mm至25mm 不等。在国家电网公司金属专项技术监督方案中明确提出:新建变电工程每个厂家每种型 号的GIS壳体按照纵缝10%(长度)进行抽检。检验标准依据NB/T 47013.3-2015《承压设备 无损检测第3部分:超声检测》中相关要求。当焊接部位壁厚小于8mm时,建议参照NB/T 47013.3-2015《承压设备无损检测第3部分:超声检测》中附录H中壁厚为8mm时的相关规定。 焊接接头分类标准执行JB/T 4734-2002《铝制焊接容器》第10.1.6条要求,GIS壳体圆筒部 分的纵向焊接接头属A类焊接接头,超声检测不低于Ⅱ级合格,由此可见,市场对GIS壳体的 焊接缝有着严格的要求。 GIS壳体的对接焊缝焊接一般采用手工的钨极氩弧焊,自动化焊接采用MIG焊,GIS 焊缝容易出现气孔、未焊透、未熔合、裂纹等缺陷,在运行期间由于工作应力可能会开裂,影 响系统的稳定运行,因此应及时定期的对GIS壳体进行无损检测,及时排除隐患。 在现有技术中,对GIS壳体对接焊缝检测一般采用常规A超检测技术,由于铝焊缝 衰减较小,因此宜选用较高频率检测,一般选用5.0MHz。考虑GIS壳体厚度8mm~25mm,属于 薄板,为了有效检出坡口未熔合,应尽量使波束轴线与坡口面垂直,所以探头一般选用70° 短前沿探头。晶片尺寸一般选用8×8mm规格的晶片。但常规超声检测存在以下几点不足: 1.GIS壳体的焊缝缺陷方向不定,但是常规超声探头折射角固定,因此并不能保证 一直是缺陷的最佳检测角度,可能导致缺陷信号比实际小或者检测不到缺陷; 2.由于GIS壳体很薄,大多数只有8mm厚,因此A扫信号识别难度很大,缺陷信号容 易淹没在初试脉冲信号里,导致漏检; 3.由于常规A超检测时需要前后移动探头,而GIS壳体又带有曲率,前后移动过程 中探头和壳体之间耦合不好,也会导致缺陷漏检。 由此,本发明人凭借多年从事相关行业的经验与实践,提出一种带导轨和吸盘自 动扫查装置、相控阵超声检测方法及系统,以克服现有技术的缺陷。
技术实现要素:
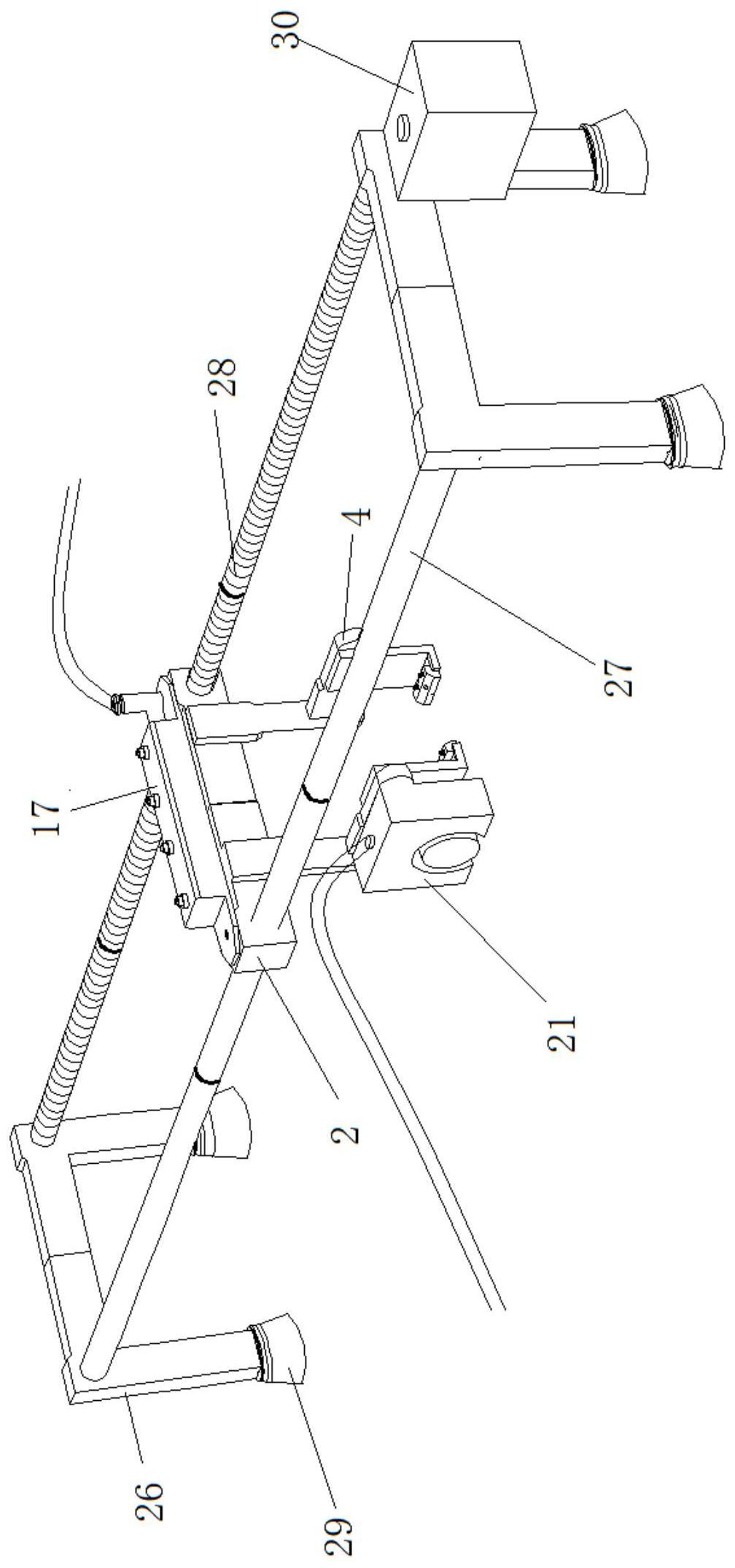
针对现有技术中的问题,本申请提供一种带导轨和吸盘自动扫查装置、相控阵超 4 CN 111551632 A 说 明 书 2/8 页 声检测方法及系统,能够实现对相控阵检测仪器的有效固定,避免探头晃动,保证检测中探 头与检测面之间的紧密贴合,简化人工操作流程,提高检测效率。 为解决上述技术问题,本申请提供以下技术方案: 第一方面,本申请提供一种扫查装置,包括: 设置有滑轨的框架主体和固定在所述滑轨的轨道上的探头升降组件; 所述框架主体包括设置在待扫查物体上的两个T字型铝合金型材和连接所述的两 个T字型铝合金型材的可伸缩铝管和可伸缩螺杆,所述可伸缩螺杆的一端还连接设置有用 于带动所述可伸缩螺杆转动的电机,所述框架主体通过设置在所述T字型铝合金型材下端 的橡胶吸盘固定在所述待扫查物体上; 所述滑轨设置在所述可伸缩铝管和所述可伸缩螺杆之间; 所述探头升降组件的底部设置有探头楔块,所述探头楔块开设有用于对相控阵检 测仪的探头进行限位的第一通孔,所述探头升降组件的顶部设置有上固定板,所述上固定 板上设置有至少一个弹簧; 所述弹簧的一端与所述上固定板连接,所述弹簧的另一端与所述下固定板相连, 正常情况下弹簧属于松弛状态,当通过滑块固定板被装在移动支架的工字梁上时,由于工 字梁与检测面的高度限制,导致弹簧被压缩,对下固定板和夹持腿施加一垂直向下的压力, 使得探头楔块与待扫查物体的检测面紧密贴合。 进一步地,所述探头升降组件还包括第一滑块固定板,所述第一滑块固定板上设 置有一端伸入所述滑轨内的第一螺钉。 进一步地,所述探头楔块具有带曲率的底面。 进一步地,所述探头升降组件还包括设置在底部的用于连接弹簧的下固定板以及 连接所述下固定板和所述上固定板的导轨。 进一步地,所述探头升降组件还包括连接所述下固定板和所述探头楔块的夹持架 支腿,所述夹持架支腿的一端与所述下固定板通过垂直设置的第二螺钉连接。 进一步地,所述下固定板上开设有用于对所述第二螺钉进行限位的第二通孔。 进一步地,所述夹持架支腿的另一端与所述探头楔块通过水平设置的第三螺钉连 接。 进一步地,还包括固定在所述框架主体上的水路分接组件,所述水路分接组件包 括用于输入耦合剂的万向接头和用于输出耦合剂的至少一个第一水管接头,所述探头楔块 的上端面对应所述第一水管接头设置有第二水管接头,所述探头楔块还开设有连通所述第 二水管接头和所述探头楔块的下端面的第三通孔。 进一步地,还包括固定在所述滑轨的轨道上的编码器组件,所述编码器组件包括 与所述待扫查物体的检测面紧密接触的编码器滚轮以及用于与所述相控阵检测仪电连接 的编码器接口。 进一步地,所述编码器组件还包括第二滑块固定板,所述第二滑块固定板上设置 有一端伸入所述滑轨内的第四螺钉。 第二方面,本申请提供一种相控阵超声检测系统,包括相控阵检测仪,还包括用于 固定所述相控阵检测仪的如上所述的扫查装置; 所述相控阵检测仪至少有两个接口,其中一个接口通过传输线与编码器接口通过 5 CN 111551632 A 说 明 书 3/8 页 传输线相连,使相控阵检测仪能采集检测过程中的位移信号;另一个接口通过传输线与探 头相连连接,使相控阵检测仪能采集检测过程中焊缝内部的超声信号。 第三方面,本申请提供一种相控阵超声检测方法,包括相控阵检测仪和用于固定 所述相控阵检测仪的上述的扫查装置,所述方法包括: 通过所述扫查装置在待扫查物体上移动所述相控阵检测探头,相控阵探头和编码 器分别采集超声信号和位移信号,并通过接线把信号传输到所述相控阵检测仪,从而采集 得到整个焊缝长度的缺陷扫描数据; 对所述缺陷扫描数据进行特征分析,得到缺陷特征信息,并根据所述缺陷特征信 息,确定所述待扫查物体的缺陷等级。 由上述技术方案可知,本申请提供一种带导轨和吸盘自动扫查装置、相控阵超声 检测方法及系统,通过设置有带吸盘的框架主体,以使扫查装置能够便捷、有效地固定在待 扫查物体的检测面上,同时框架主体上还设置有导轨,可以保证检测过程中探头和待检焊 缝之间始终保持恒定的距离,从而保持检测数据的有效性,此外框架主体上海设置有电机 和螺杆,可实现装置的自动快速检测,而且在框架主体上还设置有滑轨,以使固定在该滑轨 上的探头升降组件能够灵活位移,所述探头升降组件的底部通过设置有探头楔块,并在所 述探头楔块上开设第一通孔,以对伸入所述探头楔块中的相控阵检测仪的探头进行限位, 同时在所述探头升降组件的顶部还设置有上固定板,所述上固定板上设置有至少一个弹 簧,其中,所述弹簧的一端与所述上固定板连接,所述弹簧的另一端与所述下固定板相抵, 并在弹簧压缩状态时向所述相下固定板和夹持腿施加一垂直向下的压力,以使所述相控阵 检测仪的探头与待扫查物体的检测面紧密贴合,以此实现对相控阵检测仪器的有效固定, 避免探头晃动,保证检测中探头与检测面之间的紧密贴合,简化人工操作流程,提高检测效 率。 附图说明 为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本申请 的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据 这些附图获得其他的附图。 图1为本申请所述扫查装置的结构示意图; 图2为本申请所述扫查装置设置在待扫查物体上时的结构示意图; 图3为本申请所述探头升降组件的结构示意图; 图4为本申请所述水路分接组件的结构示意图; 图5为本申请所述编码器组件的结构示意图; 图6为本申请所述相控阵超声检测方法的流程示意图; 图7为本申请一实施例中GIS筒体对接焊缝相控阵检测数据示意图; 图8为本申请所述可伸缩铝管和螺杆的结构示意图。











