
技术摘要:
本发明公开了一种快装滚铆折弯一体成型方法及其铆合设备,其包括如下步骤,通过斜推装置推动斜向梳板移动对散热片进行梳理扶正,使得盖板盖合在散热片上时,各个散热片上的铆凸点均能一一与盖板上的铆孔相对正并配合;接着由铆折丝杆驱动机构驱动滚铆装置和折弯装置同 全部
背景技术:
在一些应用领域中,需要将散热片与盖板铆合装配,传统的工艺为:预先将散热片 铆合在铝板基座上形成散热模组,将散热模组放置在治具上,在滚铆加工前,需要人工对铝 板基座上的散热片进行调位扶正,然后再盖上盖板使散热片上的铆凸点插入盖板的铆孔, 然后铆压铆凸点,实现铆接的目的。 然而散热片在人工调位扶正过程中易出现晃动现象,难以使得散热片上的铆凸点 与盖板上的铆孔相对正,同时在散热片盖上盖板时,由于人手松开后散热片易出现倾斜移 位现象,这时又要重新对散热片进行调位扶正,而且散热片的数量少为几片,多为几十上百 片,需要多个人进行一片片进行调整对正,费时费力,特别是散热片呈采用倾斜角度排列, 狭窄的操作空间更是难以手工调位扶正操作的需求,难以保证滚铆质量,易产生不良产品。 同时为实现对盖板的边缘进行弯折时,还需要另外将整体移至折弯设备进行折弯 成型或提前对盖板进行折弯工序,操作麻烦,费时费力。
技术实现要素:
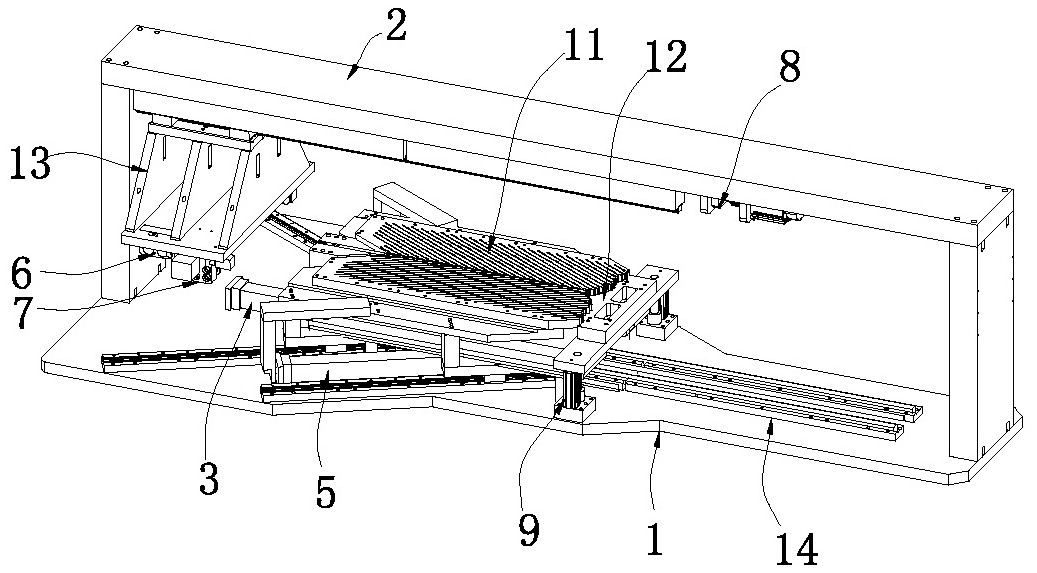
针对上述不足,本发明目的在于,提供一种能快速对散热片进行调位扶正,以及进 行滚铆和折弯工序的快装滚铆折弯一体成型方法。 本发明目的在于,还在于提供一种快装滚铆折弯一体成型设备,具有调位扶正、滚 铆和折弯功能,功能多,且滚铆和折弯效果好。 为实现上述目的,本发明所提供的技术方案是: 一种快装滚铆折弯一体成型方法,其包括如下步骤: (1)将已铆合有散热片的铝板基座放置在下模定位板上;其中所述散热片分为两组,并 以对称线分布在铝板基座的中心线两侧位置,该散热片与铝板基座的中心线呈夹角; (2)推进装置推动下模定位板移动到滚铆折弯工位; (3)定位装置对下模定位板的位置进行固定; (4)基准升降机构驱动基准对位板下行移至铝板基座上; (5)斜推装置推动斜向梳板沿夹角从铝板基座的外侧缘逐渐滑动至铝板基座的中心线 位置,并使斜向梳板的梳齿顶压在基准对位板的基准槽上,斜向梳板在滑动过程中利用其 上的梳槽对散热片进行梳理扶正,使散热片上的铆凸点均定位在预定位置; (6)将盖板盖合在散热片,各个散热片上的铆凸点均能一一与盖板上的铆孔相对正并 配合; (7)铆折丝杆驱动机构驱动滚铆装置移动对散热片上的铆凸点进行铆压,使该铆凸点 的上部受压变形扩展形成紧紧铆压在所述铆孔上的铆头; 5 CN 111715808 A 说 明 书 2/7 页 (8)铆折丝杆驱动机构驱动折弯装置移动对盖板的边缘位置进行折弯工序,使该盖板 的边缘位置形成翻边,与此同时,滚铆装置随折弯装置移动而移动,再次对散热片上的铆凸 点进行铆压加固,获得铆合产品; (9)斜推装置拉动斜向梳板退回初始位置; (10)基准升降机构驱动基准对位板上行退回初始位置,形成让下模定位板退回的通 道; (11)定位装置松开下模定位板; (12)推进装置拉动下模定位板退回初始位置,取出铆合产品; (13)重复步骤(1)-(12),实现新一轮的快装滚铆折弯一体成型工序。 作为本发明的一种优选方案,所述基准对位板包括端部基准板和中心基准板,所 述端部基准板的中部位置凸起形成大凸起部,该大凸起部的两侧位置对称设有小凸起部, 所述大凸起部和小凸起部上均设有与斜向梳板的梳齿相适配的基准槽,所述中心基准板的 一端固定在所述大凸起部上,对应中心基准板的另一端位置于工作台上设有基准座,该基 准座上设有与中心基准板相适配的导向槽,该导向槽的底面设有导向孔,所述中心基准板 的另一端设有能伸入该导向孔的导向杆;该中心基准板的两侧壁上均设有与斜向梳板的梳 齿相适配的基准槽,其中所述中心基准板位于两组散热片之间,而端部基准板位于两组散 热片的端部位置。 作为本发明的一种优选方案,所述滚铆装置和折弯装置一起移动;在所述步骤(7) 中,滚铆装置和折弯装置一起移动,但是折弯装置张开退出折弯工位;在所述步骤(8)中,滚 铆装置和折弯装置一起返回,折弯装置合拢进入折弯工位对盖板的边缘位置进行折弯工 序。 作为本发明的一种优选方案,所述滚铆装置和折弯装置设置在联动架上,该联动 架由铆折丝杆驱动机构驱动作移动动作。 作为本发明的一种优选方案,所述折弯装置张开和合拢动作由折弯气缸驱动实 现。 作为本发明的一种优选方案,所述下模定位板采用推进装置进行驱动,以推动下 模定位板移动到滚铆折弯工位或将该下模定位板拉回至初始位置。 作为本发明的一种优选方案,所述夹角为25~50度。 一种快装滚铆折弯一体成型设备,其包括工作台、推进龙门架、下模定位板、定位 装置、斜推装置、滚铆装置、折弯装置、铆折丝杆驱动机构、推进装置、基准升降机构、斜向梳 板、基准对位板和联动架,所述推进龙门架纵向设置在工作台上,对应推进龙门架的下方位 置于工作台上纵向设有中间下滑轨,所述下模定位板活动设置在中间下滑轨上,所述推进 装置设置在工作台上,并能驱动下模定位板移至工作台的滚铆折弯工位,所述定位装置对 应滚铆折弯工位的位置设置在工作台上,并能对位于滚铆折弯工位的下模定位板进行限 位,所述基准升降机构对应中间下滑轨的中部位置横向设置在所述工作台上,所述基准对 位板设置在基准升降机构上,该基准对位板包括端部基准板和中心基准板,该中心基准板 的正投影线与所述中间下滑轨相重叠,所述端部基准板的正投影线与所述中间下滑轨相垂 直;所述斜向梳板对应通过侧方滑轨对称设置在中间下滑轨的两侧位置,该侧方滑轨与所 述中间下滑轨之间的夹角为25~50度;所述斜推装置设置在工作台上,并能驱动所述斜向 6 CN 111715808 A 说 明 书 3/7 页 梳板向基准对位板方向靠拢,使该斜向梳板上的梳齿插入基准对位板的基准槽,所述推进 龙门架的纵梁底面设有中间上滑轨,所述联动架活动设置在中间上滑轨上,所述滚铆装置 和折弯装置依次排列设置在联动架上,所述铆折丝杆驱动机构设置在推进龙门架上,并能 驱动联动架于中间上滑轨上作往复运动。 作为本发明的一种优选方案,所述推进装置为推进气缸,该推进气缸的缸体通过 固定座固定在所述工作台上,该推进气缸的活塞杆与所述下模定位板相连接;易于实现,运 行速度快。 作为本发明的一种优选方案,所述定位装置包括定位气缸和定位柱,所述定位气 缸垂直设置在工作台上,且该定位气缸的活塞杆朝上,所述定位柱设置在定位气缸的活塞 杆上,并在所述下模定位板上设有与该定位柱相适配的定位孔;通过定位柱插入定位孔,能 对下模定位板进行精确对位,不易移动。 作为本发明的一种优选方案,所述斜推装置包括斜推气缸、驱动架、安装板和支 架,所述安装板与所述斜向梳板相固定,该安装板固定在所述支架的上端,该支架下端活动 设置在侧方滑轨上,所述驱动架的一端与安装板相连接,另一端与所述斜推气缸的活塞杆 相连接;结构简单,易于实现。 作为本发明的一种优选方案,所述基准升降机构包括固定底座、升降板、升降气 缸、导柱和导座,两固定底座对应中间下滑轨的两侧位置对称设置工作台上,所述升降气缸 垂直设置在固定底座上,且该升降气缸的活塞杆朝上设置;所述导座对应升降气缸的侧边 位置设置在固定底座上,该导座上设有与所述导柱相适配的导孔,所述升降板的两端固定 在所述升降气缸的活塞杆上,所述导柱对应导孔的位置设置在升降板上,且该导柱的下端 伸入所述导孔;所述端部基准板固定在所述升降板上; 作为本发明的一种优选方案,所述铆折丝杆驱动机构包括驱动电机、丝杆和与该丝杆 相适配的螺母,所述丝杆通过轴承座设置在推进龙门架的纵梁上,所述驱动电机设置在所 述纵梁上,并能驱动所述丝杆转动,所述螺母设置在联动架上,并与所述丝杆相适配; 作为本发明的一种优选方案,所述联动架包括顶板、梯形隔板和底板,多块梯形隔板间 隔垂直排列在所述底板,所述顶板的底面与多块梯形隔板的顶面相连接,所述顶板的顶面 设有与所述中间上滑轨相适配的滑块; 作为本发明的一种优选方案,所述滚铆装置包括滚轮座和铆压滚轮,所述铆压滚轮通 过滚轮座设置在联动架的底面; 作为本发明的一种优选方案,所述折弯装置包括成型滑座、成型滚轮组、折弯气缸和锁 定气缸,两成型滑座通过横向滑轨对称设置在联动架的底面两侧位置,两折弯气缸设置在 联动架上,并能驱动两成型滑座相对作靠拢或分开动作,两成型滚轮组分别设置在两成型 滑座相对的侧壁上,所述锁定气缸对应成型滑座的侧边设置在联动架上,且该锁定气缸的 伸缩方向与成型滑座的活动方向相垂直,所述锁定气缸的活塞杆在伸出时能顶压在所述成 型滑座的侧壁上。 所述成型滚轮组包括依次排列设置的第一成型滚轮、第二成型滚轮、第三成型滚 轮和第四成型滚轮,所述第一成型滚轮的成型斜面角度为150~160度, 第二成型滚轮的成 型斜面角度为130~140度;第三成型滚轮的成型斜面角度为110~120度;第四成型滚轮的 成型斜面角度为90度。 7 CN 111715808 A 说 明 书 4/7 页 本发明的有益效果为:本发明提供的快装滚铆折弯一体成型方法步骤简单、易于 实现,先通过推进装置推动下模定位板移动到滚铆折弯工位并通过定位装置进行固定,接 着基准升降机构驱动基准对位板下行移至铝板基座的中心线位置,斜推装置推动斜向梳板 移动对散热片进行梳理扶正,而且斜向梳板在梳理扶正的角度是与散热片的斜向排列角度 相一致,确保梳理扶正效果,使得盖板盖合在散热片上时,各个散热片上的铆凸点均能一一 与盖板上的铆孔相对正并配合;接着由铆折丝杆驱动机构驱动滚铆装置和折弯装置同时移 动,在推去时通过滚铆装置对散热片上的铆凸点进行铆压,实现滚铆的目的;在拉回时,通 过折弯装置对盖板的边缘位置进行折弯,实现折弯目的,与此同时,利用滚铆装置再次对散 热片上的铆凸点进行铆压加固,确保铆接稳固,保证产品质量; 本发明提供的快装滚铆折弯一体成型设备结构设计巧妙、合理,通过斜向梳板和基准 对位板相配合,实现快速对散热片进行梳理扶正,省去传统人工对散热片进行调位扶正工 序,省时省力,同时结合滚铆装置和折弯装置的作用,实现在一次装夹便能实现快速实现扶 正、滚铆和折弯功能,有效简化操作流程,操作简单、方便,省时省力,不仅提升工作效率,也 确保铆合、折弯效果的一致性,提高良品率。 下面结合附图与实施例,对本发明进一步说明。 附图说明 图1是本发明快装滚铆折弯一体成型设备的立体结构示意图。 图2是本发明中推进龙门架和铆折丝杆驱动机构的结构示意图。 图3是本发明中折弯装置的结构示意图1。 图4是本发明中折弯装置的结构示意图2。 图5是本发明中基准升降机构和基准对位板的结构示意图。 图6是本发明中工作时的结构示意图1。 图7是本发明中工作时的结构示意图2。 图8是本发明中工作时的结构示意图2。











