
技术摘要:
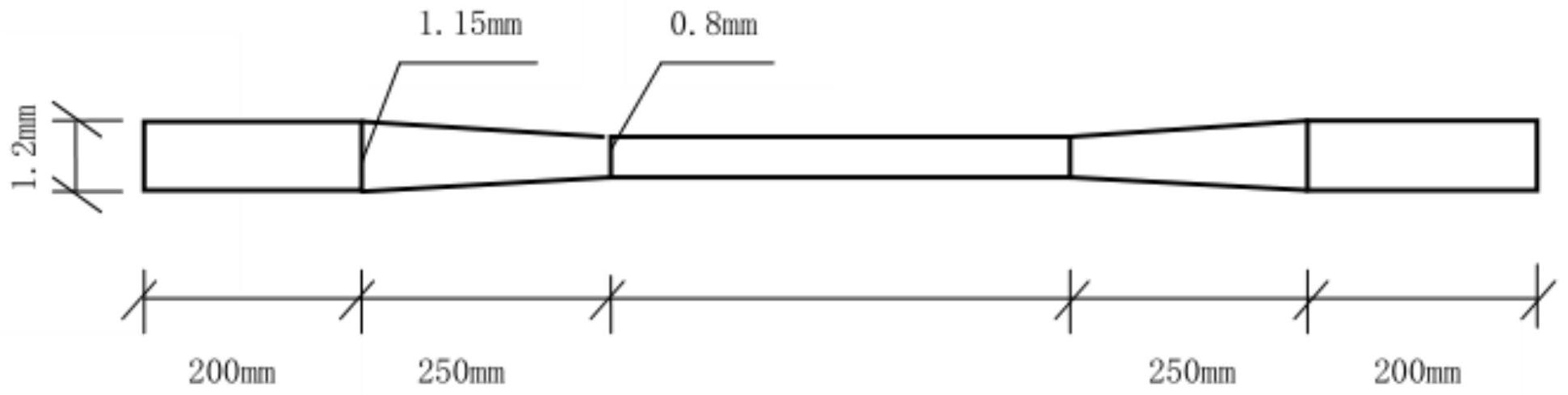
本发明公开了一种快速测量气刀刀唇的塞尺工具,塞尺整体呈两端厚中间薄且厚度平缓降低的中心对称结构,塞尺的两端厚度为1.2mm,距离两侧端点200mm处的厚度降至1.15mm,中间段厚度均匀为0.8mm,厚度为1.15~0.8mm两段的塞尺长度均为250mm,塞尺长度与气刀长度相同,且比 全部
背景技术:
镀锌起线生产前,需要手动用塞尺对气刀间隙进行测量作业,气刀间隙一般控制 在1.15~0.8~1.15mm之间。原先手动从一端到另一端逐个调整内六角螺栓,并用塞尺调整 测量,调整时间长、效率低,因为刀唇的形状受该处位置的螺栓影响,同时还受相邻螺栓的 影响,故经常要返工调整,导致测量刀唇间隙效率不高。 目前有一些自动调整刀唇间隙的装置,如中国实用新型专利CN201620951015.0公 开的一种气刀刀唇间隙自动调整装置,其通过距离传感器将信号传递给PLC可编程控制器, 以控制唇片自动控制第一电机和第二电机的运行,从而控制丝杠的转动,通过丝杠的转动 带动滑套的运动,滑套带动唇片运动,从而调节唇片之间的间隙,该技术方案虽然节省人 力,确保生产效率,但此装置结构复杂,成本较高,而且锌锅里的锌液要长期保持460℃以 上,处于熔化状态,气刀及此装置放置在锌锅上方平台上,长期处于高温中,受高温和粉尘 的影响,装置的测量精度势必会下降,影响刀唇间隙的测量结果,且维修或更换此装置必定 耗时耗力、进一步增加成本。因此,随着对机组产能要求的不断提高和表面质量的提升,迫 切需要发明一种基于传统的手动测量,更方便、效率更高的快速测量气刀刀唇间隙的塞尺 工具。
技术实现要素:
本发明的目的在于提供一种测量效率高、耗时短,无需再用塞尺逐个位置去测量 间隙,可以快速完成测量气刀刀唇,且可作为调整唇隙的靠模的快速测量气刀刀唇的塞尺 工具。 为实现上述目的,本发明提供如下技术方案:一种快速测量气刀刀唇的塞尺工具, 塞尺整体呈两端厚中间薄且厚度平缓降低的中心对称结构,塞尺的两端厚度为1.2mm,距离 两侧端点200mm处的厚度降至1.15mm,中间段厚度均匀为0.8mm,厚度为1.15~0.8mm两段的 塞尺长度均为250mm。 进一步的,所述塞尺长度与气刀长度相同,且比待镀锌的带钢两侧各宽100mm,所 述塞尺厚度均匀为0.8mm的中间段长度随带钢的宽度而改变。 进一步的,所述塞尺的宽度为5~8cm。 与现有技术相比,本发明的有益效果是: 本发明提供的一种快速测量气刀刀唇的塞尺工具,其尺寸和结构设计可以满足常规镀 锌产品的镀锌量和锌层厚度,刀唇间隙调整为中间小两端逐渐增大,可以防止带钢边部锌 层过厚,确保产品质量;并能快速完成气刀刀唇的测量,且可作为调整唇隙的靠模,无需再 用塞尺逐个位置去测量间隙,无需返工调整,有效提高测量效率;塞尺的宽度为5~8cm,满足 3 CN 111595225 A 说 明 书 2/2 页 测量需求的同时方便拿取,操作便利。 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的具 体实施方式一起用于解释本发明,并不构成对本发明的限制。 图1是本发明一种快速测量气刀刀唇的塞尺工具的结构示意图。











