
技术摘要:
本发明涉及一种铝箔轧制制造表面处理工艺,其使用到了专用的表面处理设备,该表面处理设备包括底板、安装架、送料装置与油污处理装置,使用上述表面处理设备对铝箔表面进行油污清理的工艺包括以下步骤:上卷、张紧力调整、油污清理、下卷与装置清洁,油污处理装置包括 全部
背景技术:
铝箔是一种用金属铝直接压延成薄片的烫印材料,其烫印效果与纯银箔烫印的效 果相似,故又称假银箔。由于铝的质地柔软、延展性好,具有银白色的光泽,如果将压延后的 薄片,用硅酸钠等物质裱在胶版纸上制成铝箔片,还可进行印刷。 铝箔在生产过程中,其表面易粘附油污等污渍,因此在出厂前往往需要对其进行 表面清洁。而目前在对铝箔表面进行清洁的过程中,存在一些难点: (1)铝箔质量较轻、厚度较薄,在使用收放卷设备对铝箔进行输送时,一旦张紧力 度过大,则会导致铝箔出现裂痕、破损等,致使清洁工作中断,降低了清洁效率,增加了工作 人员的工作负担; (2)使用自动化设备进行清洁时,清洁刷等工具往往只进行往复转动或一个方向 的直线运动,因此无法保证铝箔表面每一处都能够与清洁刷充分接触,未与清洁刷充分接 触的位置易残留污渍,降低了清洁效果。 为了解决上述问题,本发明提供了一种铝箔轧制制造表面处理工艺。
技术实现要素:
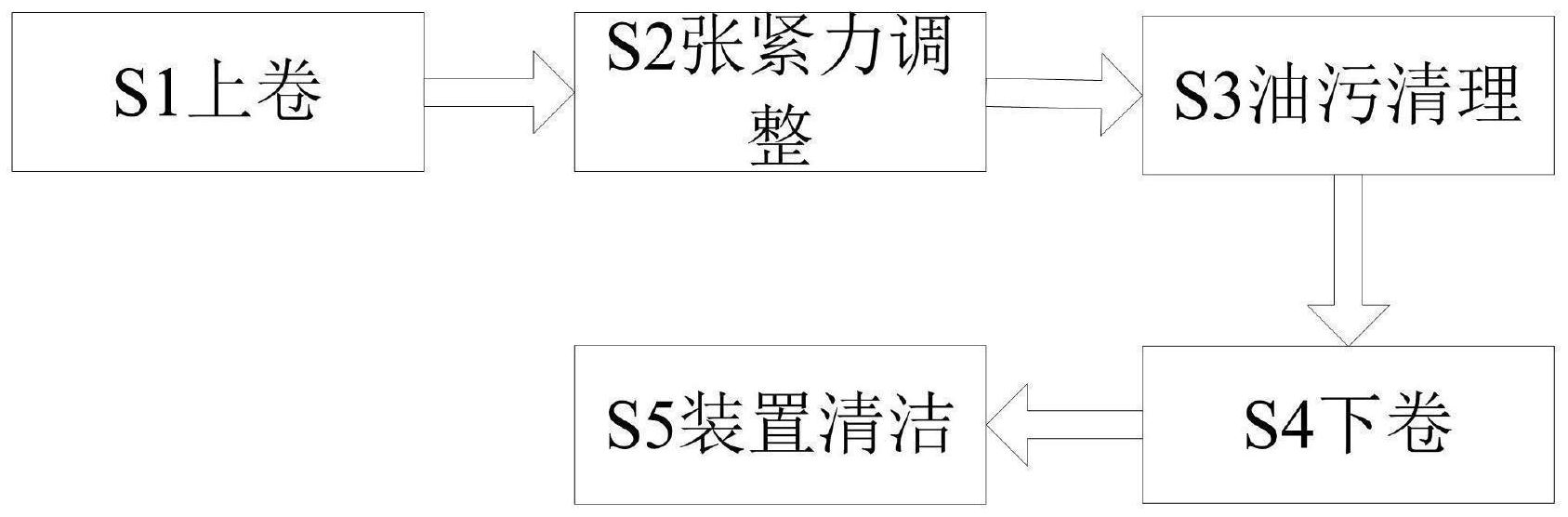
为了实现上述目的,本发明采用以下技术方案来实现: 一种铝箔轧制制造表面处理工艺,其使用到了专用的表面处理设备,该表面处理 设备包括底板、安装架、送料装置与油污处理装置,使用上述表面处理设备对铝箔表面进行 油污清理的工艺包括以下步骤: S1上卷:将待清理的铝箔卷安放在送料装置上; S2张紧力调整:根据铝箔的实际厚度与材料强度对送料装置的张紧力进行适当调 整; S3油污清理:通过油污处理装置与送料装置的共同配合对铝箔上下表面的油污进 行清理; S4下卷:将清理完毕的铝箔卷从送料装置上取下,以便放置下一批次的铝箔卷; S5装置清洁:定期对油污处理装置进行清洁,避免在清理过程中对铝箔卷造成二 次污染; 所述底板上端安装有安装架,安装架外侧安装有送料装置,安装架中部安装有油 污处理装置; 所述油污处理装置包括转动电机、主动轮、从动轮、传送带、转动齿轮、移动齿条、 连接架、伸缩杆、清洁刷与连接杆,转动电机通过电机座安装在安装架上端,转动电机输出 轴下端通过联轴器与主动轮下端相连接,主动轮左右两侧均布置有从动轮,主动轮与从动 4 CN 111589754 A 说 明 书 2/5 页 轮之间通过传送带相连接,主动轮与从动轮下端均安装有转动齿轮,转动齿轮左右两侧均 啮合有移动齿条,移动齿条下端从上往下均匀布置有三个清洁刷,且移动齿条下端通过连 接架与最上方的清洁刷上端相连接,上下相邻的清洁刷之间通过连接杆0相连接,清洁刷通 过伸缩杆安装在安装架侧壁上; 所述清洁刷包括安装壳体、联动杆、安装螺钉、滑动板与清洁海绵,安装壳体数量 为四,四个安装壳体上下等分为两组,同组的两个安装壳体左右对称布置,且同组的两个安 装壳体侧壁之间通过滑动配合方式相连接,上下相对布置的安装壳体之间通过联动杆相连 接,安装壳体下端通过滑动配合方式与滑动板上端相连接,滑动板与安装壳体之间连接有 安装螺钉,滑动板下端粘贴有清洁海绵。 优选的,所述送料装置包括安装杆、放卷辊、收卷辊、收卷电机、一号导向辊与二号 导向辊,安装杆数量为四,四个安装杆以安装架为中心左右等分为两组,同组的两个安装杆 前后对称布置,位于安装架左侧的两个安装杆之间从上往下均匀安装有三个放卷辊,位于 安装架右侧的两个安装杆之间从上往下均匀安装有三个收卷辊,收卷辊前端通过联轴器与 收卷电机输出轴相连接,收卷电机通过电机座安装在安装杆侧壁上,左右相对布置的放卷 辊与收卷辊之间从左往右依次布置有一号导向辊与二号导向辊,一号导向辊与二号导向辊 均通过轴承安装在安装架侧壁上;通过收卷电机、放卷辊与收卷辊的配合,带动铝箔从左往 右移动,以配合油污处理装置完成清理工作,一号导向辊与二号导向辊在铝箔移动过程中 起到导向作用。 优选的,所述安装壳体、滑动板与清洁海绵均左右分为两部分,左右两部分之间可 相对滑动。 优选的,所述安装杆包括主杆体与调节螺杆,主杆体安装在安装架下端,主杆体中 部开设有调节滑槽,放卷辊与收卷辊通过滑动配合方式与调节滑槽侧壁相连接,上下相邻 的放卷辊与收卷辊之间通过滑动配合方式连接有同步杆,位于调节滑槽最上方的放卷辊与 收卷辊上端通过轴承与调节螺杆下端相连接,调节螺杆上端通过螺纹配合方式安装在安装 架上;通过转动调节螺杆达到对放卷辊或收卷辊上下位置进行调节的目的,以对铝箔的张 紧力进行调整。 优选的,与移动齿条距离最近的安装壳体右部分上端与连接架下端相连接,该安 装壳体左部分上端安装有立板,立板内侧与挤压块外侧相紧贴,挤压块通过固定杆d安装在 安装架侧壁上,挤压块内侧通过滑动配合方式与固定块外侧相连接,固定块内侧安装在连 接架侧壁上,且固定块为竖放的等腰梯形结构,挤压块外侧开设有与固定块内侧结构相配 合的凹槽;在安装壳体前后移动过程中,固定块随安装壳体同步移动,而挤压块则固定不 动,使得挤压块与固定块产生前后相对移动,挤压块与固定块前后位置的不同,导致挤压块 对固定块产生的挤压力大小也不相同,因此随着挤压力的变化与力的相互作用,与立板相 连接的安装壳体左部分会在进行前后移动的同时进行左右移动,从而使得清洁海绵的清洁 范围扩大,有效保证了清洁效果。 优选的,所述安装壳体左部分内侧与右部分外侧之间通过连接滑块相连接,连接 滑块与右部分之间为滑动配合方式,且连接滑块上端设置有横向凸条,横向凸条与安装壳 体右部分为滑动配合方式;使得安装壳体左右两部分之间能够进行同步前后同向移动,且 能够进行左右相对滑动,使得清洁刷的有效工作范围扩大,提高了油污清理的全面性。 5 CN 111589754 A 说 明 书 3/5 页 本发明的有益效果是: 1.本发明采用垂直多工位的结构同时对多卷铝箔进行油污清理作业,能够有效提 高清理效率,且通过从左往右均匀设置的三组清洁刷对铝箔进行多级清理,防止使用后沾 染上油污清洁刷对铝箔造成二次污染,且清洁刷在清洁过程中能够进行多个方向的直线运 动,使得其清洁范围扩大,清洁效果进一步提高; 2.本发明设置的油污处理装置,通过转动电机、主动轮、从动轮、传送带的传动,带 动转动齿轮进行同步转动,使得移动齿条带动清洁刷左右两侧进行方向相反的前后移动, 进而达到扩大清洁刷清洁范围的目的。 3.本发明设置的送料装置,通过转动调节螺杆达到对放卷辊或收卷辊上下位置进 行调节的目的,以对铝箔的张紧力进行调整,避免因张紧力过大而是铝箔产生破损。 附图说明 下面结合附图和实施例对本发明进一步说明。 图1是本发明的工艺流程图; 图2是本发明表面处理设备的主视剖面图; 图3是本发明安装架与送料装置部分结构的左视图; 图4是本发明安装架与油污处理装置部分结构的左视图; 图5是本发明安装架与油污处理装置部分结构的俯视图; 图6是本发明图2的A向局部放大图; 图7是本发明图2的B向局部放大图。











