
技术摘要:
本发明公开了一种铜铬电弧熔炼用自耗电极棒的制备方法,属于金属加工技术领域,包括配料‑铸锭‑制粉‑制坯‑脱气‑热等静压,其中制坯步骤为选取粒径大小为5‑15μm的球形铜铬合金粉末采用冷静压压制或者冷喷涂沉积的方式制成铜铬合金胚料棒材,结合热等静压工艺显著 全部
背景技术:
真空铜铬系列电触头材料因具有优异的灭弧和抗熔焊以及抗电弧烧蚀能力,广泛 的应用在中压系列的真空灭弧室领域,目前制备该触头材料的主流工艺包括:真空熔渗、粉 末冶金、真空感应熔炼以及电弧熔炼工艺,其中电弧熔炼工艺制备出的铜铬系列触头材料 具有均匀分布的显微组织,低的气体含量,产品质量一致性好等优点,但该工艺成本较高, 主要因素是:电弧熔炼设备价格昂贵同时预制电极制备的工序较长,因而导致其生产过程 成本较高,限制了该产品在中低端灭弧室领域的应用。 目前制备铜铬电弧熔炼用自耗电极棒的主要方法包括: 1)混粉 冷等静压成型 真空烧结脱气; 2)混粉 松装粉末至金属包套内部 机械加工 真空烧结脱气。 这两种制备电弧熔炼预制电极的工艺缺点在于工序时间和效率较低,并且制备出 的预制电极棒气体含量较高,通常O含量在600ppm-800ppm之间,再加上预制电极棒的致密 度较低:在75%-85%之间,较高的气体含量和较低的电极棒致密度会扰乱熔炼过程中的电 弧稳定性,增加了电弧熔炼产品的缺陷,降低了产品质量的一致性。
技术实现要素:
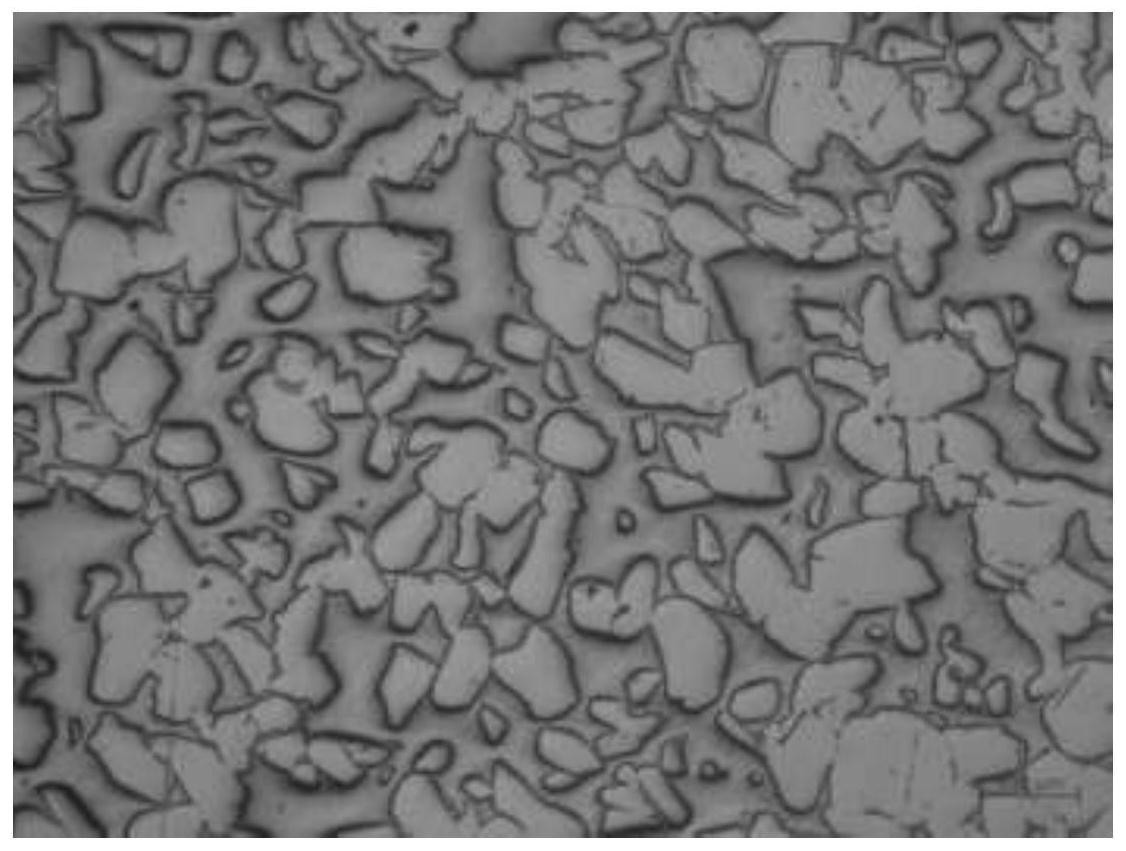
针对以上存在的技术问题,本发明提供一种铜铬电弧熔炼用自耗电极棒的制备方 法。 本发明的技术方案:一种铜铬电弧熔炼用自耗电极棒的制备方法,包括以下步骤: (1)配料:按重量百分比计,取52-90%铜料,10-48%铬料进行配比; (2)铸锭:将步骤(1)按比例称取的铜料和铬料经过熔炼熔化成液体,然后浇注成 铜铬合金铸锭; (3)制粉:将铜铬合金铸锭采用真空感应气雾化法制成粒度区间为1-100μ m的球 形铜铬合金粉末; (4)制坯:选取合适粒径大小的球形铜铬合金粉末采用冷静压压制或者冷喷涂沉 积的方式制成铜铬合金胚料棒材; (5)脱气:将铜铬合金胚料棒材装入不锈钢包套焊接封口以及焊接脱气所需的排 气管道,随后在井式烧结炉加热利用真空烧结炉对包封后的棒料进行排气工作,得到脱气 后的铜铬合金棒; (6)热等静压:将脱气后的铜铬合金棒在热等静压设备进行压制,得到铜铬电极 棒。 进一步地,铜料采用纯度大于99.990%的电解铜板,铬料采用纯度大于99.9%的 4 CN 111593224 A 说 明 书 2/4 页 铬块,电解铜板和铬块在熔炼前采用砂纸打磨去除表面氧化层。采用电解铜板和铬块相较 于粉状原料不易氧化且表面氧化成分易去除的优点。 进一步地,步骤(2)铜铬合金铸锭的具体包括: (21)首先将在铜料和铬料同时放入坩埚内,并放入真空炉内,抽真空,充入氩气保 护,先升温至1110-1180℃,至铜料完全熔化,保温静置5-10min; (22)再继续升温至1600-1700℃,至铬料完全熔化,同时采用电磁搅拌装置对熔化 的铜液和铬液进行物理搅拌10-12min,保温静置5-10min; (23)降温至1075-1080℃,铜铬合金熔液凝固成半固态,同时采用电磁搅拌,用于 破坏半固态铜铬合金析出的树枝状晶体,形成模糊悬液,保温30min; (24)在真空下,采用电子束对上述模糊悬液进行重熔,升温至1500-1580℃,同时 电磁搅拌至铜铬合金再次熔清后,降温至1300-1350℃,将熔液导入模具内,得到铜铬合金 铸胚; (25)将铜铬合金铸胚加热至870-880℃,保温1.5-3h淬火,得到铜铬合金铸锭。 原理为:液态铜铬合金在降温到液相线附近时,会变成半固态,经过搅拌,通过外 力能够使得半固态铜铬合金析出的树枝状晶体熔断,再经过颗粒间的摩擦可形成100- 200um的近球状,半树枝状的初次固体,均匀分布在金属液中,再经过电子束重熔,有利于铜 铬金属充分融合,提高内部致密度。 进一步地,步骤(4)中球形铜铬合金粉末选取合适粒径大小的范围为5-15 μm。粒 径过小在喷粉过程中容易造成飞粉,加工难度大,而粒径过大则无论是冷等静压堆积还是 冷喷涂沉积都会造成内部孔隙率升高。 进一步地,步骤(4)中冷静压压制的工艺参数为:将球形铜铬合金粉末装入橡胶套 中并利用真空封装机密封橡胶套,采用油性介质进行施压,最高压力为 260-300MPa,升压 速率为35-45MPa/min,保压时间为3min。 进一步地,步骤(4)中冷喷涂沉积的工艺方法为:将球形铜铬合金粉末装入冷喷涂 设备中,在喷涂过程中冷喷涂出的铜铬合金粉末以1500-1600m/s速度高速撞击承接底盘, 铜铬合金粉末在固态下发生塑性变形沉积成型得到铜铬合金胚料棒材,冷喷涂工艺的条件 的气体压力为1.0-2.0MPa,气体为氮气等保护气体,气体加热温度为150-170℃,送粉量控 制在20-25g/min,喷枪出口距离沉积表面控制在10-20mm,喷枪移动速度为60-80mm/min。 进一步地,步骤(6)的热等静压工艺参数为:加热处理的温度为860-970℃,压力为 150-180MPa,热等静压处理时升温升压时间为3小时,保温保压时间为 4小时。 本发明的有益效果为: (1)本发明在制作铜铬合金铸锭时采用将熔液降温成半固态,并搅拌破碎成均匀 分布有固体颗粒的熔液,再利用电子束重熔利于铜铬金属充分融合,提高内部致密度; (2)本发明采用冷喷涂沉积工艺制作铜铬合金坯料棒材,相较于热喷涂工艺,冷喷 涂相对温度低,不会熔化金属粒子,不会造成金属粒子的氧化,并且喷涂厚度可任意调节, 喷涂沉积型材气孔率低且致密度更高; (3)本发明还结合热等静压工艺显著的提高了自耗电极棒的致密度,由之前的 75%-85%提高到99%左右,有利于提高自耗电极棒在熔炼过程中电弧的稳定性;此外还显 著降低了自耗电极棒的气体含量,由之前的600-800ppm降低至 210-400ppm之间,降低了电 5 CN 111593224 A 说 明 书 3/4 页 极棒熔炼规程中的电压波动。 附图说明 图1是本发明实施例5中所制备的CuCr40电极棒金相(100×); 图2是本发明实施例5中CuCr40电极棒熔炼后的铸锭金相(100×)。











