
技术摘要:
本发明公开一种转炉炉衬维护方法,涉及冶金工程技术领域,其包括以下步骤:步骤一,转炉出钢后,直立转炉;步骤二,转炉的炉衬包括若干个缺陷部位,转炉炉衬喷补装置的喷嘴升降以及转向,使得喷嘴与炉衬的其中一个缺陷部位相对;步骤三,喷嘴将补炉料均匀喷洒在其所对 全部
背景技术:
转炉炉衬由绝热层、永久层、和工作层组成。转炉在工作的过程中,工作层受着极 其复杂的物理化学反应、机械运动和高温作用,极易受损坏,需要大量的时间进行维护。降 低炉衬的损坏进度,提高转炉炉衬的使用寿命,对提高转炉产量,提高钢材纯净度具有重要 意义。 转炉炉衬的维护方法主要有溅渣护炉、喷补等。实际生产过程中,溅渣护炉操作能 够将炉渣均匀的溅到炉衬上,但是炉渣形成的防护层耐侵蚀能力不足,并且溅渣护炉操作 无法对炉衬重点侵蚀部位进行定点弥补。喷补能够对炉衬侵蚀部位进行重点修复,但是喷 补过程中需要使转炉保持倾斜特定角度,操作难度大,且现有技术中通常是在溅渣完成后 在进行喷补操作,为了使补炉料牢固的附着在钢渣表面,喷补料喷射完成后需要长时间吹 氧烧结,导致炉衬散热量大,补炉后的第一炉钢水冶炼周期长易产生过氧化,影响钢水质量 稳定性。 因此,如何提供一种能够对炉衬重点侵蚀部位进行定点弥补,维护完成后转炉炉 衬耐侵蚀能力强,操作难度小,且维护所需时间短,炉衬温降小的转炉炉衬维护方法成为本 领域技术人员目前所亟待解决的问题。
技术实现要素:
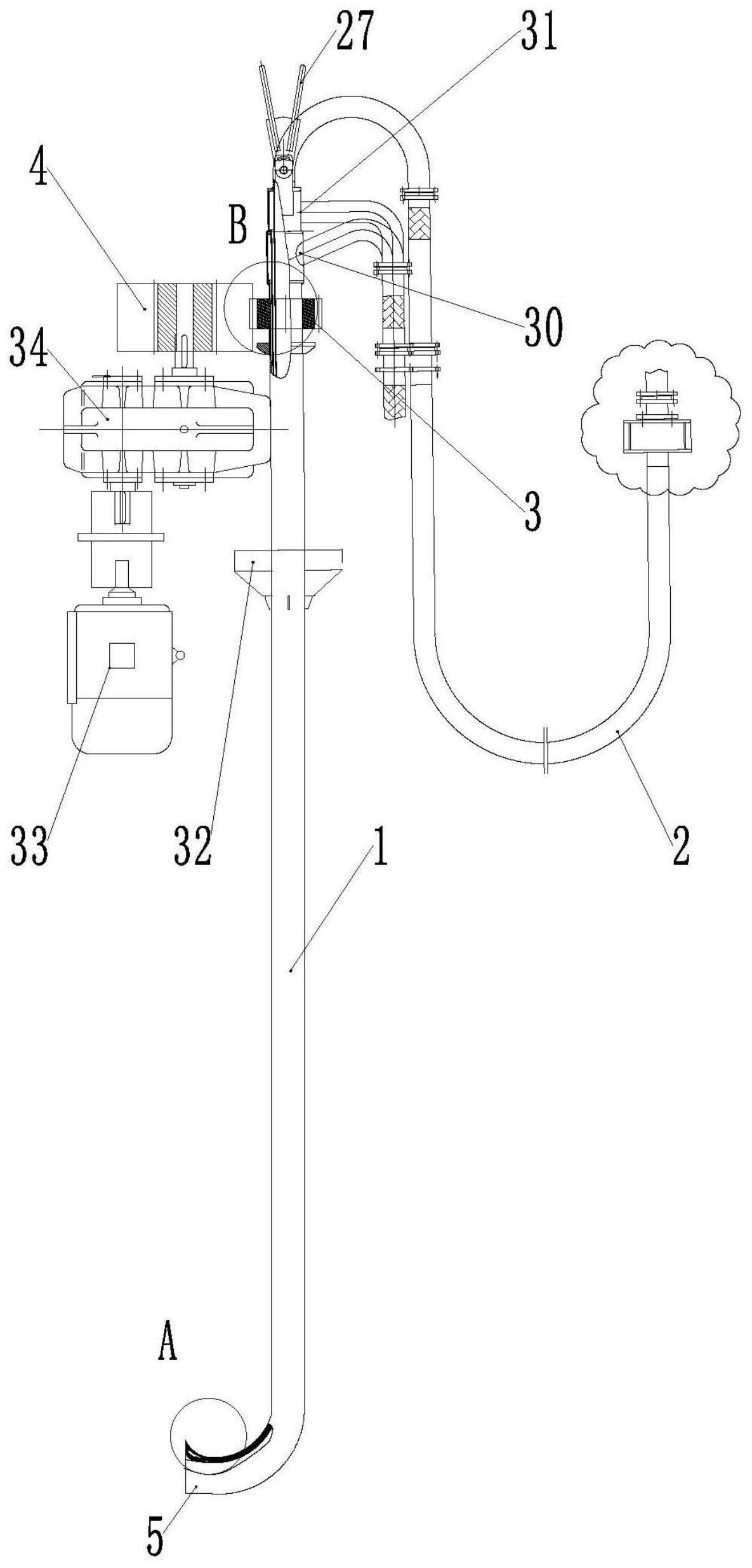
为解决以上技术问题,本发明提供一种转炉炉衬维护方法,该转炉炉衬维护方法 能够对炉衬重点侵蚀部位进行定点弥补,维护完成后转炉炉衬耐侵蚀能力强,操作难度小、 维护所需时间短,炉衬温降小。 为实现上述目的,本发明提供了如下方案: 本发明提供一种转炉炉衬维护方法,包括以下步骤:步骤一,转炉出钢后,直立所 述转炉;步骤二,所述转炉的炉衬包括若干个缺陷部位,转炉炉衬喷补装置的喷嘴升降以及 转向,使得所述喷嘴与所述炉衬的其中一个缺陷部位相对;步骤三,所述喷嘴将补炉料均匀 喷洒在其所对应的所述缺陷部位;步骤四,重复步骤二和步骤三,直至所述炉衬的所有所述 缺陷部位喷补完成;步骤五,进行溅渣护炉操作。 优选地,所述转炉炉衬喷补装置包括:喷枪组件,所述喷枪组件包括竖直金属喷 管、进料管、小齿轮、动力装置以及大齿轮,所述竖直金属喷管的第一端与所述进料管的第 一端相连通,所述竖直金属喷管的第二端弯折形成所述喷嘴,所述小齿轮套设于所述竖直 金属喷管的外侧壁上、并与所述竖直金属喷管固定连接,所述动力装置与所述大齿轮传动 连接、以驱动所述大齿轮转动,所述大齿轮与所述小齿轮相啮合;料仓组件,所述料仓组件 包括进料管道、大料仓、下料管道、小料仓、出料管道、进气主管道、第一进气支管道、第二进 气支管道、第一泄压管道以及第二泄压管道,所述进料管道与所述大料仓相连通,所述大料 4 CN 111593165 A 说 明 书 2/7 页 仓通过所述下料管道与所述小料仓相连通,所述小料仓通过所述出料管道与所述进料管的 第二端相连通,所述第一进气支管道的第一端与所述进气主管道相连通,所述第一进气支 管道的第二端与所述大料仓相连通,所述第二进气支管道的第一端与所述进气主管道相连 通,所述第二进气支管道的第二端与所述小料仓相连通,所述大料仓与所述第一泄压管道 相连通、以泄压,所述小料仓与所述第二泄压管道相连通、以泄压;阀组,所述阀组包括第一 阀门、第二阀门、第三阀门、第四阀门、第五阀门、第六阀门以及第七阀门,所述第一阀门设 置于所述进料管道上、以控制所述进料管道的通断,所述第二阀门设置于所述下料管道上、 以控制所述下料管道的通断,所述第三阀门设置于所述出料管道上、以控制所述出料管道 的通断,所述第四阀门设置于所述第一泄压管道上、以控制所述第一泄压管道的通断,所述 第五阀门设置于所述第二泄压管道上、以控制所述第二泄压管道的通断,所述第六阀门设 置于所述第一进气支管道上、以控制所述第一进气支管道的通断,所述第七阀门设置于所 述第二进气支管道上、以控制所述第二进气支管道的通断;升降装置,所述升降装置与所述 竖直金属喷管连接、以驱动所述竖直金属喷管沿竖直方向升降。 优选地,所述转炉炉衬喷补装置还包括第一助力器、第二助力器、辅助出料管道以 及第八阀门,所述第一助力器设置于所述下料管道上,所述第二助力器设置于所述出料管 道上,所述辅助出料管道的第一端与所述进气主管道相连通,所述辅助出料管道的第二端 与所述出料管道相连通,所述第八阀门设置与所述辅助出料管道上、以控制所述辅助出料 管道通断。 优选地,所述第一进气支管道和所述第六阀门的数量均为多个,各所述第一进气 支管道的第一端均与所述进气主管道相连通、第二端分别与所述大料仓的不同位置相连 通,所述第一进气支管道与所述第六阀门二者一一对应,各所述第一进气支管道上均设置 有所述第六阀门;所述第二进气支管道和所述第七阀门的数量均为多个,各所述第二进气 支管道的第一端均与所述进气主管道相连通、第二端分别与所述小料仓的不同位置相连 通,所述第二进气支管道与所述第七阀门二者一一对应,各所述第二进气支管道上均设置 有所述第七阀门。 优选地,所述动力装置包括电机和减速器,所述电机的输出轴与所述减速器的输 入端传动连接,所述减速器的输出端与所述大齿轮传动连接;所述升降装置为卷扬机,所述 竖直金属喷管与所述卷扬机的钢丝绳固定连接。 优选地,所述竖直金属喷管的侧壁内部设置有冷却水回路,所述竖直金属喷管上 设置有与冷却水回路相连通的进水口和出水口。 优选地,所述冷却水回路包括沿所述竖直金属喷管由外至内依次设置的第一环形 水路和第二环形水路,且所述第一环形水路和所述第二环形水路均沿着所述竖直金属喷管 的轴线自所述竖直金属喷管的第一端延伸至所述竖直金属喷管的第二端,所述第一环形水 路的第一端和所述第二环形水路的第一端均对应所述竖直金属喷管的第一端,所述第一环 形水路的第二端和所述第二环形水路的第二端均对应所述竖直金属喷管的第二端,所述第 一环形水路的第一端与所述进水口相连通,所述第一环形水路的第二端与所述第二环形水 路的第二端相连通,所述第二环形水路的第一端与所述出水口相连通。 优选地,所述竖直金属喷管的第二端为喇叭状结构。 优选地,所述第二泄压管道的第一端与所述小料仓相连通,所述第二泄压管路的 5 CN 111593165 A 说 明 书 3/7 页 第二端与所述大料仓相连通。 优选地,所述竖直金属喷管的外侧壁上设置有卡块,所述转炉上设置有竖直卡槽, 所述卡块设置于所述竖直卡槽内,且所述卡块与所述卡槽滑动连接、以使所述卡块能够沿 竖直方向滑动。 本发明相对于现有技术取得了以下技术效果: 1、本发明提供的转炉炉衬维护方法将溅渣护炉与喷补护炉相结合,喷补护炉能够 对炉衬重点侵蚀部位进行定点弥补; 2、本发明提供的转炉炉衬维护方法,具体维护过程中,补炉料夹在炉衬和炉渣之 间,并利用炉衬出钢后的余热烧结粘附在炉衬上,补炉料、钢渣形成新保护层,与单纯由钢 渣形成的保护层相比,该新保护层耐侵蚀能力强,有效提高了转炉炉龄; 3、采用该转炉炉衬维护方法维护转炉炉衬时转炉处于直立状态,与保持倾斜特定 角度相比,操作难度大大降低; 4、现有补炉料喷射完成后,需要进行烧结操作,以使补炉料固定在炉渣上,本发明 提供的转炉炉衬维护方法先进行补炉操作,再进行溅渣操作,补炉料喷射至转炉内衬上后, 利用转炉出钢后的余热即可使补炉料牢固固定在炉衬上,节省了烧结程序,缩短了维护时 间,有效避免了炉衬温降过大,影响补炉后第一炉钢水质量的情况发生。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施 例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获 得其他的附图。 图1为本发明实施例中提供的喷枪组件的结构示意图; 图2为本发明实施例中提供的料仓组件的结构示意图; 图3为图1的A部放大图; 图4为图1的B部放大图。 附图标记说明:1、竖直金属喷管;2、进料管;3、小齿轮;4、大齿轮;5、喷嘴;6、进料 管道;7、大料仓;8、下料管道;9、小料仓;10、出料管道;11、进气主管道;12、第一进气支管 道;13、第二进气支管道;14、第一泄压管道;15、第二泄压管道;16、第一阀门;17、第二阀门; 18、第三阀门;19、第四阀门;20、第五阀门;21、第六阀门;22、第七阀门;23、第一助力器;24、 第二助力器;25、辅助出料管道;26、第八阀门;27、钢丝绳;28、第一环形水路;29、第二环形 水路;30、进水口;31、出水口;32、卡块;33、电机;34、减速器。











