
技术摘要:
本发明供了一种金属异型材扭拧矫直拉伸系统和方法,待加工的金属异型材左右两端各被一个夹爪固定,使待加工的金属异型材固定在在电加热装置中,扭拧头装置上的夹爪的转动能够带动金属异型材转动适当度数,牵引拉伸装置上的夹爪的平移能够带动金属异型材往外水平移动, 全部
背景技术:
金属异型材广泛应用于国防工业与装备制造领域,主要通过挤压生产,由于挤压 机挤压温度的偏差,会导致异型材不同程度的弯曲变形,故需要矫直机进行矫直消除弯曲 变形。目前由于现有的金属异型材矫直机自身的滞后,尤其是对于张力的矫直,难以满足要 求,同时由于工艺需求,有时只需单独的扭拧矫直或者拉伸成型,使得企业需要准备多台设 备,工作效率低下,增加了企业对设备的投资力度,并且在同时需要进行不同类型的矫直或 拉伸工艺过程中,需要将金属异型材进行器材上的转移,由于直接接触工件,也有很严重的 安全隐患。
技术实现要素:
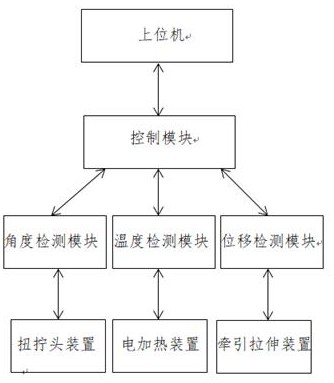
为解决上述问题,本发明供了一种金属异型材扭拧矫直拉伸系统,包括扭拧头装 置、电加热装置和牵引拉伸装置,所述扭拧头装置、电加热装置位于电加热装置的两端,所 述扭拧头装置和电加热装置的靠近电加热装置一端都设有夹爪,待加工的金属异型材左右 两端各被一个所述夹爪固定,使待加工的金属异型材固定在在电加热装置中,所述扭拧头 装置上的夹爪的转动能够带动金属异型材转动适当度数,所述牵引拉伸装置上的夹爪的平 移能够带动金属异型材往外水平移动,所述扭拧头装置上设有角度检测模块,所述电加热 装置上设有温度检测模块,所述牵引拉伸装置上设有位移检测模块,所述角度检测模块、温 度检测模块、位移检测模块和控制模块相连,还包括上位机和控制模块连接。 所述电加热装置内置电加热柜和加热线圈,所述温度检测模块设置在电加热装置 的内壁。 所述牵引拉伸装置包括底座,在底座上安装多根支座,在两辆支座之间安装相垂 直的固定杆,固定杆与支座固定相连,在固定杆正中位置安置固定轴导轨,上方固定轴导轨 左右两端与处于上方的两根固定轴契合并固定连接,在下方固定轴导轨最右端用一根支撑 轴固定,两个所述固定轴导轨与底座平面相平行,固定轴置于两个固定轴导轨之间,采用滚 轮滑动,牵引电机固定在底座平台上,牵引电机的输出轴立于牵引电机上,输出轴上设置丝 杆,丝杆左端固定连接铰链,铰链用环套方式套入固定轴,固定轴与丝杆之间呈垂直关系并 且运动同步,牵引拉伸装置的夹爪安置在固定轴上,所述夹爪与固定轴之间固定相连,位移 检测模块固定在丝杆的起始端的上端。 所述扭拧头装置包括伺服电机、夹爪和扭拧油缸,所述伺服电机与金属异型材端 部连接,所述夹爪外套于金属异型材端部,所述扭拧油缸和所述伺服电机、夹爪连接。 所述扭拧头装置和电加热装置底部安装有滚轮,滚轮中心有通孔,底座设有底座 导轨,底座导轨内端有与滚轮中心相同尺寸的通孔,当装置到达合适位置,使用插销将两装 4 CN 111570634 A 说 明 书 2/5 页 置相连并固定。 所述电加热装置还包括加热线圈的底座,所述加热线圈的底座凹槽适配于底座导 轨。 所述夹爪头采用U型槽结构,所述U型槽的内侧设有背衬板,由两根中间杆通过转 动栓固定在背衬板上,两中间杆上端设置有气缸,中间杆和U型槽壁之间也设置有弹簧,工 作杆和中间杆通过卡槽扣相连接,所述夹爪通过支持杆和转轴连接,所述支持杆上方设有 角度检测模块。 所述扭拧装置端的支持杆能够弯曲一定角度,牵引拉伸装置端的支持杆呈水平 状。 所述夹爪与待矫直金属异型材加工件接触之处为锯齿型构造,其材料为耐热性高 强度刚。 本发明还了金属异型材矫直拉升系统方法,包括以下步骤:第一步:将待加工的金 属异型材放入电加热装置;第二步:将金属异型材左右两端分别用夹爪固定;第三步:通过 上位机设置合适的温度对金属异型材进行加热;第四步:如果要进行单独的扭拧矫直进入 第五步;如果要进行单独的拉拨成型,进入到第六步,如果进行张力矫直,进入到第七步;第 五步:牵引拉伸装置的夹爪固定金属异型材不动,扭拧头装置的夹爪带动金属异型材转动 适当度数,完成扭拧矫直;第六步:使用扭拧头装置的夹爪固定金属异型材,牵引电机带动 丝杆拉动固定轴向右移动至所需位置;第七步:左右两端使用夹爪固定后,左端进行扭拧过 程的同时,右端进行牵引电机拉伸,拉至指定位置,牵引电机移动位移与所需施加的张力成 正比关系。 本发明能够在常温与高温情况下对金属异型材实现扭拧矫直、拉伸成型和张力矫 直工艺;通过上位机控制矫直机工作过程并且监控工作状态,减少工人直接接触设备的次 数,以减少危险发生,也实现了对矫直拉伸工艺关键参数的精准监测;该系统装置规避了常 规矫直机单一的扭拧矫直和拉伸矫直方法,实现扭拧矫直拉伸成型和张力矫直一体化而且 可以单独扭拧或矫直或拉伸,提高了工作效率,提升了自动化程度,减轻了企业投资成本。 附图说明 图1是本发明多功能矫直系统的原理框图。 图2是本发明多功能矫直系统设备构成图。 图3是本发明多功能矫直系统牵引拉伸装置的结构图。 图4是本发明多功能矫直系统电加热装置的内部装置图。 图5是本发明多功能矫直系统导轨底座示意图。 图6是本发明多功能矫直系统夹爪结构图。 图7是本发明多功能矫直系统电加热装置的U型罩示意图。 附图标记说明:伺服装置1、电加热装置2、加热导线21、加热线圈22、加热线圈支撑 座23、电加热柜24、金属异型材3、牵引拉伸装置4、支座5、滚轮6,固定插销通孔61、位移检测 模块7、扭拧头装置8、温度检测模块25、牵引电机41、牵引电机输出轴42、丝杆43、铰链44、固 定轴导轨45、支撑轴46、固定轴47、扭拧油缸81、夹爪82、角度检测模块83、锯齿831、卡槽扣 832、转轴833、弹簧834、U型槽835、背衬板836、角度检测模块837、工作杆838、中间杆839、支 5 CN 111570634 A 说 明 书 3/5 页 持杆840、气缸841、底座导轨9。











