
技术摘要:
本发明公开了一种多功能组装旋转压合机及其压合方法,所述旋转压合包括上料部和位于上料部正上方的所述压合部,其中:所述压合部包括Z轴直线升降装置和固定于所述Z轴直线升降装置的驱动端上的压头;所述上料部包括底座、通过轴套部装装配于所述底座上的转台、对称固定 全部
背景技术:
在电子件加工过程中压合固定是常用的固定加工方式,比如对于背胶、多种电子 元器件类产品的压合,通常要通过传统手工组装,完全依靠作业员工经验,压合力不稳定, 组装位置精度不高,压合质量波动较大,效率低下,速度较慢,操作非常不便。随着小型压合 装置的出现,可以通过机械作业来替代人工作业,但是上料、压合分步进行,工作效率慢。
技术实现要素:
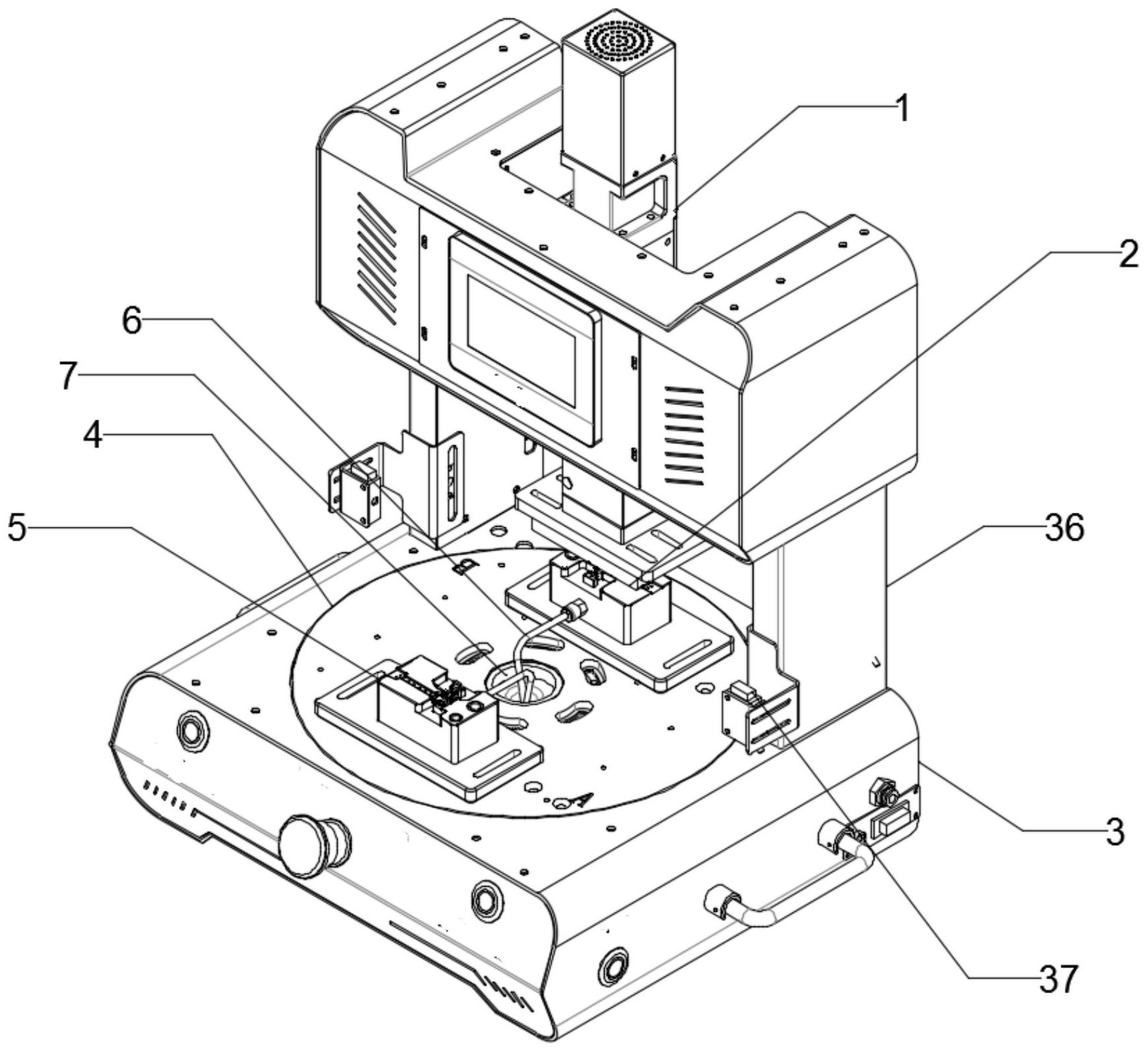
本发明的目的是针对现有技术中存在的压合组装效率低下的问题,而提供一种多 功能组装旋转压合机。 本发明的另一个目的是提供所述多功能组装旋转压合机的压合方法。 为实现本发明的目的所采用的技术方案是: 一种多功能组装旋转压合机,包括上料部和位于上料部正上方的所述压合部,其 中: 所述压合部包括Z轴直线升降装置和固定于所述Z轴直线升降装置的驱动端上的 压头; 所述上料部包括底座、通过轴套部装装配于所述底座上的转台、对称固定于所述 转台上的两个定位工装、驱动所述轴套部装的连接轴进行180°往复旋转的驱动装置、穿过 所述连接轴的中空腔与所述定位工装上的吸附孔相连通的真空管路,其中,所述转台固定 于所述连接轴的顶部。 在上述技术方案中,所述轴套部装的中心为连接轴,所述转台与所述连接轴固定 连接,所述底座内固定有装配底板,所述驱动装置包括固定于所述装配底板背面的驱动气 缸、通过连接组件固定于所述驱动气缸的活塞杆上随其平行移动的下部齿条以及固定于所 述装配底板背面且用于限定所述下部齿条运动位置的两个缓冲器,其中所述下部齿条与固 定于所述连接轴上的齿轮啮合连接。 在上述技术方案中,所述连接组件包括固定于所述活塞杆端部的连接板、固定于 所述装配底板背面与所述活塞杆平行设置的导轨和与所述导轨滑动连接的齿条安装座,其 中所述下部齿条固定于所述齿条安装座上,所述齿条安装座固定于所述连接板上。导轨、齿 条安装座可起到导向的作用,防止齿条往复运动时发生偏摆。 在上述技术方案中,所述装配底板背面还固定有真空发生器、通气管接头、调速 阀,所述真空发生器用于连接所述真空管路,所述缓慢启动阀、通气管接头、调速阀均连通 在于所述驱动气缸的气路上,调速阀用于调节转台的转动速度,缓慢启动阀保证驱动气缸 平稳启动。 4 CN 111590297 A 说 明 书 2/8 页 在上述技术方案中,所述轴套部装包括中心的连接轴,所述连接轴的顶部形成有 连接法兰,所述转台固定于所述连接法兰上; 所述连接轴的中部外套接有深沟球轴承,锁紧件通过锁紧隔套将所述深沟球轴承 压紧在所述连接轴的上止口上,所述深沟球轴承与固定于所述装配底板上的轴承套作用连 接,所述轴承套的定位法兰通过顶部的压紧法兰盘固定于所述装配底板的圆形开孔上; 所述齿轮通过位于其齿圈内部的平键固定于所述连接轴的底部,所述连接轴的底 部外侧壁和所述齿轮内壁对应形成有容纳所述平键的键槽,所述齿轮的轴向位置通过固定 于所述连接轴最底部安装槽内的轴用弹性挡圈进行锁紧。 在上述技术方案中,所述连接轴的中心位置形成有凸缘,所述转台的中心套接于 所述凸缘上,所述转台上形成有多个连接螺栓孔,每一连接螺栓孔的底部设有一个不锈钢 保护件,连接螺栓穿过所述连接螺栓孔、不锈钢保护件将所述转台固定于所述连接法兰的 顶部; 推力轴承通过下部安装套固定于所述装配底板的上表面上,所述推力轴承与所述 转台作用连接,所述推力轴承、下部安装套同圆心设置在所述圆形开孔的外缘,所述推力轴 承的顶面与所述转台的底面相接触,所述底座上形成有圆形开口,所述转台在所述圆形开 口内转动,转台在转动过程中与推力轴承相作用,所述下部安装套通过螺钉固定在所述装 配底板上,所述推力轴承的内缘通过固定于所述下部安装套上的定位柱实现定位。 在上述技术方案中,所述定位工装包括固定于所述装配底板上的定位座以及固定 于所述定位座上的固定台,所述固定台上形成有供工件进入的定位槽,所述定位槽的槽底 形成有多个吸附孔,所述吸附孔与形成于所述固定台侧部的连接端口相连通; 真空管路穿过所述连接轴中心的中空腔后连接至连接端口上,通过吸附孔吸附工 件。 在上述技术方案中,所述Z轴直线升降装置的壳体通过定位架固定于所述底座顶 部,所述定位架的底部固定有两个相对设置的对射传感器,该对射传感器可采用型号为 EZTA,对可能产生的压手位置进行保护;所述底座的左右两侧固定有把手,所述底座的一侧 固定有气源接口外连接气源,内连接所述驱动气缸的气路。 在上述技术方案中,Z轴直线升降装置包括壳体、固定装配于所述壳体顶部的伺服 电机、通过联轴器连接于所述伺服电机的输出轴上的丝杠、与所述丝杠作用连接的丝杠螺 母以及通过连接部固定于所述丝杠螺母上随其做直线运动的压板,所述压头装配在所述压 板上,其中: 所述连接部包括固定于所述丝杠螺母上的丝杠固定块和通过侧滑轨固定于所述 丝杠固定块底部的上下滑块,所述压板固定于所述上下滑块的底部,所述丝杠固定块的背 部固定有背滑块,所述背滑块与固定于所述壳体的背板上的背面轨道滑动连接,所述侧滑 轨与固定于所述壳体的侧壁板上的侧滑块滑动连接; 所述上下滑块与所述丝杠固定块相连接的位置固定有压力传感器,所述压力传感 器与主控模块通讯连接,所述主控模块与所述伺服电机通讯连接。 在上述技术方案中,所述压头为胶辊; 所述侧滑轨包括第一侧滑轨和第二侧滑轨,所述第一侧滑轨的一端固定于所述丝 杠固定块的左侧面上,所述第一侧滑轨的另一端固定于所述上下滑块的左侧面上,所述第 5 CN 111590297 A 说 明 书 3/8 页 二侧滑轨的一端固定于所述丝杠固定块的右侧面上,所述第二侧滑轨的另一端固定于所述 上下滑块的右侧面上,所述壳体的第一侧壁板上固定有第一侧滑块,所述壳体的第二侧壁 板固定有第二侧滑块,所述第一侧滑块与所述第一侧滑轨滑动连接,所述第二侧滑块与所 述第二侧滑轨滑动连接; 所述压力传感器的顶部装配于所述丝杠固定块的底部,所述压力传感器的底部装 配于所述上下滑块的顶部。由此感应压板输出的压力; 所述壳体包括电机固定块、固定于所述电机固定块顶部的电机罩、固定于电机固 定块底部的由第一侧壁板、第二侧壁板、前盖板和背板围合形成的外壳部,所述外壳部底部 开口,当所述丝杠螺母位于上限位时,压板的顶面与所述外壳部的底面留有窄缝。第一侧壁 板、第二侧壁板相对设置,前盖板和背板相对设置,外壳部可有效保护内部的传动结构; 所述伺服电机固定于所述电机固定块的顶部位于所述电机罩内,所述联轴器位于 电机固定块内,所述丝杠的中上部通过轴承装配于所述电机固定块上,所述侧壁板、前盖板 和背板的顶部通过螺钉固定于所述电机固定块的底部。 在上述技术方案中,所述外壳部的外侧固定有上极限感应器和下极限感应器,所 述丝杠固定块的顶部固定有感应片,所述感应片随丝杠固定块上下移动时,所述感应片的 外端部经过上极限感应器和下极限感应器。 本发明的另一方面,所述旋转压合机的压合方法:两个定位工装分别是定位工装A 和定位工装B,将待压合工件放置于定位工装A上,启动与真空管路相连通的真空系统,压合 工件受到真空吸附力固定于所述定位工装A上,驱动装置通过连接轴驱动转台旋转,当装载 有工件的定位工装A随其转动至所述压头的正下方时,Z轴直线升降装置启动,压头下压,压 合工件,压合完成后,驱动装置通过连接轴继续带动转台旋转,定位工装B进入压头的正下 方,继续压合,在此同时,向离开压头下方的定位工装A上放置待压合工件,实现连续作业。 与现有技术相比,本多功能组装旋转压合机的有益效果是: 1 .本组装旋转压合机解决了背胶、多种电子元器件类产品滚压过程中,压合力不 稳定,压合质量波动较大的问题,实现了电子通讯类产品自动压合,达到自动组装目的。 2.转台带动工件进行180°往复旋转,Z轴升降装置按系统设定压力值输出压力,经 压力传感器检测Z轴直线升降装置输出压力,压力伺服控制系统根据实际输出压力与设定 值进行比较并调整。 3.待压合工件(比如手机背胶和电子元器件)结合需要一定保压时间,本压合机在 精准控制压力和保压时间的同时,作业能够同时进行上料,效率达到最大化。 4.本发明的Z轴直线升降装置,避免了传统的压力繁琐的测试检验,控制输出敏感 的压力由伺服电机取代不稳定的气源动力控制。 5.旋转送料机构通过180°往复旋转可在较小的空间内实现连续送料,旋转送料机 构和真空吸附定位相结合,在旋转机构的中心预留供真空管穿过的空间,使得两者互不干 扰,提高了运行稳定性.通过轴承组件的配合提高了转台运动的稳定性,且运动阻力小,运 动平稳。 附图说明 图1是多功能组装旋转压合机结构示意图。 6 CN 111590297 A 说 明 书 4/8 页 图2是装配底板的背部示意图。 图3是轴套部装的结构示意图,其中a为仰视图,b为俯视图,c为剖面图。 图4是多功能组装旋转压合机结构示意图(省略转台)。 图5是定位工装的结构示意图。 图6中(a)是Z轴直线升降装置的主视图,(b)是Z轴直线升降装置省略一个侧壁板 和前盖板后的结构示意图,(c)是省略前盖板,两个侧壁板以及背板的结构示意图。 图7是Z轴直线升降装置的左视图。 图8中(a)是Z轴直线升降装置的前视图(未装配前盖板),(b)是(a)中A-A面的剖面 图。 图9中(a)是Z轴直线升降装置的右视图,(b)是(a)中B-B面的剖面图。 图中:1-Z轴直线升降装置,2-压头,3-底座,4-转台,5-定位工装,6-真空管路,7- 轴套部装,8-装配底板,9-驱动气缸,10-活塞杆,11-下部齿条,12-缓冲器,13-齿轮,14-连 接板,15-导轨,16-齿条安装座,17-缓慢启动阀,18-通气管接头,19-调速阀,20-真空发生 器,21-连接轴,22-深沟球轴承,23-锁紧件,24-锁紧隔套,25-轴承套,26-轴用弹性挡圈, 27-平键,28-压紧法兰盘,29-推力轴承,30-下部安装套,31-定位座,32-固定台,33-定位 槽,34-吸附孔,35-连接端口,36-定位柱,37-对射传感器,38-圆形开口。 1`-电机罩,2`-铭牌,3`-前盖板,4`-压板,5`-电机固定块,6`-上极限感应器,7`- 下极限感应器,8`-第二侧壁板,9`-伺服电机,10`-联轴器,11`-丝杠,12`-感应片,13`-丝 杠固定块,14`-压力传感器,15`-上下滑块,16`-第一侧滑块,17`-第二侧滑块,18`-背面轨 道,19`-第一侧滑轨,20`-第二侧滑轨,21`-丝杠螺母,22`-第一侧壁板。











