
技术摘要:
本发明公开了一种大型轴承圈工件的快速自定心夹紧装置,包括底架、支撑台、对心机构、定位夹持机构和压紧机构。本发明的对心机构能够快速地对轴承圈工件实现对中定心并初步夹紧;定位夹持机构的六个定位卡爪均匀的夹持在工件的六个方向,并采用同步同动加单步微调的方 全部
背景技术:
轴承是机械设备中常用的零部件,它的主要功能是支撑机械旋转体,降低其运动 过程中的摩擦系数,并保证其回转精度。其中的轴承圈是组成轴承的重要零件,其作用非常 的重要,由于轴承的品种繁多,使得不同类型轴承的轴承圈尺寸、结构、制造使用的设备、工 艺方法等各不相同,再加上轴承圈加工工序多、工艺复杂、加工精度要求高,所以轴承圈的 装夹加工质量对轴承的精度、使用寿命和性能有着重要的影响。 然而,对于大中型轴承圈工件的装夹,在大多数工厂现有技术中,通常情况下是将 工件用压板固定在工作台上,然后使用测量仪表等辅助工具手动逐渐调整工件的中心,这 种工件装夹方式,每次装夹工件都需要校正工件的加工中心,每次装夹并校正工件的加工 中心需要花费大量的时间,工作效率低,操作工人的劳动强度大,并且对工件加工中心校正 精度与操作工人的经验技术水平密切相关,那么工件的加工精度必然受到操作工人的经验 技术水平的影响而不能得到有效保证。
技术实现要素:
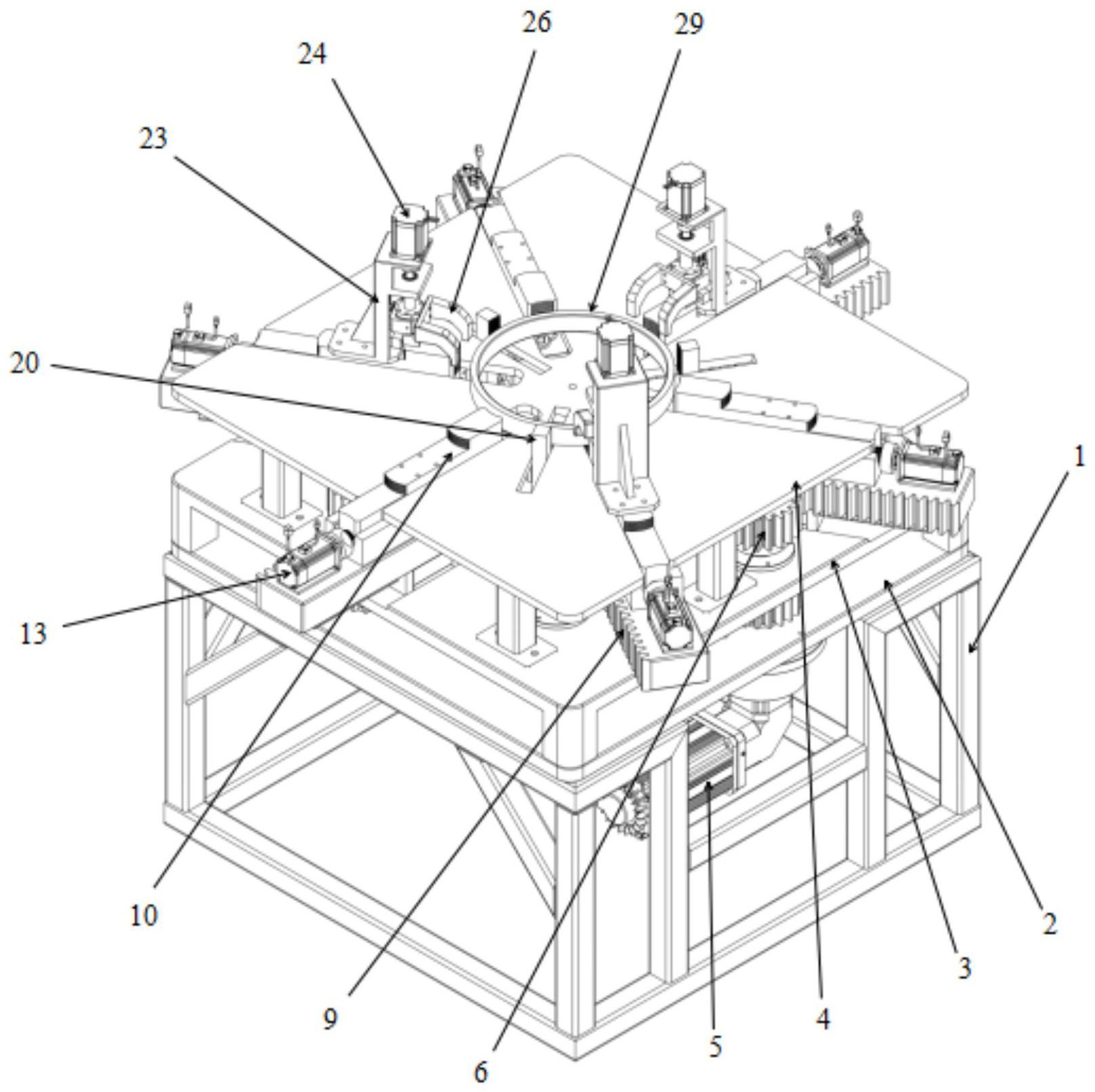
为了解决现有技术存在的不足,本发明要提供一种能够减轻操作工人劳动强度、 提高工作效率、保证装夹精度的大型轴承圈工件的快速自定心夹紧装置。 为了实现上述目的,本发明的技术方案如下: 一种大型轴承圈工件的快速自定心夹紧装置,包括底架、支撑台、对心机构、定位 夹持机构和压紧机构; 所述对心机构包括一个主动锥齿轮、三个从动锥齿轮、第一伺服电机、第一传动丝 杠、移动滑座、对心卡爪、第一导轨副滑块和第一导轨副直线导轨;所述主动锥齿轮安装在 固定底板的中心,主动锥齿轮的轴端朝下并与第一伺服电机连接,主动锥齿轮的齿端与三 个从动锥齿轮的齿端啮合;所述从动锥齿轮的轴端与第一传动丝杠连接,第一传动丝杠上 设有移动滑座,所述移动滑座的上部与对心卡爪连接、下部与第一导轨副滑块固定连接;所 述第一导轨副滑块沿第一导轨副直线导轨滑动连接,所述第一导轨副直线导轨安装在固定 底板上;第一伺服电机经主动锥齿轮驱动三个从动锥齿轮,三个从动锥齿轮经各自的第一 传动丝杠和从动锥齿轮、带动各自的对心卡爪实现对心或分离运动;所述固定底板紧贴安 装在上基座上; 所述定位夹持机构包括上基座、下基座、回转支撑齿轮、主动齿轮传动件、从动齿 轮传动件、定位卡爪和微调电机,所述上基座和下基座之间设有回转支撑齿轮,所述回转支 撑齿轮同时与一个主动齿轮传动件的下齿轮和五个从动齿轮传动件的下齿轮啮合,所述主 动齿轮传动件的下轴端与减速电机连接、主动齿轮传动件的上齿轮与齿条啮合、每个从动 4 CN 111590352 A 说 明 书 2/5 页 齿轮传动件的上齿轮与各自的对应的齿条啮合,所述齿条上固定安装定位卡爪;所述减速 电机带动主动齿轮传动件转动、主动齿轮传动件再通过回转支撑齿轮带动五个从动齿轮传 动件转动,主动齿轮传动件和五个从动齿轮传动件通过齿条带动六个定位卡爪同步伸缩; 所述定位卡爪包括活动卡爪块、卡爪基座、螺旋导杆和微调电机,所述活动卡爪块 安装在卡爪基座上,活动卡爪块的外端通过螺旋导杆与微调电机连接,所述微调电机通过 螺旋导杆驱动活动卡爪块进行伸缩运动; 所述压紧机构包括固定支撑架、第二传动丝杠、第二伺服电机、压紧夹爪、第二导 轨副滑块和第二导轨副直线导轨,所述固定支撑架固定安装在活动卡爪块上,所述第二伺 服电机固定安装在固定支撑架的上部,所述第二导轨副直线导轨固定安装在固定支撑架的 内侧,所述第二传动丝杠的上端与第二伺服电机输出端连接,所述第二传动丝杠上安装压 紧夹爪,压紧夹爪与第二导轨副滑块固定连接,第二导轨副滑块与第二导轨副直线导轨滑 动连接;第二伺服电机通过第二传动丝杠驱动压紧夹爪上下运动。 进一步地,所述主动锥齿轮和三个从动锥齿轮尺寸相同,三个从动锥齿轮沿主动 锥齿轮周向均匀分布,三个对心卡爪沿周向均匀分布,且每个对心卡爪均沿径向布置。 进一步地,所述定位夹持机构中的一个主动齿轮传动件和五个从动齿轮传动件共 六个齿轮传动件在上基座上沿周向均匀分布,所述主动齿轮传动件和从动齿轮传动件均包 括上齿轮和下齿轮,上齿轮和下齿轮通过传动轴连接。 进一步地,所述定位夹持机构中的齿条有六个,每个齿条的结构和尺寸相同,在上 基座上沿周向均匀分布;所述定位卡爪有六个,六个定位卡爪沿回转支撑齿轮的周向均匀 分布,每个定位卡爪均沿回转支撑齿轮的径向布置;六个定位卡爪的活动卡爪块的端部设 置夹持口。 进一步地,所述定位卡爪的卡爪基座通过螺钉固定在齿条上。 进一步地,所述压紧机构有三个,沿支撑台中心周向均匀分布。 进一步地,所述底架为框架式结构,底架的上部安装下基座,所述上基座通过四角 的立柱安装在下基座的上方,上基座和下基座之间构成回转支撑齿轮的安装空间;所述支 撑台通过多个立柱安装在上基座的上方,支撑台和上基座之间构成定位夹持机构的安装空 间。 进一步地,所述对心机构的三个对心卡爪和三个压紧机构沿周向交替设置在支撑 台上,且沿支撑台中心周向均匀布置。 与现有技术相比,本发明具有以下有益效果: 本发明针对大型轴承圈工件的装夹时,对心机构能够快速地对轴承圈工件实现对 中定心并初步夹紧;定位夹持机构的六个定位卡爪均匀的夹持在工件的六个方向,并采用 同步同动加单步微调的方式使工件受力均匀,避免了轴承圈工件因受力不均而变形或损 伤,实现了工件在水平方向上的定位夹紧;压紧机构的三个压紧夹爪实现了工件在垂直方 向上的最终压紧固定,从对心机构到定位夹持机构再到压紧机构的动作,能够有效地保证 工件加工时的准确位置,再加上伺服电机的运用,使得装夹精度得到明显提高,且本发明整 体结构紧凑、安装方便、性能稳定可靠,重复定位精度高,可以大大减轻操作工人劳动强度、 提高工作效率。 5 CN 111590352 A 说 明 书 3/5 页 附图说明 图1为本发明整体结构示意图。 图2为本发明的对心机构示意图。 图3为本发明的定位夹持机构示意图。 图4为本发明的定位卡爪示意图。 图5为本发明的压紧机构示意图。 图中:1-底架,2-下基座,3-上基座,4-支撑台,5-减速电机,6-主动齿轮传动件,7- 回转支撑齿轮,8-从动齿轮传动件,9-齿条,10-活动卡爪块,11-卡爪基座,12-螺旋导杆, 13-微调电机,14-第一伺服电机,15-固定底板,16-主动锥齿轮,17-从动锥齿轮,18-第一传 动丝杠,19-移动滑座,20-对心卡爪,21-第一导轨副滑块,22-第一导轨副直线导轨,23-固 定支撑架,24-第二伺服电机,25-第二传动丝杠,26-压紧夹爪,27-第二导轨副滑块,28-第 二导轨副直线导轨,29-轴承圈工件。











