
技术摘要:
本发明公开了一种电池自动上料系统,旨在提供一种使用方便、生产效率高、送料精度高及能够提升产品质量的电池自动上料系统。本发明包括工作台,工作台上设置有供料装置、横推送料机构、垂直送料机构、下压安装机构,横推送料机构与供料装置的出料端相接,横推送料机构 全部
背景技术:
在民用电池的生产包装过程中,需要将电池的密封盖安装在电池外壳上,传统技 术通过人工安装而易于出现将密封盖放反、放歪、放不准、效率慢等状况。因此目前需要研 发出一种使用方便、生产效率高、送料精度高及能够提升产品质量的电池自动上料系统。
技术实现要素:
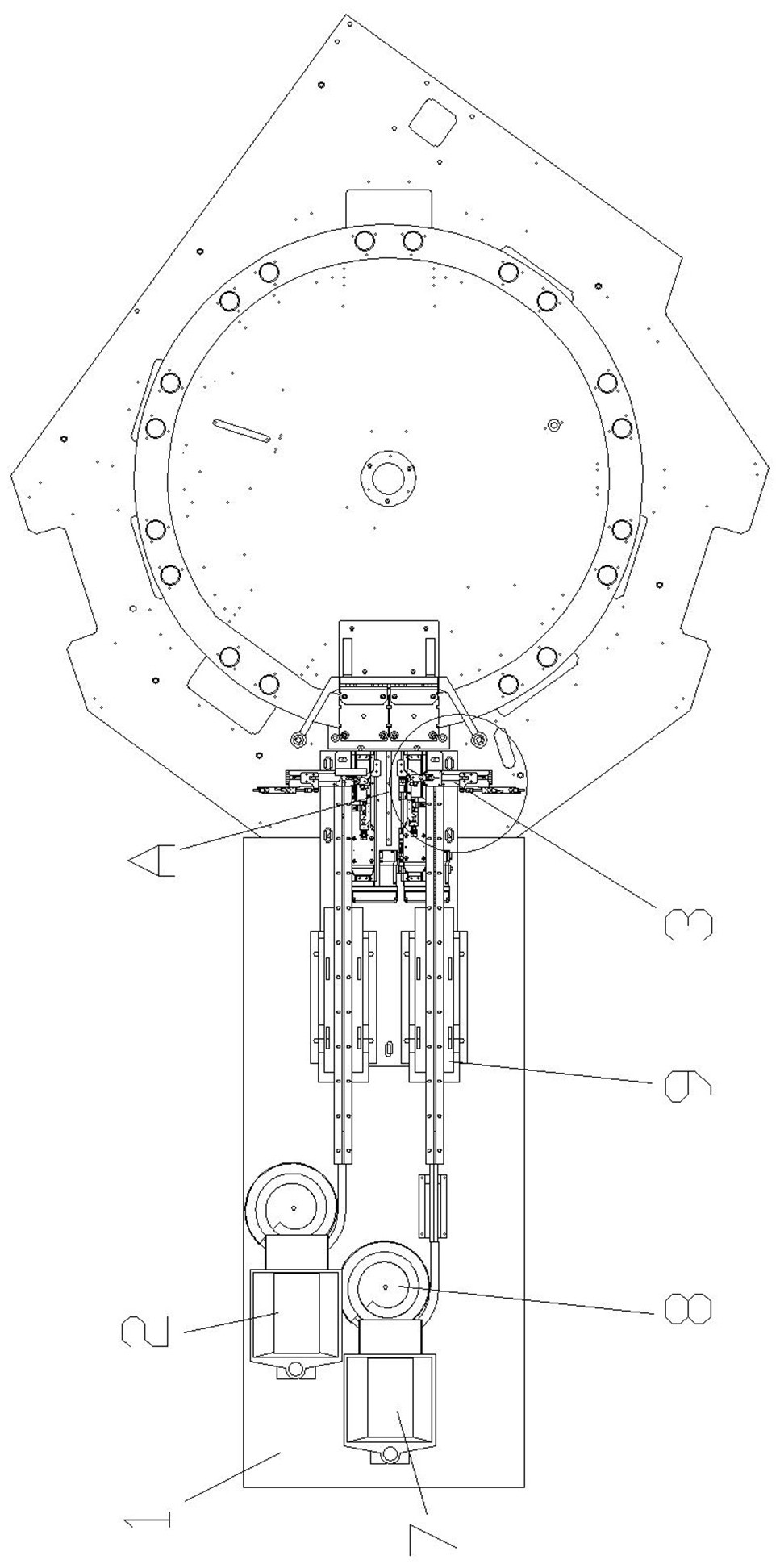
本发明所要解决的技术问题是克服现有技术的不足,提供了一种使用方便、生产 效率高、送料精度高及能够提升产品质量的电池自动上料系统。 本发明所采用的技术方案是:本发明包括工作台,所述工作台上设置有供料装置、 横推送料机构、垂直送料机构、下压安装机构,所述横推送料机构与所述供料装置的出料端 相接,所述横推送料机构的出料端与所述垂直送料机构相配合,所述垂直送料机构与所述 下压安装机构相配合,所述垂直送料机构上配合设置有产品载具。 进一步,所述供料装置包括均呈X向设置的振动料仓、振动圆盘及直振,所述振动 圆盘的进料端与所述振动料仓相接,所述振动圆盘的出料端与所述直振相接,所述直振与 所述横推送料机构相接。 进一步,所述横推送料机构包括均呈Y向设置的滑轨、横推气缸及横推板,所述横 推板滑动配合在所述滑轨上,所述横推气缸与所述横推板相配合,所述横推板配合设置在 所述直振的出料端上,且与所述产品载具相配合。 进一步,所述垂直送料机构包括呈X向设置的X轴移动模组,所述X轴移动模组上设 置有第一Z轴气缸,所述产品载具配合设置在所述第一Z轴气缸上. 进一步,所述下压安装机构包括安装座及真空发生器,所述安装座上设置有第二Z轴气 缸,所述第二Z轴气缸上配合设置有直线导向杆,所述直线导向杆上配合设置有直线轴承组 件,所述直线轴承组件上配合设置有电池密封盖吸嘴,所述电池密封盖吸嘴与所述真空发 生器相配合。 进一步,所述工作台上还设置有产品安装座,所述产品安装座上设置有电池外壳 限位槽,所述电池外壳限位槽位于所述电池密封盖吸嘴的下方,所述电池外壳限位槽配置 于对电池外壳进行限位。 本发明的有益效果是:相对于传统技术的不足,在本发明实施例中,使用时,通过 所述供料装置对电池密封盖进行上料,进一步,通过所述横推送料机构将运输到所述供料 装置末端的电池密封盖推到所述垂直送料机构上的所述产品载具上,进一步通过所述下压 安装机构吸取所述产品载具上的电池密封盖,并将电池密封盖安装在电池外壳上,因此,通 过所述供料装置、所述横推送料机构、所述垂直送料机构及所述下压安装机构的设置能够 提高电池密封盖的安装效率,且通过自动化的设计能够避免电池密封盖出现安装位置偏差 3 CN 111573168 A 说 明 书 2/3 页 大的问题,所以,本发明具有使用方便、生产效率高、送料精度高及能够提升产品质量的优 点。 附图说明 图1是本发明的平面结构示意图; 图2是图1的A部分的局部放大示意图; 图3是本发明另一视角的平面结构示意图。











