
技术摘要:
本发明提供了一种橡胶胶黏剂胶管的制造方法,包括如下步骤:(1)选取原料生产橡胶胶管混炼胶;(2)采用自然橡胶生产橡胶胶黏剂混炼胶;(3)通过橡胶挤出机及挤出模具将橡胶胶管挤出;(4)橡胶胶管硫化;(5)通过裹胶模具将橡胶胶管在线裹橡胶胶黏剂;(6)橡胶胶 全部
背景技术:
目前消防水带一般从里到外分为三层,分别是内胶层、编织层、外胶层,其中内胶 层、外胶层与增强层之间的粘合是通过热熔胶或者拖胶黏剂的,但是热熔胶和固化胶黏剂 做的产品硬度都高,输送热水时与编织层之间会剥离,不耐极热或极寒,稳定性差,同时产 品硬度过高会造成收卷不方便,需要改进。
技术实现要素:
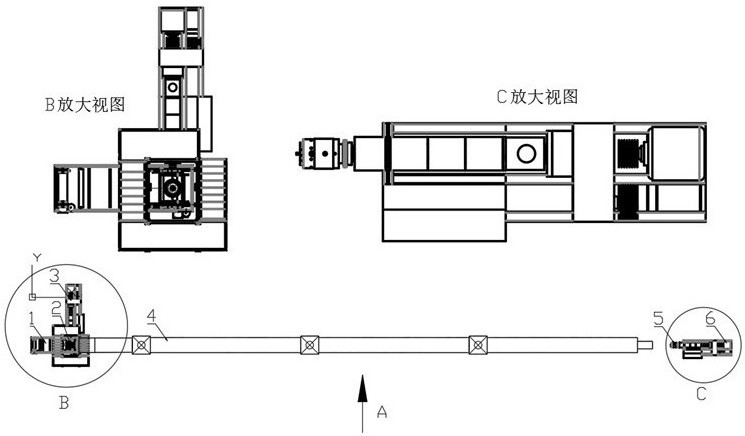
为解决上述问题,本发明公开了一种橡胶胶黏剂胶管的制造方法,橡胶胶管和橡 胶胶黏剂使用的是同一类型的橡胶材质,使得该橡胶胶黏剂胶管应用于消防水带领域的使 用范围更广,不仅能在极热或极寒的地区正常使用,还可输送热水并保证胶管和编织层之 间不剥离。此外,产品成本更低、稳定性更高、性能更加柔软。 为达到上述目的,本发明的技术方案如下: 一种橡胶胶黏剂胶管的制造方法,包括以下步骤: (1)生产橡胶胶管混炼胶:将炭黑1-3份、三元乙丙橡胶30-60份、活性钙10-35份、小料 1-4份混合后放置在捏炼机内进行混炼,150±5℃得到橡胶胶管混炼胶; (2)生产橡胶胶黏剂混炼胶:将天然橡胶40-70份、小料2-4份放置在捏炼机内进行混 炼,150±5℃得到橡胶胶黏剂混炼胶; (3)橡胶胶管挤出:将步骤(1)得到的混炼胶通过橡胶挤出机一及挤出模具在固定的设 置温度下进行挤出,生产得到固定口径及固定厚度的橡胶胶管; (4)橡胶胶管硫化:将步骤(3)得到的橡胶胶管通过三节10米长的硫化烘箱,在固定的 设置温度下进行硫化,从而得到具备一定强度的橡胶胶管; (5)在线裹橡胶胶黏剂:将步骤(4)得到的橡胶胶管穿到裹胶模具中,将步骤(2)得到橡 胶胶黏剂混炼胶通过橡胶挤出机二及裹胶模具挤出薄膜橡胶胶黏剂,在步骤(4)的橡胶胶 管穿过裹胶模具时,均匀地贴合在上面; (6)橡胶胶黏剂胶管收卷得到成品:将步骤(5)得到的橡胶胶管和橡胶胶黏剂贴合后的 产品进行收卷。 作为本发明的一种改进,所述小料为防老剂、增塑剂、增韧剂、阻燃剂、稀释剂、相 容剂的一种或者几种。 作为本发明的一种改进,所述挤出模具包括壳体一、网板、导向头、模根、隔套、模 芯、模套一、锁帽、铜管接头,模具的作用主要是定型及挤出制品。模具通过锁帽上的T形螺 纹进行压紧、压实;壳体和挤出机进行连接,挤出机启动后胶料通过挤出机,通过模具挤出。 作为本发明的一种改进,所述裹胶模具包括壳体二、分料体、调节隔套、模套二,裹 胶模具的作用是挤出固体胶黏剂,主要靠紧固螺栓进行紧固。 3 CN 111590856 A 说 明 书 2/4 页 作为本发明的一种改进,所述外层橡胶胶黏剂厚度为0.1-0.3mm,所述的内层橡胶 胶管厚度0.3-0.8mm。 作为本发明的一种改进,步骤(3)所述的挤出操作温度为45℃、50℃、60℃、60℃、 65℃、65℃、65℃。 作为本发明的一种改进,步骤(4)所述的烘箱温度分别为190℃、180℃、180℃。 本发明的有益效果是: 1. 本发明选料科学,工艺简单,橡胶胶管和橡胶胶黏剂使用的是同一类型的橡胶材 质,产品不仅能在极热或极寒的地区正常使用,还可输送热水并保证胶管和编织层之间不 剥离; 2. 本发明所述橡胶胶黏剂胶管成本更低、稳定性更高、性能更加柔软; 3. 本发明所述橡胶胶黏剂胶管耐腐蚀、耐候性好,且软管可通过多种标准接扣连接, 易卷绕、易组装和拆卸,涵盖内径为40mm(1.5”)、45mm(1.75”)、65mm(2.5”)、80mm(3.15”)等 不同规格。 4. 专为本发明所述橡胶胶黏剂胶管设计的生产挤出和裹胶模具,操作容易、效率 高。 附图说明 图1是本发明所述橡胶胶黏剂胶管的挤出设备结构示意图。 图2是图1的A向图。 图3是本发明所述橡胶胶黏剂胶管的裹胶模具放大图。 图4是本发明所述橡胶胶黏剂胶管的挤出模具放大图。 附图标记列表: 1、水箱;2、裹胶模具;3、橡胶挤出机一;4、烘箱;5、挤出模具;6、橡胶挤出机二;7、壳体 二;8、分料体;9、调节隔套;10、模套二,11、壳体一,12、网板,13、导向头,14、模根,15、隔套, 16、模芯,17、模套一,18、锁帽,19、铜管接头。











