
技术摘要:
本申请涉及一种锂电池盖板与电芯极耳的焊接装置,包括底板,垂直设置于所述底板两端、且可拆卸的第一侧板和第二侧板,设置于所述第一侧板和第二侧板上的电芯平板,设置于所述电芯平板上的盖板座,以及设置于所述盖板座上的压条;所述电芯平板的一端固定于所述第一侧板 全部
背景技术:
锂电池是一类以锂金属或锂合金为正极材料、使用非水电解质溶液的电池。由于 锂金属的化学特性非常活泼,使得锂金属的加工、保存以及使用均对环境要求非常高,所以 锂电池长期没得到应用。随着科技技术的发展,到二十一世纪,锂电池已经成为人类不可缺 少的一部分,大到国防事业、航空领域,小到新能源汽车、UPS储能基站等,均需要长期使用 锂电池。 在锂电池的制造装配过程中,电池盖板与电芯极耳的焊接这道工序是相当重要 的。电池盖板与电芯极耳的焊接的牢固可靠与否,会直接影响到锂电池的使用寿命。以前市 面上也有一些方形盖板与极耳焊接的工装夹具,但是这些工装夹具没有普遍适应性,在焊 接过程中因为电池型号不同,经常需要频繁更换工装夹具,加大了操作员的调试难度,这样 不仅影响了锂电池的良品率,也浪费时间和物料成本,焊接工装的分解与拆卸也不能在不 同平面高度的设备机台上使用,只能在一台设备上固定使用,不适合多台设备共用,锂电池 的换型麻烦繁琐,换型所需的时间较长。 基于此,有必要提供一种锂电池盖板与电芯极耳的焊接装置以解决上述技术问 题。
技术实现要素:
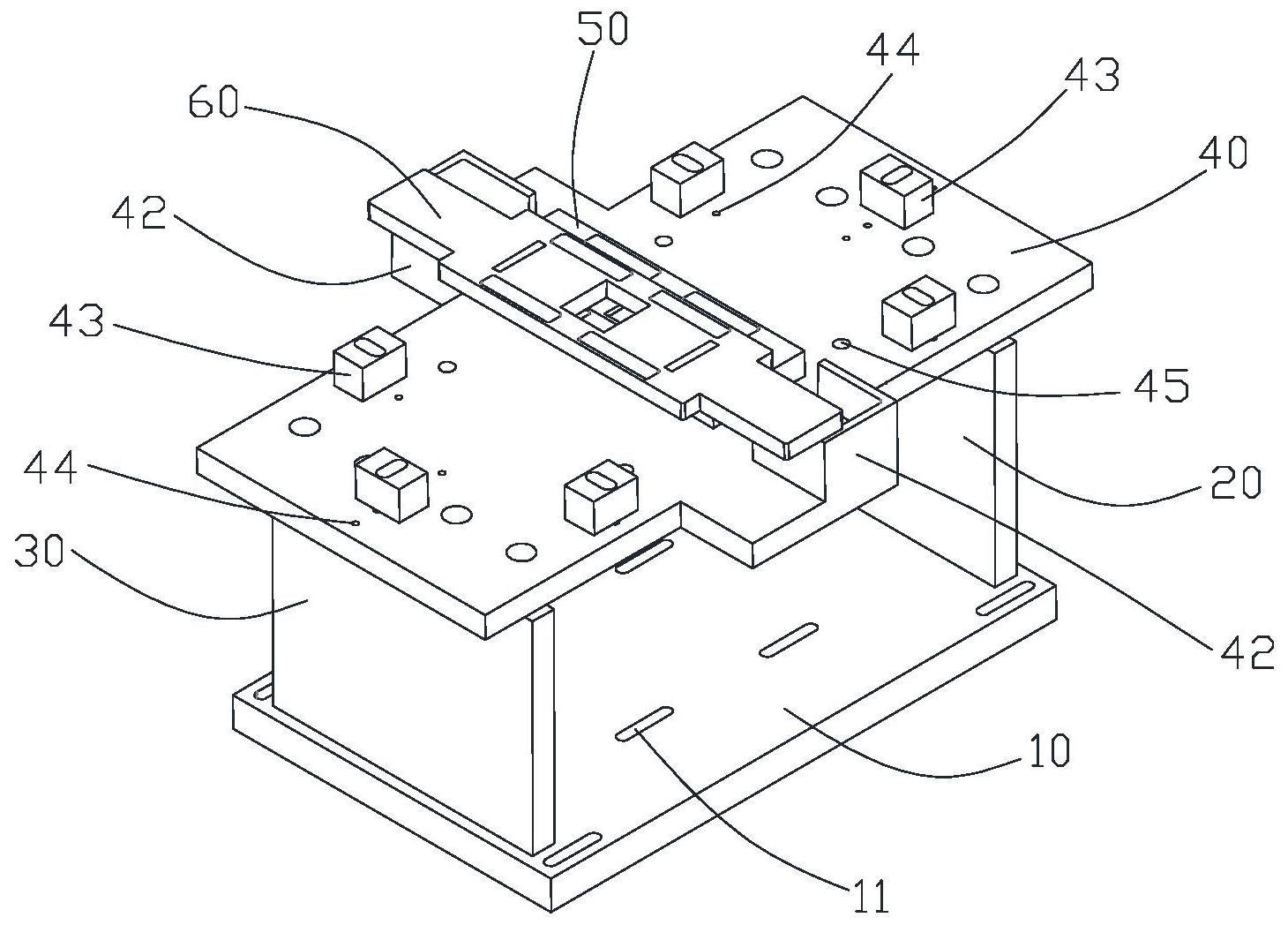
本发明的目的在于解决现有技术中存在的不足,提供一种锂电池盖板与电芯极耳 的焊接装置。该装置可以适用于不同型号盖板和电芯极耳,换型时间短,操作简单,可以有 效节约时间与成本。 具体的,本发明提出一种锂电池盖板与电芯极耳的焊接装置,包括底板,垂直设置 于所述底板两端、且可拆卸的第一侧板和第二侧板,设置于所述第一侧板和所述第二侧板 上的电芯平板,设置于所述电芯平板上的盖板座,以及设置于所述盖板座上的压条;所述电 芯平板的一端固定于所述第一侧板上,所述电芯平板的另一端固定于所述第二侧板上;所 述盖板座靠近所述电芯平板的一侧面上设置有定位块,所述电芯平板上设置有与所述定位 块相适配的间隙孔;所述盖板座上设置有极耳焊接U型孔和盖板凹槽,所述极耳焊接U型孔 设置于所述盖板凹槽的外侧;所述压条上设置有与所述极耳焊接U型孔相匹配的极耳U型接 孔。 进一步地,所述极耳焊接U型孔包括第一正极极耳焊接U型孔、第二正极极耳焊接U 型孔、第一负极极耳焊接U型孔、及第二负极极耳焊接U型孔,所述第一正极极耳焊接U型孔 与所述第一负极极耳焊接U型孔设置于所述盖板座的一侧,所述第二正极极耳焊接U型孔与 所述第二负极极耳焊接U型孔设置于所述盖板座的另一侧,所述第一正极极耳焊接U型孔与 所述第二正极极耳焊接U型孔平行设置,所述第一负极极耳焊接U型孔与所述第二负极极耳 4 CN 111545911 A 说 明 书 2/6 页 焊接U型孔平行设置。极耳焊接U型孔主要用于确定所述电芯极耳的长度与宽度,方便焊接。 进一步地,所述第一正极极耳焊接U型孔、所述第二正极极耳焊接U型孔、所述第一 负极极耳焊接U型孔、及所述第二负极极耳焊接U型孔具有相同的形状和大小。 进一步地,所述极耳U型接孔包括第一正极极耳U型接孔、第二正极极耳U型接孔、 第一负极极耳U型接孔、及第二负极极耳U型接孔,所述第一正极极耳U型接孔与所述第一负 极极耳U型接孔设置于所述压条的一侧,所述第二正极极耳U型接孔与所述第二负极极耳U 型接孔设置于所述压条的另一侧,所述第一正极极耳U型接孔与所述第二正极极耳U型接孔 平行设置,所述第一负极极耳U型接孔与所述第二负极极耳U型接孔平行设置。极耳U型接孔 主要用于确定所述电芯极耳的长度与宽度,方便焊接。 进一步地,所述第一正极极耳U型接孔、所述第二正极极耳U型接孔、所述第一负极 极耳U型接孔、及所述第二负极极耳U型接孔具有相同的形状和大小。 进一步地,所述第一正极极耳焊接U型孔与所述第一正极极耳U型接孔相抵接,所 述第二正极极耳焊接U型孔与所述第二正极极耳U型接孔相抵接,所述第一负极极耳焊接U 型孔与所述第一负极极耳U型接孔相抵接,所述第二负极极耳焊接U型孔与所述第二负极极 耳U型接孔相抵接。 进一步地,所述第一侧板与所述第二侧板平行设置于所述底板靠近所述电芯平板 的一侧面上。 进一步地,所述电芯平板上设置有用于固定所述压条的两个耳朵槽,两个所述耳 朵槽对称设置于所述电芯平板的相对的两侧。压条的两端均与耳朵槽相适配,可以很好的 将压条固定在盖板座上。 进一步地,所述盖板座的长度≤两个所述耳朵槽之间的垂直距离。 进一步地,所述电芯平板的边缘沿周向方向均匀设置有多个用于固定所述电芯的 挡料块。 进一步地,所述电芯平板上设置有多个用于固定所述挡料块的第一定位孔,一个 所述挡料块固定于一个所述第一定位孔上。可以根据实际需要,设置挡料块的位置,使得挡 料块能够很好地固定住电芯。 进一步地,所述底板上设置有多个U型孔。可以采用螺钉通过所述U型孔将本申请 的焊接装置固定在相应的工作台上进行工作。遇到焊接行程不够的焊接设备,通过底板上 的U型孔将底板固定在工作台上,通过第一侧板和第二侧板的支撑,增加本申请焊接装置的 高度和水平垂直度来满足焊接工艺的需求。U型孔具有一定的长度,方便对装置的定位进行 细微调节,使得装置的定位快捷简单。 进一步地,所述电芯平板上还设置有多个第二定位孔。本申请的第一侧板和第二 侧板是可拆卸的,遇到焊接行程足够的全自动焊接设备,可以直接拆掉侧板与底板,通过电 芯平板上的第二定位孔将焊接装置固定配合在伺服电动机丝杠工装的定位销上进行工作。 这样,本申请的焊接装置可以应用到多台设备上进行使用,更换简单快捷,可以合理利用资 源,节省时间。 本发明与现有技术相比具有以下有益效果:本申请的焊接装置可以在多台设备上 进行应用,更换简单快捷,可以合理利用资源,节省时间。并且,本申请的焊接装置可以通过 更换不同型号的盖板座和压条,用于焊接不同型号的盖板和电芯极耳,相对于传统的一体 5 CN 111545911 A 说 明 书 3/6 页 焊接工装,本申请能够很好地节约成本和时间。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1为本发明一实施例的锂电池盖板与电芯极耳的焊接装置的结构爆炸示意图; 图2为图1的锂电池盖板与电芯极耳的焊接装置的另一角度的结构爆炸示意图; 图3为图1的电芯平板的结构示意图; 图4为图1的盖板座的结构示意图; 图5为图1的压条的结构示意图。 本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











