
技术摘要:
本发明公开了一种手工锻打铁锅的方法。本发明采用一块纯净铁板作为材料,首先经过三次热锻,锻出锅型,改变金相组织,提升材质韧性;然后三次冷锻,不仅把铁锅锻匀,且锤印层叠,最终形成“满天星”锤印;再卷把,形成独特的支撑、舒适手感等;最后铁锅烤蓝,健康防锈 全部
背景技术:
随着科学技术进步,不粘锅、不锈钢锅、铝锅等,多种多样的铁锅出现在生活中。这 些铁锅有不粘锅的特点、有导热快的特点,有升温高的特点等等,但这些特点不能集中于一 种锅上,并且很多锅并不适用于中国传统的烹调方式,所以这些锅虽然带来了很多便利,但 也有很多缺点,同时也潜藏着一些健康隐患。 不粘锅的涂层有特氟龙(聚四氟乙烯)涂层、陶瓷涂层、硅胶涂层。对于特氟龙涂层 锅而言,国内烹饪习惯是以高油、煎炒、爆炒、高温为主,普遍超过涂层安全温度;同时翻炒 所产生的刮蹭、摩擦,必然产生涂层脱落,危害人体健康。对于陶瓷不粘锅而言,大部分陶瓷 涂层的技术不够成熟,不能制作酸性食物,不耐刮,涂层容易脱落,使用不当就容易粘锅。硅 胶涂层不常用于炊具,通常在廉价品牌上应用,不粘涂层的使用寿命短,常用在烤盘、托盘 等器具。不锈钢锅是由铁铬金再掺入其他一些化学元素制成(如镍、铝、钼、钛、铌、铜等),如 果不锈钢餐具使用不当,不锈钢中的化学成分(如镍)就会溶解出来随食物进入人体造成损 害。对于铝锅,高温或炒菜时金属铲与铝锅的碰撞、摩擦,都有可能使铝释放出来,铝遇酸或 碱后会形成铝离子。摄入过量铝离子,可危及人体神经系统,加速人脑组织老化,诱发老年 性痴呆;如果是婴幼儿,还会影响智力发育。生活中常见的这些锅,除了上述健康隐患以外, 还有导热差或者工艺复杂、可升高温度偏低,不能爆炒等缺点。
技术实现要素:
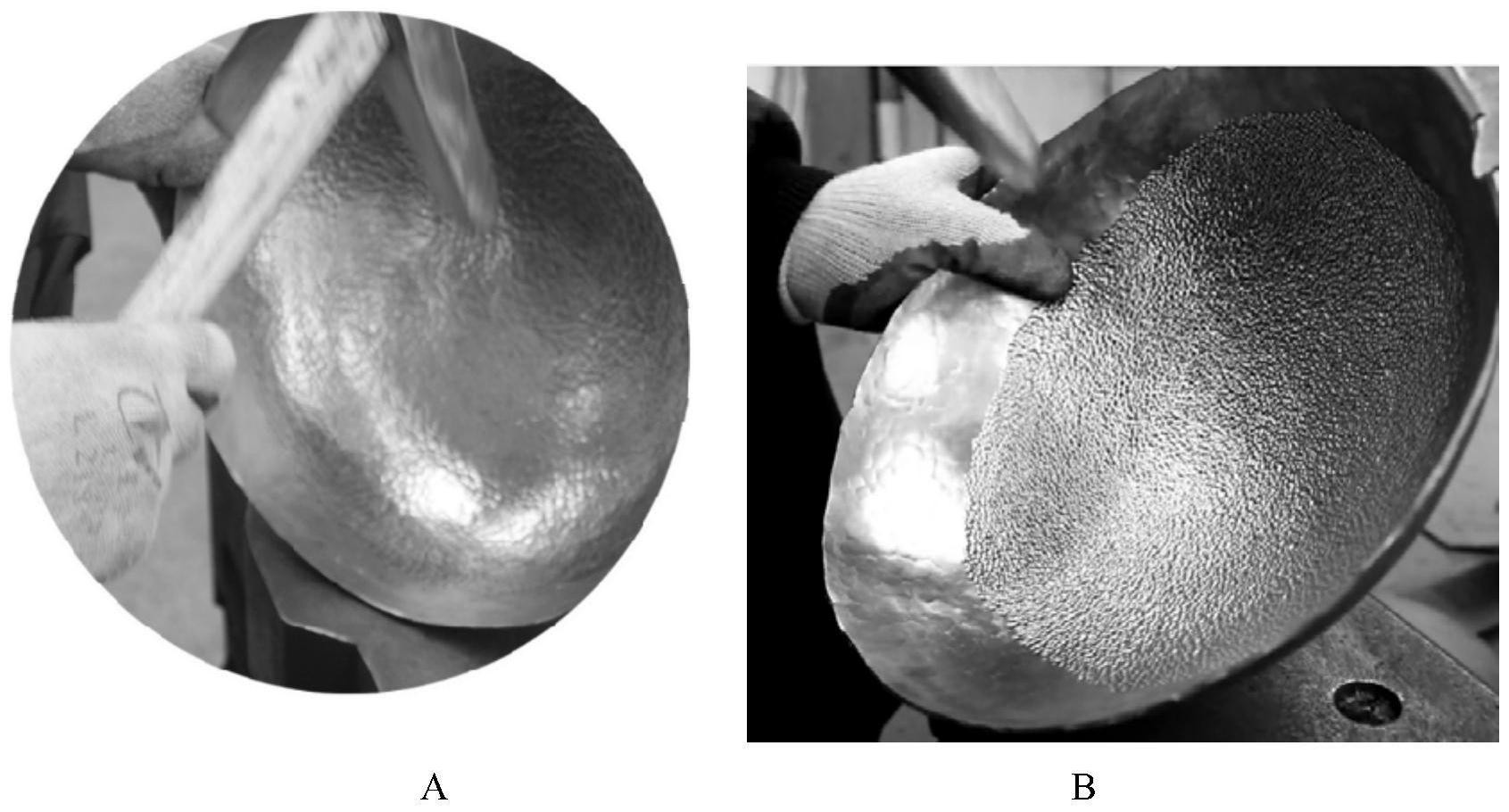
为了解决健康隐患这一难题,本发明提供了一种手工锻打铁锅的方法。本发明采 用一块纯净铁板作为材料,首先经过三次热锻,锻出锅型,改变金相组织,提升材质韧性;然 后三次冷锻,不仅把铁锅锻匀,且锤印层叠,最终形成“满天星”锤印;再卷把,形成独特的支 撑、舒适手感等;最后铁锅烤蓝,健康防锈。本发明通过手工锻打方式实现铁锅的物理不粘, 把简单的板材变成更适合“煎、炒、烹、炸”的炊具。 本发明的技术方案是:一种手工锻打铁锅的方法,其特征是,包括以下步骤: 1)原料及印标 采用良好韧性和可塑性的热轧碳素钢材(铁含量要求≥99.2%)的锅坯,锅把、锅 体为一体; 2)热锻三遍 采用电炉加热锅坯,加热温度为800℃以上的恒温加热10-15分钟,然后进行人工 锻打; 第一遍热锻:经过电炉加热后,使用圆头铁锤在距离材料边缘1/4处折边一圈,并 将折痕锻平,锤数不低于100锤; 第二遍热锻:经过电炉加热后,使用圆头铁锤在距离材料边缘1/2处折边一圈,并 4 CN 111570693 A 说 明 书 2/5 页 将折痕锻平,锤数不低于300锤; 第三遍热锻:经过电炉加热后,使用圆头铁锤锻匀整个锅体,并形成铁锅外形,锤 数不低于500锤; 3)冷锻三遍 冷锻为室温下,不加热材料,直接人工锻打; 使用铁锤为:方头大锤锤面尺寸(4±0.4cm)*(4±0.4)cm,锤头重4±0.4斤;圆头 大锤锤面直径4±0.4cm,锤头重4±0.4斤;圆头中锤锤面直径2±0.2cm铁锤,锤头重3±0.3 斤;尖头锤锤面直径3±0.3mm,锤头重3±0.3斤; 第一遍冷锻:使用方头大锤、圆头大锤,对热锻留下的折痕进行整形,锻至锅面平 滑,看不出折痕为止,锤数不低于4000锤; 第二遍冷锻:使用圆头中锤,对锅面整体锻打一遍,锤印半叠压,锻去铁锈、锻圆锅 面、锻出镜面,锤数不低于7000锤; 第三遍冷锻:使用尖头锤,对锅面整体锻打一遍,锤印并列排布,形成“满天星”锤 印;锤数不低于9600锤; 4)热锻卷把 炒锅:经过电炉再次加热,折锅把远端叠层,然后锻锅把为“U”形槽,最后合边,弯 折2个角翅拖住锅背,使得锅把倾角为7±0.5度; 5)修整锅面 对铁锅内外表面、锅边、锅把进行粗磨和细磨;粗磨对锅边棱角、锅面毛刺等修整。 细磨对锅整体进行打磨,直至光亮、圆润。 进一步的,上述铁锅还可以进一步烤蓝,具体为:先将铁锅用纯净清水擦拭干净、 晾干,再用喷枪火焰喷烤,蓝青色即可。先烤锅把,再到锅边,后绕圈匀速直至喷到锅中心。 进一步的,上述铁锅烤蓝后还进一步喷蜡,具体为:烤蓝后铁锅还有余温(100℃左 右),使用食用蜡均匀涂抹在铁锅上,涂抹时,先涂抹锅背、锅把,再到锅面,锅面涂抹注意匀 速绕圈,使得蜡膜透明不遮掩铁锅本貌而又隔绝空气与油水的效果。 进一步的,所述步骤2)的电炉电热温度:冬季设置温度为900-1000℃,其余季节设 置为800-950℃。 进一步的,所述步骤2)圆头铁锤为:大锤锤面直径6±0.5cm,锤头重8±0.5斤;中 锤锤面直径5±0.5cm,锤头重6±0.5斤;小锤锤面直径3.5±0.5cm,锤头重3±0.5斤。第一、 二遍热锻采用大锤和中锤;第三遍热锻采用中锤和小锤。 本发明在传承传统工艺的基础上,采用新的加热方式、改进锻打工艺,确保纯手工 打造的同时,提升了章丘铁锅的品质,使得铁锅升温更高、传热更快、导热更匀,无涂层而又 物理不粘。 相比一般的手工铁锅,本发明的优势如下: 1)选用精铁热轧板材(铁含量达99.23%),导热快,锅内可提升温度更高,适于煎 炒烹炸,同时,锁住食物的水分; 2)本发明通过三次冷锻设计、锤印层叠,最终形成“满天星”锤印,这种独特的“满 天星”锤印,实现物理不粘的效果; 3)锅把一体,热锻卷把,通过对铁锅把倾斜角度、尺寸比例、锅把叠层、角翅托锅等 5 CN 111570693 A 说 明 书 3/5 页 的设计,形成独特的支撑、舒适手感。 4)通过对锤头和锤击次数的控制,不仅在热锻中使锅型良好,保持锅体厚薄一致; 更重要的是在冷锻时不仅把铁锅锻匀,且锤印层叠,最终形成“满天星”锤印。 相比现有的不粘锅(涂层锅)、不锈钢锅、铝锅等,本发明采用一块铁板做锅,表里 材质一样,安全健康、无涂层、不剥落、抗磨损,经久耐用。经过开锅、保养,锅体内表面形成 纯天然防锈、不粘油膜;不怕剐蹭、可开锅修复。 附图说明 图1为本发明的锅坯图片,从图中可以看出:锅把、锅体为一体; 图2为本发明的电炉加热图片; 图3为本发明的第一遍热锻图片;从图中可以看出:去除氧化皮、距离材料边缘1/4 处折边一圈; 图4为本发明的冷锻图片;其中A图为第二遍冷锻图片,锤印半叠压如鱼鳞;B图为 第三遍冷锻图片,锤印并列排布如满天繁星; 图5为本发明热锻卷把的图片;其中A图为热锻卷把,锻锅把为“U”形槽;B图为卷好 的锅把,弯折2个角翅拖住锅背,使得锅把倾角为7度; 图6为本发明修整锅面的图片;其中A图为用砂轮修整锅把;B图为用砂轮修整锅 面。











