
技术摘要:
本发明公开了一种汽车防松螺母及其加工工艺,具有防松效果好、且易于拆卸的特点,且加工工艺高效、环保,能够满足所需性能要求,其技术方案要点是包括内层螺母和外层螺母,内层螺母的中心设有第一内螺纹孔,内层螺母呈圆筒状,外层螺母的一端上设有空腔,内层螺母安装 全部
背景技术:
汽车防松螺母是汽车中常见的紧固件,为了避免使用过程中发生螺钉、螺母松脱, 紧固失效的现象,业内针对螺钉、螺母的防松功能进行了大量的改进;传统的防松螺母的防 松措施有两类,一类是采用辅助垫圈,如弹簧垫圈、防松垫圈等,这类方法效果不明显,尤其 是在剧烈震动的工况下防松不可靠;另一类是赋予螺母自身防松功能,这就出现了各种各 样的防松螺母,归纳起来这些防松螺母不外乎是采用两种办法来增强防松能力,一是改变 螺母结构,二是改变螺母螺纹牙形;这些防松螺母虽然防松能力有所增强,效果还是不够明 显,且部分防松螺母通过旋紧后破坏螺纹牙形的方式起到防松作用,虽然防松效果好,但难 以拆卸;因此本设计针对现有防松螺母的弊端进行了改进,且采用了新的工艺和相应设备, 使得防松螺母能够满足所需性能要求,且加工工艺高效、环保。
技术实现要素:
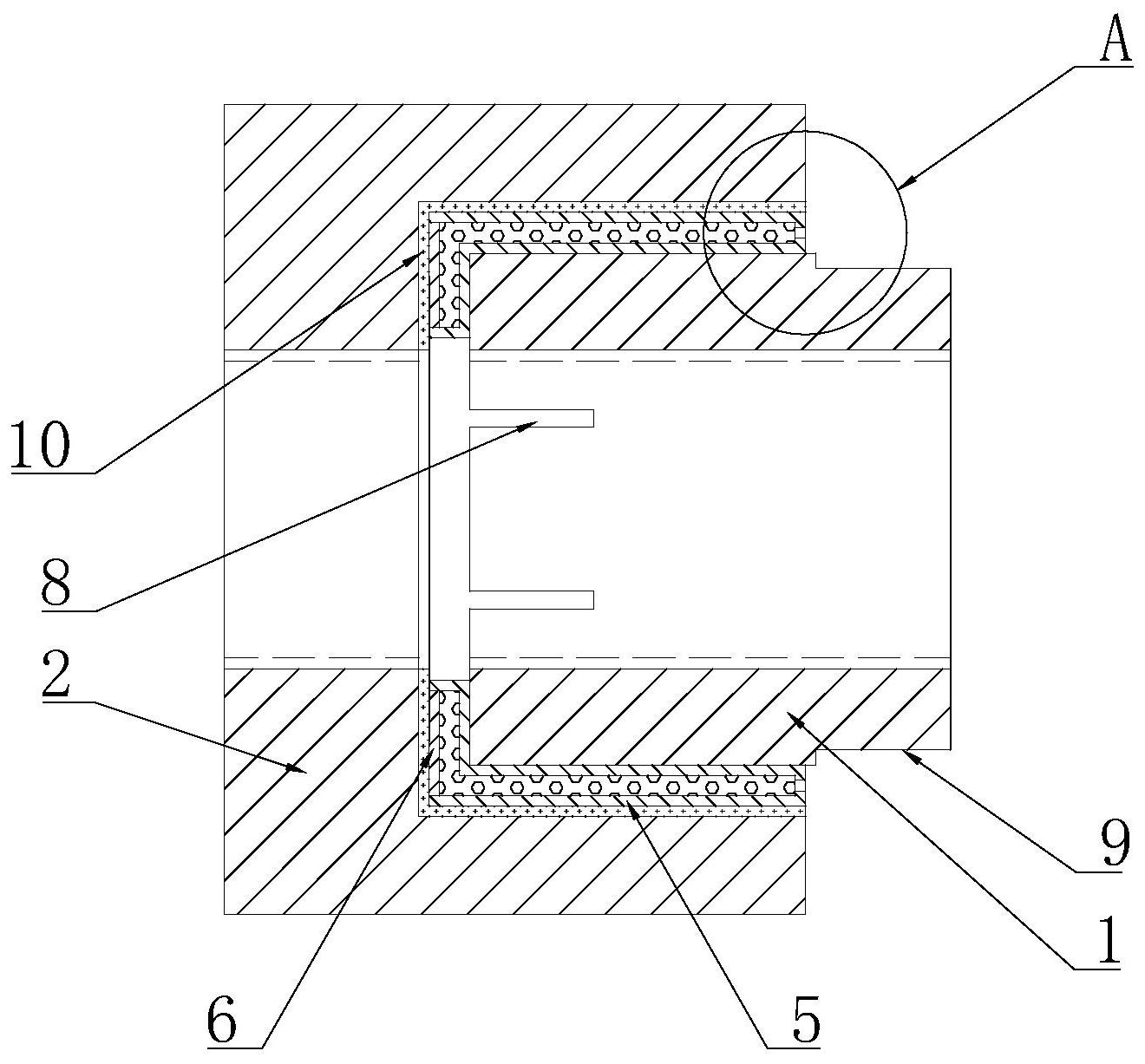
本发明的目的是提供一种汽车防松螺母及其加工工艺,具有防松效果好、且易于 拆卸的特点,且加工工艺高效、环保,能够满足所需性能要求。 本发明的目的是这样实现的:一种汽车防松螺母,包括内层螺母和外层螺母,内层 螺母的中心设有第一内螺纹孔,内层螺母呈圆筒状,外层螺母的一端上设有空腔,内层螺母 安装于空腔内,外层螺母的另一端上设有第二内螺纹孔,第一内螺纹孔的内径和第二内螺 纹孔的内径相同,空腔内还设有间隙补偿组件,间隙补偿组件包括金属壳体和膨胀橡胶,金 属壳体包括置于内层螺母和外层螺母径向之间的第一主体和置于内层螺母和外层螺母轴 向之间的第二主体,第一主体和第二主体相互连通形成容腔,膨胀橡胶的外形结构与容腔 结构相同且安装于容腔内,金属壳体上远离第二内螺纹孔的一端设有若干开孔。 本发明进一步设置为:所述内层螺母上靠近第二内螺纹孔的一端上设有若干槽 口,槽口贯穿内层螺母的内壁和外壁。 本发明进一步设置为:所述外层螺母远离第二内螺纹孔的一端的外周壁上还设有 旋拧槽。 本发明进一步设置为:所述空腔的内壁上焊有锡层,锡层的熔点温度为70-80℃。 通过间隙补偿组件的设置,使得通过吸水或吸油的方式起到膨胀作用,使得螺母 能够起到良好的防松效果,且需要拆卸时,通过加热熔融锡层,产生间隙,能够达到轻松拆 卸的作用。 一种汽车防松螺母的加工工艺,包括以下步骤: 一、备料:内层螺母和外层螺母的材料包含的元素及各个元素的质量百分比为: C:1.0-1.5%,Si:1.0-2.0%,Cr:1-1.3%,Cu:1.0-1.5%,Mn:0.3-0.5%,Ni:0.5- 1.0%,Mo:0.2-0.5%,Ti:0.8-0.12%,Nb:0.1-0.3%,余量为Fe和不可避免的杂质; 5 CN 111609019 A 说 明 书 2/8 页 二、浇铸:将熔融后的原料注入成型模具中浇铸,浇铸温度为1400-1450℃,然后冷 却脱模,形成料胚; 三、热处理:将料胚放入加热炉中进行加热处理,第一步,放入200-250℃的炉温 中,保温1小时;第二步,放入400-450℃的炉温中,保温1小时;第三步,放入600-650℃的炉 温中,保温1小时;然后进行淬火处理,淬火剂的按质量百分比包括以下组分,氯化钠:3%、 硝酸钾:5%、氢氧化钾:5%、其余为水;清洗后,将进行回火,回火温度为250-280℃保温,保 温2-3小时空冷; 四、精加工:进行攻丝和外形尺寸精加工得到内层螺母和外层螺母; 五、防锈处理:将内层螺母和外层螺母进行阳极氧化处理,清洗干净后浸入至封闭 剂溶液中,浸入时长5-8分钟,然后烘干处理。 六、镀锡处理:在外层螺母的空腔内壁上喷镀锡合金液,固化后形成0.5-2mm厚度 的锡层,锡层内壁打磨后装入间隙补偿组件,间隙补偿组件与锡层过渡配合或过盈配合。 本发明进一步设置为:步骤三中,加热炉采用温度自控加热炉,温度自控加热炉包 括炉体和供气系统,炉体顶部设有烟囱,所述炉体内设有若干透气隔板,透气隔板将炉体由 上至下分隔呈第一加热腔、第二加热腔、第三加热腔和第四加热腔,第一加热腔、第二加热 腔、第三加热腔和第四加热腔上均安装有炉门,第四加热腔的底部设有与供气系统连通的 供气喷头,加热处理过程中,将料胚依次送入第一加热腔、第二加热腔、第三加热腔和第四 加热腔内实现保温处理; 本发明进一步设置为:供气系统包括燃气储罐、燃气供气支路、空气储罐、空气供 气支路、用于控制燃气供气支路和空气供气支路状态的微控制器,燃气供气支路包括依次 设置的第一调压单元和第一供气单元,第一调压单元包括依次串设的第一节流阀、第一调 压阀和第一通断阀,第一供气单元包括依次串设的第一比例电磁阀、第一气体流量计和第 二通断阀,空气供气支路包括依次设置的第二调压单元和第二供气单元,第二调压单元包 括依次串设的第二节流阀、第二调压阀和第三通断阀,第二供气单元包括依次串设的第二 比例电磁阀、第二气体流量计和第四通断阀,第二通断阀和第四通断阀的出气端均与供气 喷头连通。 本发明进一步设置为:所述第一气体流量计和第二通断阀之间还设有第一储气 缸,第二气体流量计和第四通断阀之间还设有第二储气缸,第一储气缸和第二储气缸均包 括缸体、用于将缸体分隔成有杆腔和无杆腔的活塞,无杆腔上设有进气孔和出气孔,有杆腔 内设有复位弹簧。 本发明进一步设置为:所述供气喷头包括相连接的供气阀和供气管,供气阀包括 依次串设的输入部、混合腔,输入部包括两个输入通道,两个输入通道分别与第二通断阀和 第四通断阀的出气端相连通,两个输入通道的末端与混合腔连通,混合腔与供气管之间设 有单向阀和第五通断阀,两个输送通道内均还设有叶轮组件,叶轮组件包括轮体和传动轴, 两根传动轴之间通过设置于两个输送通道之间的齿轮组啮合连接,输送通道的外侧还设有 控制其中一根传动轴转动的电机,电机由微控制器控制。 本发明进一步设置为:所述透气隔板包括上下叠合的定板和动板,定板固定于炉 体内,动板滑动安装于炉体内,定板和动板上设有对应设置的透气孔,定板和动板均为双层 复合结构,外层为钢架层,内层为粘土砖耐火层,炉体外侧还设有用于驱动动板水平滑动的 6 CN 111609019 A 说 明 书 3/8 页 伺服电缸,伺服电缸由微控制器控制,第一加热腔、第二加热腔、第三加热腔和第四加热腔 内分别设有第一温度传感器、第二温度传感器、第三温度传感器和第四温度传感器。 本发明进一步设置为:步骤三中,温度自控加热炉包括供气准备阶段和供气燃烧 阶段: 供气准备阶段:第一通断阀和第三通断阀开启,燃气储罐中的燃气通过第一比例 电磁阀和第一气体流量计进入第一储气缸内,空气储罐中的空气通过第二比例电磁阀和第 二气体流量计进入第二储气缸内,第一气体流量计和第二气体流量计测量对应通过的流量 信号,并将信号反馈至微控制器,微控制器根据燃气和空气的预设比值调节第一比例电磁 阀和第二比例电磁阀的开度; 供气燃烧阶段:当第一气体流量计和第二气体流量计测量获得的流量信号经过微 控制器计算复合要求后,微控制器控制第三通断阀、第四通断阀和第五通断阀打开,同时微 控制器控制电机启动,电机驱动叶轮组件转动,叶轮将燃气和空气送入混合腔内,进行供气 燃烧; 第四温度传感器检测第四加热腔内炉体的温度变化,若温度低于预设值,则微控 制器调快电机的转速,增加供气量;若温度高于预设值,则微控制器调慢电机的转速,降低 供气量; 第三温度传感器检测第三加热腔内炉体的温度变化,若温度低于预设值,则微控 制器控制对应的伺服电缸控制动板平移,增加动板和定板之间的孔隙面积;若温度高于预 设值,则减小动板和定板之间的孔隙面积; 第二温度传感器检测第二加热腔内炉体的温度变化,若温度低于预设值,则微控 制器控制对应的伺服电缸控制动板平移,增加动板和定板之间的孔隙面积;若温度高于预 设值,则减小动板和定板之间的孔隙面积; 第一温度传感器检测第一加热腔内炉体的温度变化,若温度低于预设值,则微控 制器控制对应的伺服电缸控制动板平移,增加动板和定板之间的孔隙面积;若温度高于预 设值,则减小动板和定板之间的孔隙面积。 通过采用上述工艺获得的产品,具有良好韧性、耐磨等要求,满足基本使用要求, 又能够通过自身的高韧性达到相应的形变要求,具有良好的防松性能;且在热处理过程中 采用特定的加热炉,能够达到满足热处理温度温度的要求,且整体能耗低,更加节能环保。 附图说明 图1是本发明中的汽车防松螺母的结构示意图; 图2是本发明图1的A部放大结构示意图; 图3是本发明中炉体的结构示意图; 图4是本发明中供气系统的结构示意图; 图5是本发明中供气阀的结构示意图; 图中附图标记为:1、内层螺母;2、外层螺母;3、金属壳体;4、膨胀橡胶;5、第一主 体;6、第二主体;7、开孔;8、槽口;9、旋拧槽;10、锡层;11、导流孔;12、炉体;13、烟囱;14、第 一加热腔;15、第二加热腔;16、第三加热腔;17、第四加热腔;20、燃气储罐;21、第一节流阀; 22、第一调压阀;23、第一通断阀;24、第一比例电磁阀;25、第一气体流量计;26、第二通断 7 CN 111609019 A 说 明 书 4/8 页 阀;27、第一储气缸;30、空气储罐;31、第二节流阀;32、第二调压阀;33、第三通断阀;34、第 二比例电磁阀;35、第二气体流量计;36、第四通断阀;37、第二储气缸;38、无杆腔;39、有杆 腔;40、复位弹簧;41、供气阀;42、供气管;43、输入通道;44、混合腔;45、单向阀;46、第五通 断阀;47、轮体;48、传动轴;49、齿轮组;50、电机;51、定板;52、动板;53、伺服电缸;54、第一 温度传感器。











