
技术摘要:
本发明公开一种乙二醇基溶液电解电火花复合线切割加工方法,包括:步骤1、将工件和线电极装夹到机床上;步骤2、在工作液槽中加入工作液;所述工作液的溶剂为乙二醇;步骤3、将工件接脉冲电源正极,线电极接脉冲电源负极;步骤4、调整工件和线电极的相对位置,保证初始 全部
背景技术:
电解电火花复合线切割加工方法是一种结合了电解加工和电火花加工的复合加 工方法。 电解线切割加工是基于金属工件在工作液中产生电化学阳极溶解的原理进行加 工的加工方法,这种方法加工表面无重铸层,表面质量高,但是加工效率较低。电火花线切 割加工是基于工具与工件之间电火花放电产生的瞬时高温来去除材料的,其加工效率比电 解线切割高很多,但是加工过程中会在工件表面形成重铸层,影响工件的疲劳寿命。电解电 火花复合线切割加工能结合电解加工和电火花加工两种方法的优点,首先利用电火花放电 作用快速去除材料,然后利用电解作用去除工件表面的重铸层,提高表面质量。这种加工方 法为非接触式加工,加工过程不受材料硬度强度的影响,非常适合难切削材料的加工。 由于电解电火花复合加工需要工作液具有一定的电导率,来保证在电火花加工后 的表面产生电化学溶解作用,传统的电解电火花复合加工常采用水基溶液作为工作液。然 而,由于电流密度较低,采用传统的水基工作液在加工铝及铝合金,钛及钛合金等金属材料 时,表面容易不断产生钝化膜阻碍电化学溶解反应的正常进行,导致重铸层电化学溶解去 除不均匀,从而影响加工表面质量。 因此,目前亟需一种表面加工质量好、加工效率较高的线切割加工方法。
技术实现要素:
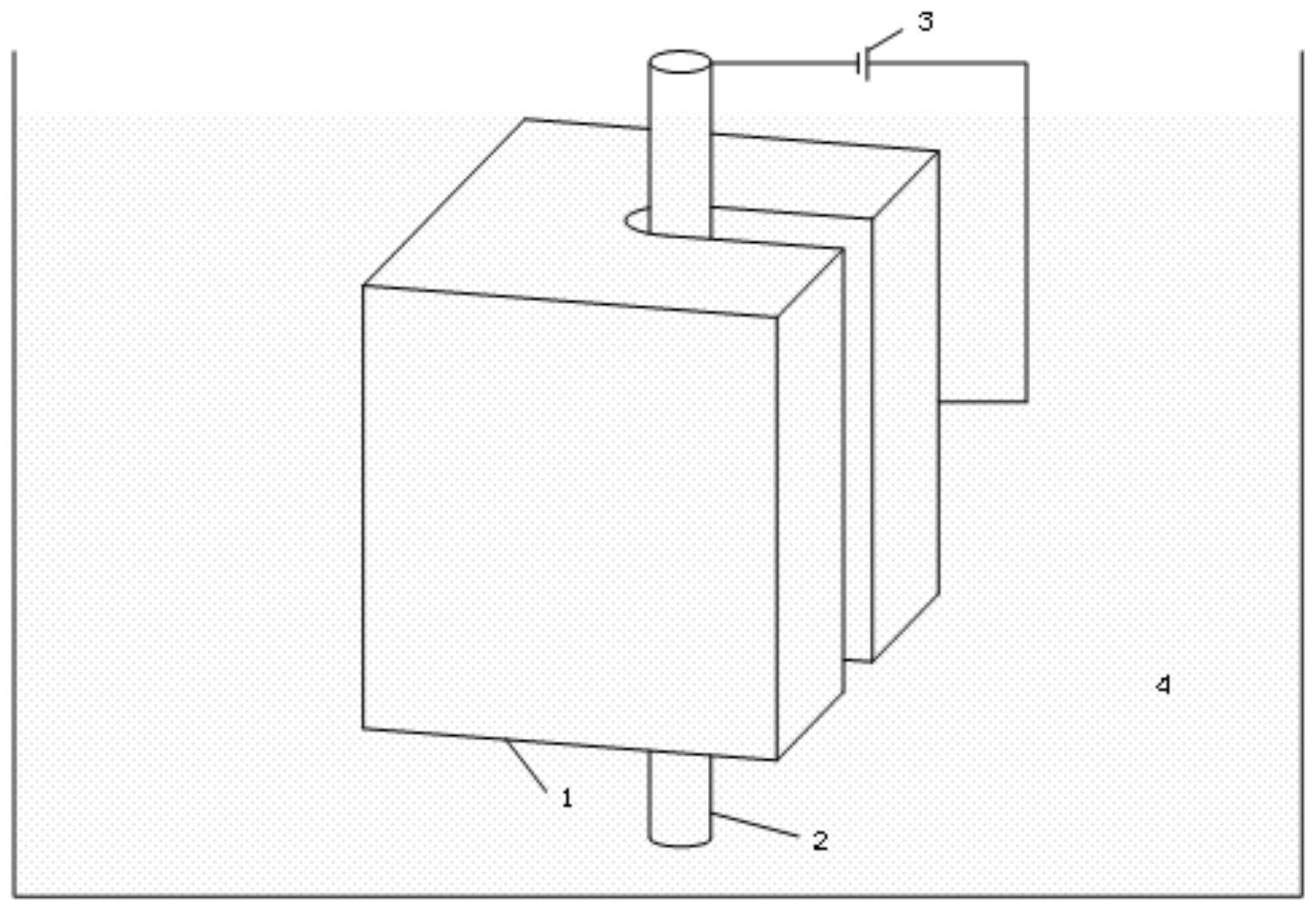
本发明的目的是提供一种乙二醇基溶液电解电火花复合线切割加工方法,以解决 现有技术存在的问题,能够有效提高电解加工质量及效率。 为实现上述目的,本发明提供了如下方案:本发明提供一种乙二醇基溶液电解电 火花复合线切割加工方法,包括如下步骤: 步骤1、将工件和线电极装夹到机床上; 步骤2、在工作液槽中加入工作液;所述工作液的溶剂为乙二醇; 步骤3、将工件接脉冲电源正极,线电极接脉冲电源负极; 步骤4、调整工件和线电极的相对位置,保证初始加工间隙; 步骤5、开启脉冲电源,同时线电极进给,开始对工件进行电解电火花复合线切割 加工。 优选地,所述工作液的溶质为氯化钠、硝酸钠电解质。 优选地,所述电解电火花复合线切割加工过程中,工件和线电极的端面间隙产生 电火花放电作用,用于去除工件材料;所述工件和线电极的侧面间隙产生电解作用,用于去 除电火花加工过程中工件表面产生的重铸层。 3 CN 111545850 A 说 明 书 2/6 页 优选地,所述工作液浓度为0.2~2mol/L。 优选地,所述脉冲电源的脉冲频率设置为100~300kHz。 优选地,所述线电极的进给速度设置为0.2~1.4μm/s。 本发明公开了以下技术效果: 本发明提出一种采用乙二醇基溶液作为工作液代替传统的水基工作液进行电解 电火花复合线切割加工方法,由于乙二醇基溶液具有良好的钝化膜抑制性和一定的电导 率,本发明解决了铝及铝合金,钛及钛合金等金属材料在水基溶液中容易不断产生钝化膜 导致表面加工质量差、重铸层去除不均匀的问题,同时加工过程中的电火花放电作用能有 效地提高加工效率。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施 例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图 获得其他的附图。 图1为本发明乙二醇基溶液电解电火花复合线切割加工原理示意图; 图2为本发明实施例中加工间隙分布示意图; 图3为本发明实施例中不同浓度的硝酸钠乙二醇溶液加工出的铝微缝结构电镜 图,其中,图3(a)、3(b)、3(c)分别为0.2mol/L,1mol/L,2mol/L浓度的硝酸钠乙二醇溶液加 工出的铝微缝结构电镜图; 图4为本发明实施例中工作液浓度对铝微缝结构宽度的影响折线图; 图5为本发明实施例中采用不同浓度的硝酸钠乙二醇溶液时线电极损耗示意图, 其中,图5(a)、5(b)、5(c)分别为采用0.2mol/L,1mol/L,2mol/L浓度的硝酸钠乙二醇溶液时 线电极损耗示意图; 图6为本发明实施例中脉冲电源设置为不同脉冲频率时加工出的铝微缝结构电镜 图,其中,图6(a)、6(b)、6(c)分别为脉冲电源设置为100kHz,200kHz,300kHz的脉冲频率时 加工出的铝微缝结构电镜图; 图7为本发明实施例中脉冲频率对铝微缝结构加工效果的影响折线图; 图8为本发明实施例中线电极设置为不同进给速度时加工出的铝微缝结构电镜 图,其中,图8(a)、8(b)、8(c)、8(d)分别为进给速度设置为0.2μm/s,0.6μm/s,1.0μm/s,1.4μ m/s时加工出的铝微缝结构电镜图; 图9为本发明实施例中进给速度对铝微缝结构加工效果的影响折线图; 其中,1为工件,2为线电极,3为脉冲电源,4为工作液,5为端面间隙,6为侧面间隙。











