
技术摘要:
本发明涉及一种砂芯及其铸造模具,所述砂芯包括外壳芯、内芯;所述外壳芯为覆膜砂模,所述内芯为砂芯;所述内芯包括垂直流道、横向流道以及环形流道,所述环形流道环绕垂直流道的外周,所述垂直流道的中间以及下端分别设置有环槽,垂直流道的中间环槽纵向前后两端分别 全部
背景技术:
采用普通的浇铸工艺,浇铸形成的铸件产品外表粗糙,无法满足客户需求,后续需 要件进行性打磨、抛光,且在打磨、抛光过程无法精确控制其外形尺寸。
技术实现要素:
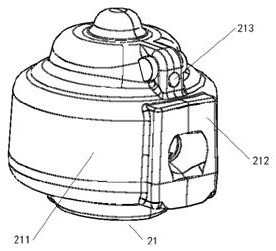
为解决上述问题,本发明提出了一种砂芯及其铸造模具。 本发明的技术方案: 一种砂芯,所述砂芯包括外壳芯、内芯;所述内芯扣合在外壳芯内,所述外壳芯与内芯 之间构成与待浇注铸件形状相对应的浇注空间;所述外壳芯为覆膜砂模,所述内芯为砂芯; 所述内芯包括一个垂直流道、一个横向流道以及一个环形流道,所述环形流道环绕垂直流 道的外周,所述垂直流道的中间以及下端分别设置有环槽,垂直流道的中间环槽纵向前后 两端分别通过纵向辅助流道连接环形流道,所述环形流道的右下端连接有竖向辅助流道, 竖向辅助流道下端与垂直流道的下端环槽连接,构成所述内芯的下端,所述横向流道的左 端连接竖向辅助流道,所述垂直流道的上端即为所述内芯的上端,横向流道的右端即为所 述内芯的右端;所述内芯扣合在外壳芯内,内芯的上端、下端、右端分别一一对应并伸入设 置在外壳芯内壁上端、下端、右端的槽内;所述外壳芯左端设置有冒口颈,外壳芯下端设置 有排气孔以及溢流针口,冒口颈正对横向流道的左端,排气口正对垂直流道的下端。 所述外壳芯包括左半壳芯与右半壳芯,左半壳芯与右半壳芯相对称,在左半壳芯 和/或右半壳芯上设置有定位凸点,在左半壳芯和/或右半壳芯上设置有定位口,左半壳芯 与右半壳芯扣合,定位凸点一一对应并伸入定位口内;所述左半壳芯与右半壳芯粘连。 所述砂芯在运行过程中竖直堆叠放置;考虑到,外壳芯与内芯之间必然留有配合 间隙,若侧放,内芯上下没有着力点,这样,在颠簸过程,随着模具的起伏,内芯会在外壳芯 内上下串动,受力点作用于横置垂直流道上,且垂直流道直径小,这样,易造成垂直流道断 裂,进而损坏内芯;而采竖直放置,内芯的上端、下端分别定位于外壳芯上,有着力点,这样, 在颠簸过程,随着模具的起伏,内芯不会上下串动,也就避免内芯的损坏。 所述定位凸点上、定位槽内涂布胶水,粘连粘连左半壳芯与右半壳芯;模具侧放, 左半壳芯与右半壳芯在重力作用下,会保持贴合,这样,选用普通胶水,胶水固化时间长,并 不会对模具造成多大影响;模具竖直放置,若采用普通胶水,其固化时间长,在胶水未固化 时,左半壳芯与右半壳芯在重力作用,上端会分离,无法保证左半壳芯与右半壳芯完全扣 合,需要待胶水固化后方可松开左半壳芯与右半壳芯压合,耗时长;若采用快干胶,虽然快 干胶能够快速固化,仅仅十几秒的时间就能够实现固化,但分别涂布所述定位凸点上、定位 槽内,未等左半壳芯与右半壳芯扣合,快干胶已经固化,也就无法起到粘连的作用;为此进 一步,所述外壳芯外周面上沿着左半壳芯与右半壳芯的接缝设置有若干胶槽,胶槽由为两 4 CN 111604478 A 说 明 书 2/4 页 个半槽对接构成,两个半槽分别位于左半壳芯、右半壳芯上,所述胶槽内涂布快干胶,粘连 左半壳芯与右半壳芯;这样,现将左半壳芯与右半壳芯扣合后,再在胶槽内涂快干胶,从而 很好的解决了左半壳芯与右半壳芯快速粘连的问题;考虑到,快干胶固化后,会影响外壳芯 的外形尺寸,影响后续浇铸,设计胶槽,这样快干胶涂布在胶槽内,有效保证外壳芯的外形 尺寸符合要求。 所述左半壳芯与右半壳芯的外表面中间位置分别设置有挖空槽,所述挖空槽距离 浇口40mm,且在挖孔槽内设置有加强筋,所述加强筋与左半壳芯或右半壳芯一体,连接挖空 槽上下;设计挖空槽减少的外壳芯壁厚,这样有利于排气、冷却;考虑到,挖空槽的设计必然 降低了外壳芯的整体强度,增加加强筋进行加固,其虽然达不到原有未设置挖空槽时的强 度,但已经足以保证浇注以及运输时外壳芯不会损坏;在实际浇注过程中,发现容易出现, 铁水流入挖空槽的现象,进一步,设计挖空槽与冒口颈的距离为40mm,这个距离能够有效防 止铁水流入挖空槽。 所述左半壳芯与右半壳芯的外表面上分别设置有挡水块,挡水块与左半壳芯、右 半壳芯一体,位于冒口颈与挖空槽之间;进一步设置挡水块,能够有效防止浇注时,铁水进 入挖空槽。 一种铸造模具,所述铸造模具包括模具型板以及若干设置在模具型板上的砂芯; 所述砂芯为上述砂芯;所述模具型板上表面中心位置设有浇口,所述模具型板下表面中心 位置设置有直浇道窝,浇口与直浇道窝对正;所述砂芯共六个,两两一组,绕浇口均匀分布, 所述砂芯嵌装在模具型板上,所述模具型板上表面设置有三个补缩冒口,补缩冒口分别位 于同组两个砂芯中间位置,所述模具型板下表面上设置有三个冒口道窝,同组两个砂芯中 间位置,冒口道窝与补缩冒口一一对正,冒口道窝分别两侧的砂芯的冒口颈连接;所述模具 型板设置有若干横浇道,位于模具型板上表面的横浇道连接补缩冒口,位于模具型板下表 面的横浇道穿过直浇道窝,并与位于模具型板上表面的横浇道对正。 所述铸造模具还包括六个上模座,所述上模座嵌装在模具型板上,所述砂芯倒置 于模具型板下方,所述上模座置于模具型板上方,砂芯穿过模具型板一一对应伸入上模座 内;所述上模座上设置有两个孔,两个孔分别与对应砂芯上的排气孔、溢流针口对应连通。 所述铸造模具还包括出气针、溢流针,出气针、溢流针分别穿过上模座上的孔,并 插入对应砂芯上的排气孔、溢流针口内。 本发明优点是,设计合理,构思巧妙,浇注空间于砂芯内部,由外壳芯构成铸件的 外表面,这样,使得浇铸形成的铸件外表光洁,仅仅需要简单的修磨即可满足客户对铸件产 品的需求。 附图说明 图1是实施例1中铸造模具立体图。 图2是实施例1中铸造模具俯视图。 图3是实施例1中铸造模具仰视图。 图4是实施例1中砂芯的外壳芯立体图。 图5是实施例1中砂芯的内芯立体图。 图6是实施例2中砂芯的外壳芯结构示意图。 5 CN 111604478 A 说 明 书 3/4 页 图中模具型板1、直浇口11、直浇道窝12、补缩冒口13、冒口道窝14、上1#横浇道15、 2#横浇道16、下3#横浇道17、砂芯2、外壳芯21、左半壳芯211左半壳芯212、胶槽213、挖空槽 214、加强筋215、挡水块216、内芯22、垂直流道221、横向流道222、环形流道223、上模座3、出 气针4、溢流针5。











