
技术摘要:
本发明涉及振膜技术领域,具体涉及一种硅胶振膜胶带及硅胶振膜胶带制备方法,该硅胶振膜胶带制备方法包括硅料配制、混炼成胶、吹压合模和辊压定型;所述吹压合模中使用的合模机包括机架、压模、辊膜柱和控制器;由于硅胶振膜注塑的生产方式,限制了硅胶振膜的膜层厚度 全部
背景技术:
振膜对微型扬声器的放声性能有着至关重要的作用,它决定了扬声器由力到声的 转换质量和扬声器的承受功率以及重放音质的优劣;振膜材料要求密度小、刚性好和阻尼 适中;振膜密度越小,质量越轻,振动速度最快;其刚度主要决定了扬声器可能出现的分割 振动频率;振膜的理想振动的情况是:音圈启动时振膜要立即启动,当音圈没有音频电流流 过停止动运时,振膜也要立即停住,需要兼顾前后振膜的内部阻尼适中为好;关于声学器件 中振膜作用的介绍,可参见:吴宗汉,振膜系统材料特性对传声器相关特性影响分析[J],电 声技术,2009(No.10) .17-19。 硅胶振膜制备的厚度关系到其在声学仪器中的作用效果,传统注塑方式制得的硅 胶振膜厚度难以达到50μm以下,限制了硅胶振膜的使用效果,同时在注塑制备硅胶振膜的 过程中,模腔中生产振膜的性能参数难以稳定,有效的生产速率同样受到影响。 现有技术中也出现了一些关于硅胶振膜胶带及硅胶振膜胶带制备方法的技术方 案,如申请号为2017108902017的一项中国专利公开了一种硅胶振膜胶带制备方法及硅胶 振膜胶带,该制备方法包括如下步骤:将甲基乙烯基硅橡胶、气相白炭黑、添加剂和交联剂 依次加入搅拌桶中并搅拌30~60min形成硅胶胶水;将所述硅胶胶水倒入储胶罐中,并抽成 真空消除气泡;将上述消除气泡的硅胶胶水通入涂布头,均匀涂布在第一功能薄膜层表面, 形成胶黏剂层;通过复合压辊将所述胶黏剂层与第二功能薄膜层贴合,形成硅胶振膜胶带; 经收卷轴将硅胶振膜胶带收成卷状;该技术方案中的硅胶振膜胶带,与现有硅胶振膜胶带 相比,声学阻尼性能提升,总谐波失真减小8%、听音良率达98%;但是该技术方案中。 鉴于此,为了克服上述技术问题,本公司设计研发了一种硅胶振膜胶带及硅胶振 膜胶带制备方法,采用了特殊的制备装置和方法,解决了上述技术问题。
技术实现要素:
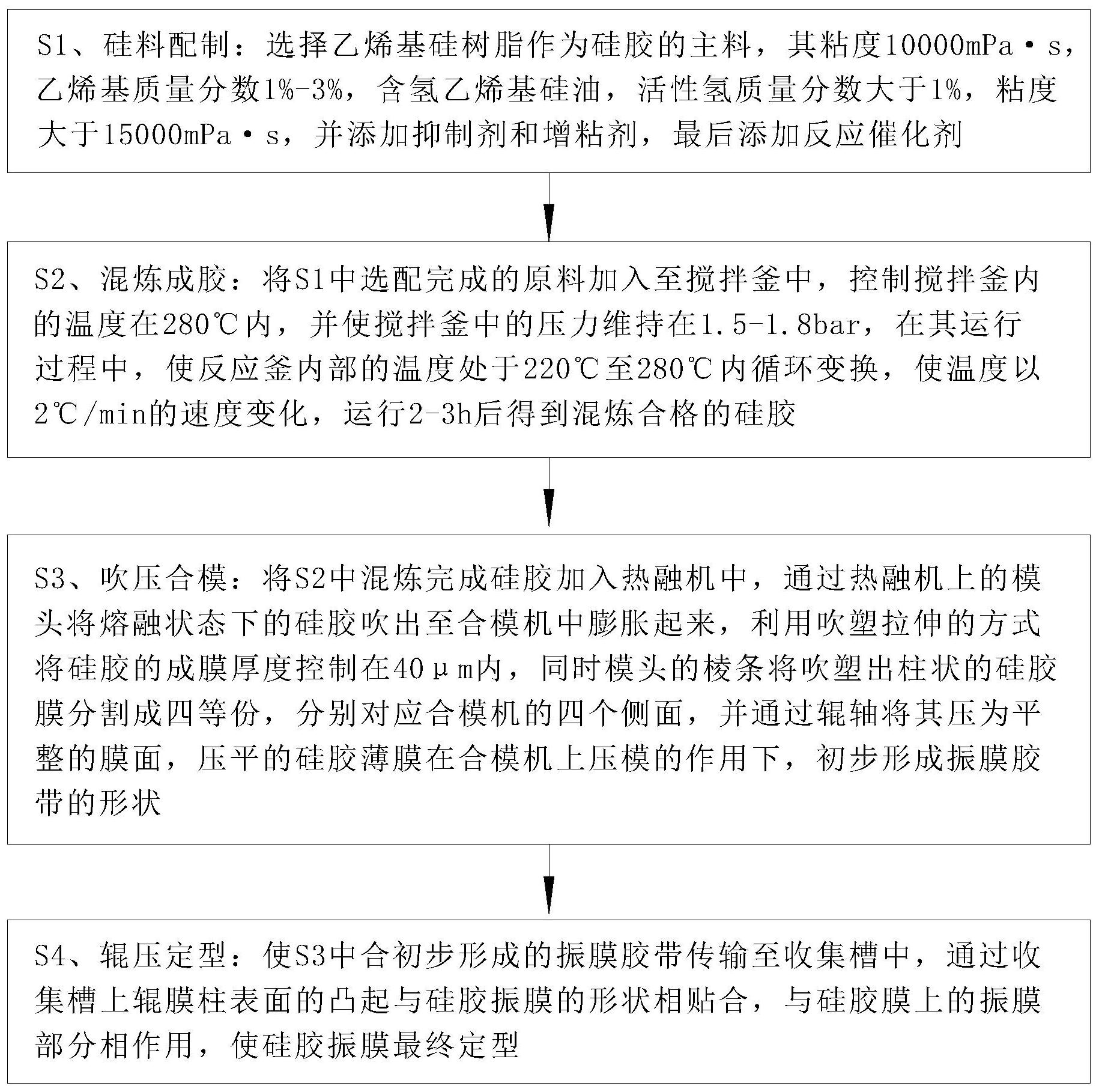
为了弥补现有技术的不足,本发明提出了一种硅胶振膜胶带及硅胶振膜胶带制备 方法,通过设置在合模机上的压模,配合辊膜柱上的凸起,对吹塑拉伸的硅胶膜片先后进行 振膜的造型过程,降低了硅胶振膜定型的厚度,同时利用棱条将吹塑出的柱状硅胶膜分为 四等份,增加了硅胶振膜的生产量,从而改良了硅胶振膜胶带的制备方法。 本发明所述的一种硅胶振膜胶带制备方法:该方法步骤如下: S1、硅料配制:选择乙烯基硅树脂作为硅胶的主料,其粘度10000mPa·s,乙烯基质 量分数1%-3%,含氢乙烯基硅油,活性氢质量分数大于1%,粘度大于15000mPa·s,并添加 抑制剂和增粘剂,最后添加反应催化剂; S2、混炼成胶:将S1中选配完成的原料加入至搅拌釜中,控制搅拌釜内的温度在 4 CN 111572072 A 说 明 书 2/7 页 280℃内,并使搅拌釜中的压力维持在1.5-1.8bar,在其运行过程中,使反应釜内部的温度 处于 220℃至280℃内循环变换,使温度以2℃/min的速度变化,运行2-3h后得到混炼合格 的硅胶;搅拌釜内循环的温度变化过程促进了其中混炼物的混匀效果,匀速的温度变化利 于消除混炼胶中各种混合物之间的内应力,进而维持混炼胶相对稳定的状态; S3、吹压合模:将S2中混炼完成硅胶加入热融机中,通过热融机上的模头将熔融状 态下的硅胶吹出至合模机中膨胀起来,利用吹塑拉伸的方式将硅胶的成膜厚度控制在40 μ m内,同时模头的棱条将吹塑出柱状的硅胶膜分割成四等份,分别对应合模机的四个侧面, 并通过辊轴将其压为平整的膜面,压平的硅胶薄膜在合模机上压模的作用下,初步形成振 膜胶带的形状;利用吹塑的方式替代硅胶振膜的注塑成型,制取厚度更薄的振膜产品,来获 得硅胶振膜更好的性能效果,通过合模机将吹塑出的柱状硅胶膜分割开来,解决了吹塑成 膜过程对振膜成型的干扰,并同时提升了硅胶振膜的生产效率; S4、辊压定型:使S3中合初步形成的振膜胶带传输至收集槽中,通过收集槽上辊膜 柱表面的凸起与硅胶振膜的形状相贴合,与硅胶膜上的振膜部分相作用,使硅胶振膜最终 定型;通过辊膜柱上的凸起对硅胶振膜进行定型,确保了硅胶膜加工形变中的振膜造型; 其中,S3中所述的合模机包括机架、压模、辊膜柱和控制器;所述机架的底部设有 热融机,热融机上设置有锥台状的模头;所述模头的四个锥棱上设置有凸出的棱条,棱条上 的尖棱沿模头的锥棱延伸;所述模头的上方设有倒置的棱台,棱台顶端的四个边上设置有 风口,棱台的中部设置有风管;所述棱台的风口上方分别设有对应的压模,压模安装在机架 上,通过压模将硅胶膜压合成振膜的造型;所述机架的顶端设置有连通至风管的气泵,机架 顶端的四条边上设置有转动安装的筒轴,筒轴对应的机架四侧设有收集槽;所述收集槽上 设置有辊膜柱,辊膜柱上设置有对应振膜形状的凸起;所述控制器控制气泵和辊膜柱的运 行;硅胶振膜在声学应用中需要将声信号准确的传递出来,对硅胶振膜的性能参数有着较 高的要求,由于硅胶振膜往往通过注塑到模腔中的生产方式,限制了硅胶振膜的膜层厚度, 同时注塑生产的硅胶振膜受模腔成型过程的干扰,具备未完全消除的内应力,继而降低了 硅胶振膜使用中的性能效果;因此,本发明通过设置的合模机以吹塑的方式生产出硅胶膜, 设置在棱台上的风口使吹塑的硅胶膜导向为四面,配合棱条将其分别切割成单一的膜片, 并通过合模机上的压模对膜片进行初步的振膜造型,使得吹塑出的膜片在振膜造型前分为 四份,最后由辊膜柱对膜片的牵引作用将其带出,在辊膜柱上的凸起对膜片上的振膜定型; 本发明利用了设置在合模机上的压模,配合辊膜柱上的凸起,对吹塑拉伸的硅胶膜片先后 进行振膜的造型过程,降低了硅胶振膜定型的厚度,同时利用棱条将吹塑出的柱状硅胶膜 分为四等份,增加了硅胶振膜的生产量,从而改良了硅胶振膜胶带的制备方法。 优选的,所述棱条的顶端设置有支承球,支承球对应的机架上设置有托块,支承球 架在托块上;所述棱条的顶端之间设有辊轴,辊轴的一端贯穿支承球伸出,辊轴的另一端上 设置有辊座,辊座固定在支承球上;棱条将吹塑出的硅胶膜分割成四部分,继而在分割的硅 胶膜片上通过压模来压制振膜,由于吹塑出的硅胶膜需要生产不同规格的硅胶振膜,而棱 条也需要对应的调整其尖棱分割硅胶膜的角度;通过设置在棱条顶端的支承球架在机架的 托块上,在切换生产不同规格的硅胶振膜时,直接将托块上的棱条更换下来,继而达到了合 模机切换生产硅胶振膜的规格,设置在棱条顶端之间的辊轴辅助硅胶膜片引导至合模机的 压模上,稳定了合模机对膜片进行硅胶振膜的压制过程,从而维持了硅胶振膜胶带的生产 5 CN 111572072 A 说 明 书 3/7 页 质量。 优选的,所述辊轴贯穿支承球的端面上设置有传动轮壳,传动轮壳对应的机架位 置上设置有伺服电机;所述伺服电机与辊轴传动连接,伺服电机受控制器的控制驱动;辊轴 将分割开的膜片引导至压模中,由于膜片在辊膜柱的牵引作用下进行拉伸,辊膜柱之间不 同的牵引力对膜片造成了不同的拉伸程度,进而破坏了压模上硅胶振膜的生产效果;通过 设置在辊轴上的传动轮壳,辊轴在伺服电机的驱动下,主动将分割开的膜片牵引出来,避免 了辊膜柱之间的牵引力差距对压模中生产的硅胶膜片造成的干扰,同时利用控制器对伺服 电机的精确驱动,维持分割后各膜片的表面张度,从而提升了生产的硅胶振膜胶带质量。 优选的,所述棱条靠近棱台上风口的位置设有扰流片,扰流片的底部设置有轴柱, 轴柱垂直的转动安装在棱条上;所述扰流片受吹塑的作用左右摆动;吹塑出的硅胶膜在棱 条作用下分割成四份,同时从棱台顶端吹出的气流沿着四个方向散出,棱台上相邻两边的 风口中吹出的气流产生了相互干涉,而影响到吹塑的硅胶薄膜均匀的厚度,降低了膜片压 制的振膜质量;通过设置在棱条上的扰流片,将棱台上相邻风口的气流分隔开来,通过扰流 片以轴柱进行摆动,调节棱台上相邻风口吹出的气流,平衡了对分割的硅胶膜片的吹塑作 用,进而稳定了吹塑形成的硅胶膜片厚度,提升了硅胶振膜胶带质量的稳定性。 优选的,所述棱条上尖棱的上部设置有刀刃,刀刃的刃口与棱条的尖棱相平行,刃 口上设置有凸出的刃尖;在棱条分割硅胶膜的过程中,仅靠棱条的尖棱无法稳定对硅胶膜 的分割位置,硅胶膜分割位置的差异同样会干扰到压模的运行效果,破坏膜片压制成硅胶 振膜的一致性;通过设置在棱条尖棱上的刀刃,确保分割的膜片处于吹塑出的硅胶膜上的 固定位置,并利用刀刃上凸出的刃尖防止鼓起状况下的硅胶膜未被分割开来,进而维持了 硅胶振膜胶带生产的稳定进行。 优选的,所述压模之间设置有定向伸缩的气筒,气筒对应的压模方向上设置有推 块;所述压模通过推块连接到气筒上,压模的背部设置有轴杆,轴杆转动安装在机架上;所 述压模通过轴杆进行角度调整;压模在对膜片进行压制时,膜片的移动停止,压制完成后膜 片继续被牵引至辊膜柱的方向,需要压模循环的启闭以压制出硅胶振膜,刚性驱动的压模 无法应对膜片与压模之间位置的细微变化,使压制出的硅胶振膜厚度处于波动的范围内; 通过设置在压膜之间定向的气筒驱动,配合转动安装在机架上的轴杆,使得压模中硅胶膜 的受压制过程处于稳定的范围内,减小了生产的硅胶振膜的厚度变化范围,从而确保了硅 胶振膜胶带产品稳定的质量。 本发明所述的一种硅胶振膜胶带,包括乙烯基硅树脂55份、含氢乙烯基硅油35份、 催化剂3份、抑制剂1份、增粘剂2份,其中催化剂包括二甲基聚硅氧烷与聚芳酯在现场反应 制得后立即使用,通过混炼成为制备硅胶振膜的原料;由于催化剂中的聚芳酯在使用中需 要保持其含水量在0.02%内,否则会破坏催化剂的作用效果,通过在原料配制中现场合成 催化剂成分,避免了原料中催化效果的缺失,从而确保硅胶振膜胶带的制备。 本发明的有益效果如下: 1 .本发明通过设置在合模机上的压模,配合辊膜柱上的凸起,对吹塑拉伸的硅胶 膜片先后进行振膜的造型过程,改良了硅胶振膜胶带的制备方法;设置在棱条顶端之间的 辊轴辅助硅胶膜片引导至合模机的压模上;设置辊轴利用控制器对伺服电机的精确驱动, 提升了生产的硅胶振膜胶带质量。 6 CN 111572072 A 说 明 书 4/7 页 2.本发明通过设置在棱条上的扰流片调节相邻风口吹出的气流,稳定吹塑形成的 硅胶膜片厚度;设置在棱条尖棱上的刀刃,确保分割膜片的固定位置;设置在压膜之间的气 筒配合机架上的轴杆,使得压模中硅胶膜的受压过程处于稳定的范围内。 附图说明 下面结合附图和实施方式对本发明进一步说明。 图1是本发明中硅胶振膜胶带制备方法的流程图; 图2是本发明中合模机的立体图; 图3是本发明中合模机部件的立体图; 图4是本发明中合模机部件的立体图; 图5是本发明中压模部件的立体图; 图6是图3中A处的局部放大图; 图7是图4中B处的局部放大图; 图中:机架1、气泵11、筒轴12、伺服电机13、压模2、气筒21、推块22、轴杆23、辊膜柱 3、凸起31、热融机4、模头41、棱条42、支承球421、托块422、辊轴43、辊座 431、传动轮壳432、 扰流片44、轴柱441、刀刃45、刃尖451、棱台5、风口51、风管 52、收集槽6。











