
技术摘要:
本发明公开了一种全自动管材收卷机,其技术方案:包括PLC控制箱、机架、导向机构以及两组收卷机构,两组收卷机构设置有管材夹持机构,还包括卸料机构和切换机构,所述机架上安装切换机构和导向机构,切换机构上安装两组收卷机构,且通过切换机构带动两组收卷机构旋转18 全部
背景技术:
现有技术中线缆管或软性管的加工成型领域,都需要将电缆管或软性管进行收 卷,收卷都会用到收卷机构,但目前收卷机构都存在不够自动化,需要人工参与。文献CN 210286276U公开了一种管材收卷机构,该管材收卷机构至少由一个收卷单体组成,收卷单 体包括收卷盘和用于驱动收卷盘转动的动力系统,沿着收卷盘轴向设置有收卷部,通过同 步驱动机构驱动收卷部径向位移实现收卷半径调节;在收卷部外端部设置有磁性吸附夹紧 机构,且磁性吸附夹紧机构可轴向脱离收卷部,当需要卸管时,将磁性吸附夹紧机构移开, 然后将卷好的管材卸下,卸管行程较短;但是该设备在切割管材时不够稳定,管材收卷不够 齐,上料和卸料需要人工参与,整体不够智能化,降低收卷效率。
技术实现要素:
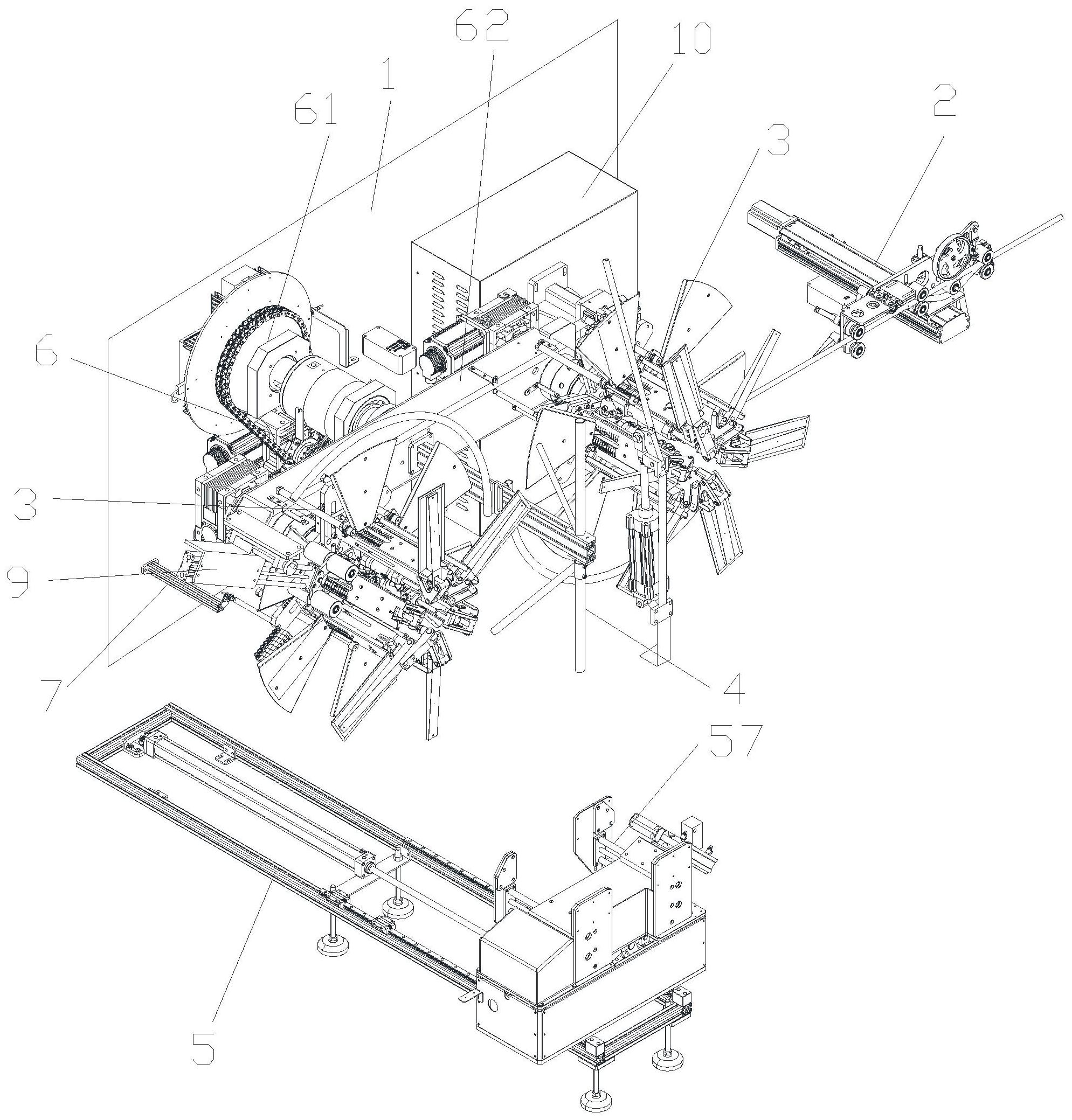
针对现有技术存在的不足,本发明提供一种全自动管材收卷机,具有结构简单、自 动化程度高,减少了人工成本,提升收卷效率。 为了达到上述目的,本发明通过以下技术方案来实现:一种全自动管材收卷机,包 括PLC控制箱、机架、导向机构以及两组收卷机构,两组收卷机构设置有管材夹持机构,还包 括卸料机构和切换机构,所述机架上安装切换机构和导向机构,切换机构上安装两组收卷 机构,且通过切换机构带动两组收卷机构旋转180度,从而进行位置切换,卸料机构位于左 侧方向收卷机构的下方,卸料机构配合收卷机构卸料。 本发明进一步:所述切换机构包括驱动器以及切换座,驱动器带动切换座正反180 度转动,两组收卷机构对称安装于切换座上。可以对收卷机构进行切换,一组收卷好后,进 行翻转,然后进行卸料,另一组同时可以进行收卷,提升工作效率。 本发明进一步:所述收卷机构包括收卷电机、旋转支架以及收卷装置,收卷电机固 定安装于切换座上,所述收卷电机与旋转支架转接,收卷装置安装于旋转支架上。 本发明进一步:收卷机构包括至少一个收卷盘和一个切割盘,收卷盘包括第一固 定座、第一安装板、第一内挡组件和外挡组件,切割盘包括第二固定座、第二安装板、第二内 挡组件和切割组件,第一安装板和第二安装板上设有刻度线,第一内挡组件和第二内挡组 件结构相同。收卷盘可以均匀间隔设置多个,目的方便管材绕卷在收卷盘上,同时通过切割 盘可以对收卷好的管材进行切割。 本发明进一步:所述第一内挡组件包括内挡板、移动支架和锁紧螺杆,移动支架两 侧设有滑块,第一固定座两侧设有与滑块滑动连接的滑槽,所述第一安装板上设有供移动 支架移动的通道,移动支架后侧连接锁紧螺杆,锁紧螺杆与第一固定座活动连接,外挡组件 包括外驱动气缸、转换架、第一长转动臂和第一外挡板,第一长转动臂内侧安装第一外挡 板,外驱动气缸通过气缸座安装于第一固定座底部,转换架安装于固定座一侧,外驱动气缸 4 CN 111547567 A 说 明 书 2/5 页 上的活塞杆设有转接头,转接头与第一长转动臂一端连接,同时第一长转动臂还转接于转 换架上,外驱动气缸带动第一长转动臂在转换架上转动。通过调节内挡板与第一外档板的 间距,可以控制收卷的宽度,满足不同宽度尺寸的要求;外驱动气缸只需拉动第一长转动臂 底部即可打开,驱动非常省力,而拉动第一长转动臂或第一外挡板上部却无法打开,避免收 卷时受到挤压或人工意外拉动,第一外挡板向外移动。 本发明进一步:所述切割组件包括切割驱动气缸、短转动臂、第二长转动臂、刀片 以及刀片座,所述切割驱动气缸一端通过气缸座安装于第二固定座底部,切割驱动气缸另 一端与短转动臂一端铰接,短转动臂另一端与第二长转动臂一端外侧面连接,第二长转动 臂一端内侧面设有托板,且第二长转动臂一端铰接于第二固定座一侧,第二长转动臂另一 端内侧面设置第二外挡板,所述第二长转动臂上安装刀片座,第二固定座一侧安装与刀片 座对应配合的刀片,刀片一侧设有与托板配合的夹紧块,切割驱动气缸带动短转动臂一端 移动,短转动臂另一端带动第二长转动臂转动,托板与夹紧块配合对管材进行夹紧,刀片座 抵触管材侧面从而使得刀片对管材进行切割。切割驱动气缸带动短转动臂一端移动,短转 动臂另一端带动第二长转动臂转动,带动内侧面的托板与夹紧块配合对管材进行夹紧,同 时刀片座抵触管材抵到刀片上进行切断,通过一个气缸驱动即可同时对管材进行夹紧和切 割,整个结构简单,占用面积小,减少了成本。 本发明进一步:卸料机构包括移动导轨、移动气缸、移动座、卸料夹紧组件和卸料 气缸,所述移动导轨通过导轨架固定,导轨架上安装移动气缸,移动气缸上的活塞杆与移动 座连接,移动座上侧安装卸料夹紧组件,卸料夹紧组件一侧安装卸料气缸,机架上位于卸料 机构上方设有检测开关。收卷完成后,收卷机构进行翻转180度,检测开关检测收卷机构回 归原点后,检测开关传回信号,卸料机构得到信号后开始动作。 本发明进一步:所述卸料夹紧组件包括升降座、升降气缸和一对夹紧气缸,移动座 内安装升降气缸,升降气缸上侧与升降座连接,升降座上安装一对夹紧气缸,夹紧气缸上的 活塞杆连接移动板,升降座侧面分别设置有两个与移动板对应的夹紧板。通过卸料组件可 以方便自动化进行卸料,省去了人工的操作。 本发明进一步:管材夹持机构包括立架、转动架、转接块、压紧气缸、压紧杆和连接 在切换机构中部的支撑架,支撑架上套设有立杆,位于支撑架上下两侧设有一对与立杆配 合的倾斜夹持杆,倾斜夹持杆与立杆形成夹角,立架上侧安装压紧气缸和转动架,转接块一 端铰接于转动架上,压紧气缸通过连接件与转接块另一端铰接,转接块另一端上安装压紧 杆,压紧气缸伸缩带动转接块一端在转动架上转动,从而转接块另一端带动压紧杆转动。倾 斜夹持杆与立杆形成夹角便于管材的放置,在切割时,压紧气缸带动压紧杆对夹角处的管 材进行下压固定,使得管材切割时更加稳定,同时也防止管材脱离。 本发明进一步:第一固定座和第二固定座上侧均设有定位座,定位座上设有推动 气缸,推动气缸上设有推动杆,所述机架上还设有压管机构,压管机构与收卷机构侧面配 合,驱动器、外驱动气缸、切割驱动气缸、压紧气缸、推动气缸、移动气缸、夹紧气缸以及升降 气缸分别与PLC控制箱连接。 推动气缸带动推动杆向外推动,将管材与上一圈的管材合拢,而且第一固定座和 第二固定座上均设有推动杆,能保证每圈管材的紧密度,不会随着转动松开,使得第一层每 圈的管材都合拢在一起,避免现有技术中如果缝隙大,需要降速度,人工去推动,可以提升 5 CN 111547567 A 说 明 书 3/5 页 效率。 本发明具有有益效果为: 采用收卷机构可以自动对管材进行收卷,收卷时通过推动杆可以保证管材收卷的 紧密性,通过切换机构可以对两组收卷机构进行切换,一组收卷,另一组进行卸料同时进 行,提升工作效率,在切割时,通过管材夹持机构和切割组件可以有效进行切割,最后卸料 机构进行自动卸料,整个过程通过PLC控制箱控制,具有结构简单、自动化程度高,减少了人 工成本,提升收卷效率。 附图说明 图1为本发明的结构示意图; 图2为本发明中收卷机构结构示意图; 图3为本发明中收卷机构示意图; 图4为本发明中收卷盘结构示意图; 图5为本发明中移动支架结构示意图; 图6为本发明中切割盘结构示意图; 图7为本发明中切割盘另一角度结构示意图; 图8为本发明中刀片与刀片座结构示意图; 图9为本发明中管材夹持机构结构示意图; 图10为本发明中卸料机构结构示意图; 图11为本发明中卸料机构平面示意图。 附图标记: 1、机架;2、导向机构;3、收卷机构;31、收卷电机;32、旋转支架;33、收卷盘;331、第 一固定座;332、第一安装板;333、内挡板;334、移动支架;335、锁紧螺杆;336、滑块;337、滑 槽;338、通道;34、切割盘;341、第二固定座;342、第二安装板;351、外驱动气缸;352、转换 架;353、第一长转动臂;354、第一外挡板;361、切割驱动气缸;362、短转动臂;363、第二长转 动臂;364、刀片;365、刀片座;366、托板;367、第二外挡板;368、夹紧块。4、管材夹持机构; 41、立架;42、转动架;43、转接块;44、压紧气缸;45、压紧杆;46、支撑架;47、夹持杆;48、立 杆;5、卸料机构;51、移动导轨;52、移动气缸;53、移动座;54、卸料气缸;521、导轨架;55、升 降座;56、升降气缸;57、夹紧气缸;58、移动板;59、夹紧板;6、切换机构;61、驱动器;62、切换 座;7、检测开关;8、推动气缸;81、推动杆;9、压管机构;10、PLC控制箱。











