
技术摘要:
本发明一种轨道交通用弯头及其制备方法,衬布层包含有两层纱线层,每一层纱线层均由相互平行的纱线平铺而成,两层纱线层上下叠合,两层纱线层的纱线长度方向交错90°设置,且每一层纱线层的长度方向均与衬布层的长度方向呈45°,多根沿衬布层长度方向设置的纱线构成经线 全部
背景技术:
橡胶弯头是轨道交通常用的连接部位的密封件,一般采用二个或四个弯头件相互 级联构成一大型环形或框形结构密封件(对于特大型弯头件也可能采用四个弯头件加胶板 扩展的情况),常规的橡胶弯头随着轨道车辆运行过程中的反复拉扯、挤压后,容易造成弯 头件的损伤,尤其是常规的橡胶弯头采用帘子布作为内衬,但是帘子布结构较为松散且构 成帘子布的纱线均平行设置,因此受力趋同性导致沿纱线径向受力后容易发生褶皱、甚至 是撕裂;为此,需要多采用两层加错后与橡胶板进行硫化覆合,但是这样一来到时生产制造 工艺复杂,不利于提高生产效率及降低生产成本,从而导致橡胶弯头件价格高昂,不利于推 广应用。同时,对于车厢之间起到密封连接作用的橡胶棚布弯头而言,外表面的耐候性能不 足,需要在橡胶原料内大量增加抗腐蚀助剂,但是如此一来极大的增加了制造和使用成本, 为此,亟需一种能够解决上述问题的轨道交通专用弯头。
技术实现要素:
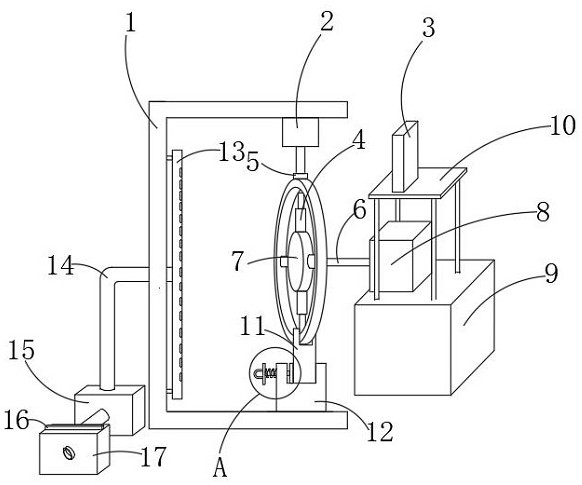
本发明的目的在于克服上述不足,提供一种轨道交通用弯头及其制备方法,其对 衬布进行了预制生产,其采用了双层结构并进行紧固,便于后续与橡胶板的复合,有利于提 高生产效率,降低生产成本。 本发明的目的是这样实现的: 一种轨道交通用弯头,包含有包含有衬布层和覆合于衬布层两侧的橡胶层,所述衬布 层包含有两层纱线层,每一层纱线层均由相互平行的纱线平铺而成,两层纱线层上下叠合, 两层纱线层的纱线长度方向交错90°设置,且每一层纱线层的长度方向均与衬布层的长度 方向呈45°,多根沿衬布层长度方向设置的纱线构成经线,经线捆扎上下两层纱线层;构成 橡胶层的橡胶按质量比有包含有以下主要成分: 氯磺化聚乙烯橡胶 50%~65%, 无卤阻燃剂20%~35%, 硫化剂 0.3%~1%, 活化剂 0.5%~1.5%, 促进剂 0.8%~1.5%。 本发明一种轨道交通用弯头,经线与上下两层纱线层的纱线长度方向均为45°。 一种轨道交通用弯头的制备方法,橡胶板准备:按如下质量比混合原料:氯磺化聚 乙烯橡胶 50%~65%,无卤阻燃剂20%~35%,硫化剂 0 .3%~1%,活化剂 0 .5%~ 1.5%,促进剂 0.8%~1.5%;混合后的原料经压延制得作为橡胶层的橡胶板; 衬布准备:利用织布机构先铺设下层纱线层,其铺设过程中多根纱线并排形成的铺设 层在织布机构的带动下与两侧的夹持机构呈45°,织布机构在夹持机构两侧往复行走使得 4 CN 111609141 A 说 明 书 2/5 页 相邻铺设层的一半相互交叠形成下层纱线层;随后织布机构再次铺设上层纱线层,其铺设 过程中多根纱线并排形成的铺设层在织布机构的带动下与上层纱线层呈90°,织布机构在 夹持机构两侧往复行走使得相邻铺设层的一半相互交叠形成上层纱线层;最后,采用缝制 机构沿着纱线层的长度方向缝制经线捆扎上下两侧纱线层; 覆合:衬布夹持在上下两块橡胶板之间后进行硫化覆合成型得到轨道交通用弯头用半 成品胶板; 热压成型;半成品胶板夹持在压机的上模和下模之间成型,上模安装于压机的压头上, 下模固定在工作台面上;且下模内设置有盘管;热压时,盘管内导入蒸汽进行持续近加热二 小时,压机仍然保持压紧状态,鼓风机导入冷却风至盘管内半小时,接着将冷却水导入盘管 内进行降温半小时,随后分离上模和下模,取出热压成形的弯头件; 切边:将热压成形的弯头件边缘的残料切除得到弯头件半成品; 拼接:将多个弯头件半成品相互连接构成一环形结构的弯头成品; 打磨:对弯头成品的外表面进行打磨;该步骤基于一种打磨装置,该打磨装置包含有工 作架,所述工作架的内顶壁表面固定连接有气缸,气缸通过输出端固定连接有一摩擦块,摩 擦块与弯头成品的外表面接触进行打磨,工作架内中部设置有安装盘,安装盘的外周面固 定连接有多个等角度排布的电动推杆,且安装盘的一侧面与与转轴套装,转轴的另一侧固 定连接电机;所述电机与载物台的上表面固定连接,载物台的上表面和载物板通过四根固 定杆固定连接,载物板上表面固定安装有风扇,且风扇的的出风口朝向摩擦块; 抽气板与 工作架的内侧壁通过支架固定连接,抽气板中部与抽气管连通,抽气管与气泵的输入口连 通,气泵的输出口与过滤箱通过抽气管连通,过滤箱的上表面中部安装有可拆卸的过滤网 板;所述工作架的内底壁表面固定连接有承物块,承物块上表面中部开设有凹槽,凹槽内放 置有一海绵块,海绵块的下缘一侧壁有夹板抵住,所述夹板与拉板通过卡柱固定连接,拉板 和承物块相对面之前固定连接有弹簧,且弹簧套在卡柱中; 先通过电动推杆抵住弯头成品的内表面,然后打开风扇,打开气泵,打开电机,启动电 机后,电机通过带动转轴转动,从而使电动推杆转动,带动弯头成品转动,从而利用摩擦块 达到打磨弯头成品外表面的效果,打磨时产生的粉尘被风扇吹向抽气板,此时气泵将吹向 抽气板的粉尘通过抽气管吸入,通过气泵的输出管进入过滤箱,而在过滤箱的上表面中部 装有卡槽,卡槽内有过滤网板,将输出的粉尘尽可能的过滤在过滤网板内,同时过滤网板可 以从过滤箱中抽出清洗,同时,当弯头成品从上方的摩擦块转下来时,下方的海绵块可以对 弯头成品的外表面进行及时的处理,减少弯头成品表面的粉尘,当需要对海绵块进行取出 清洗时,只需要拉动与拉板固定连接的拉环,就可以取出海绵块,对海绵块进行清洗,从而 达到可持续利用的功能; 涂膜:在打磨后的弯头成品的外表面喷涂防腐涂层,以起到延长使用寿命的效果。 与现有技术相比,本发明的有益效果是: 本发明中的弯头中的衬布为双层结构,且每一层均由单方向的纱线平铺而成,两层之 间通过纱线连接构成一整体式结构,从而使得胶布生产时能够直接对衬布进行铺设,无需 额外增加铺设过程,不但提高了产品的抗撕裂性能,而且提高了其生产成本、降低了其制造 成本;同时,调整橡胶的配方后,提高了其阻燃效果;同时,在制造工艺过程中,拼接成型后 对外表面进行打磨,然后喷涂防腐涂层,通过打磨提高了橡胶与防腐涂层的粘结能力,通过 5 CN 111609141 A 说 明 书 3/5 页 防腐涂层低成本的实现了弯头的耐候性能的提高。 附图说明 图1为本发明一种轨道交通用弯头及其制备方法中的打磨装置的结构示意图; 图2为图1中的海绵块的结构放大图; 图3为图1中的A处的局部放大图。 图中:1、工作架;2、气缸;3、风扇;4、电动推杆;5、摩擦块;6、转轴;7、安装盘;8、电 机;9、载物台;10、载物板;11、海绵块;12、承物块;13、抽气板;14、抽气管;15、气泵;16、过滤 网板;17、过滤箱;18、拉板;19、卡柱;20、弹簧;21、夹板。











