
技术摘要:
本发明公开了一种用于圆角圆鼻铣刀的加工方法,通过输出轴底部架设的旋转轴控制其旋转切割铣刀端面的多个侧面成型圆角,该方法仅需要加工主轴转动切割和输出轴底部旋转联动即可加工圆角,本发明还公开了加工铣刀圆角面的七轴磨床,磨床中的伺服控制器通过控制五个移动 全部
背景技术:
数控磨床加工铣刀是目前常见的加工手段,圆鼻铣刀的圆角加工是一个较大的难 点,现有技术中,通常设置成加工主轴移动而夹持工件的输出轴不动,这种方式存在的缺点 至少有两点:其一,加工主轴的重量比较大,配合转动的电机负载较大,耗电而且使用寿命 短,损耗较快;其二,这种设置方式至少需要四个轴同时联动(其中有主轴、主轴绕垂线旋 转、主轴输出端旋转和输出轴旋转),才可以加工圆角,非常繁琐和复杂;不仅如此,这种方 式还存在另一个问题,由于加工主轴的繁琐加工程序,必然不能考虑到刀刃的切割点变换, 因此在刀刃的厚度面消耗是非常不均匀的,需要经常更换刀刃。
技术实现要素:
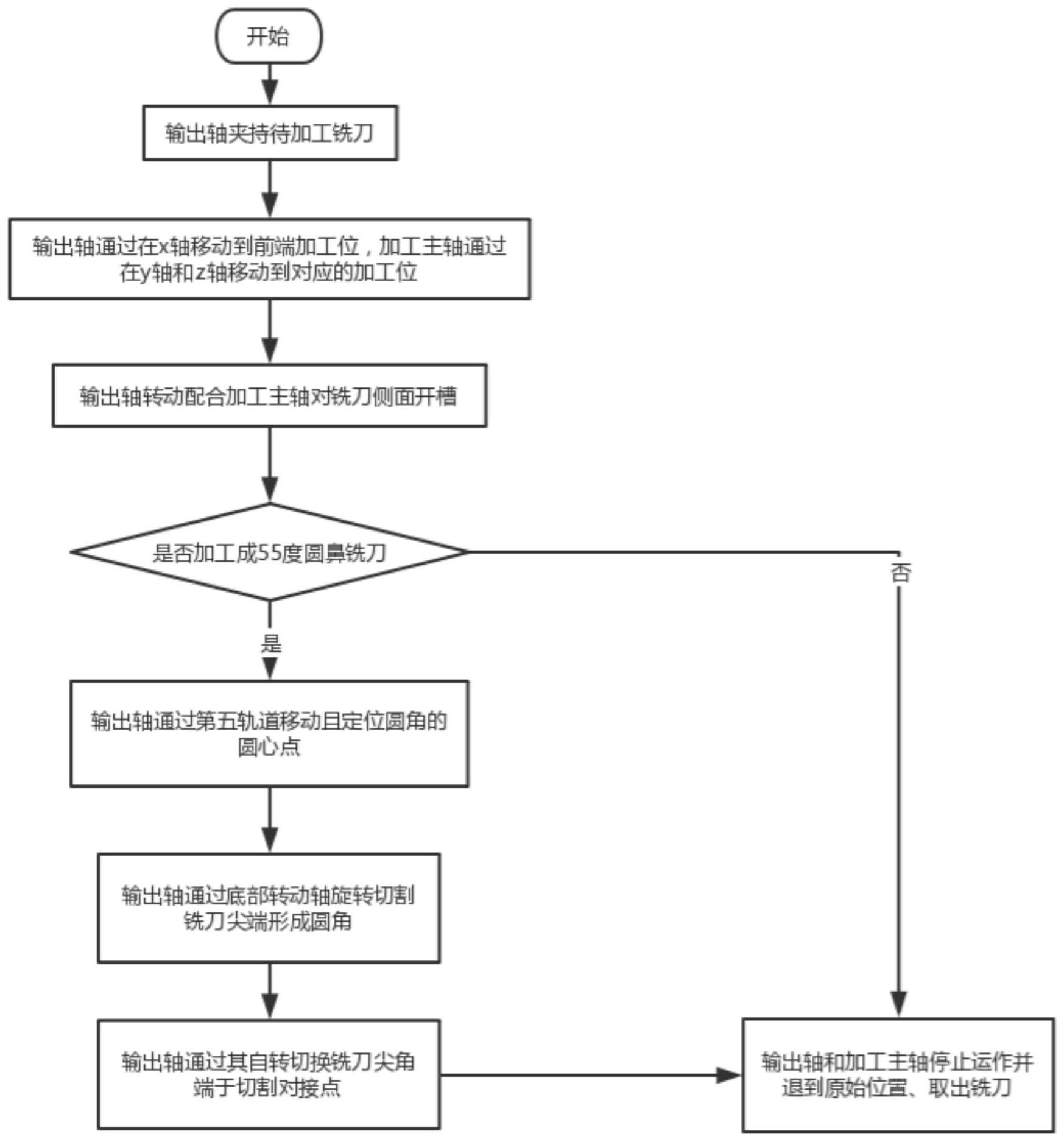
本发明所要解决的技术问题是提供一种仅需要两轴联动的用于铣刀的圆角加工 系统法及其七轴磨床,并且主轴的刀刃消耗速度一致。 为了实现上述目的,本发明采取的技术方案为: 一种用于圆角圆鼻铣刀的加工方法,该加工方法是通过数控磨床设置加工,数控 磨床中具有用于切割待加工铣刀的加工主轴和夹持并转动待加工铣刀的输出轴,将输出轴 的旋转轴线定义为x轴、加工主轴的旋转轴线定义为y 轴以及与地面的垂直线定义为z轴, 且加工主轴设置有沿y轴移动的第一轨道和设置在第一轨道移动平台上的第二轨道,且第 二轨道沿z轴方向控制加工主轴移动,该输出轴在底部旋转轴的与数控磨床底座之间还设 置有沿x 轴移动的第三轨道,所述输出轴底部设置有绕其z轴旋转的底部旋转轴,并且输出 轴和底部旋转轴之间设置有平行于所述x轴方向移动的第四轨道以及输出轴底部和底部旋 转轴之间还设置有沿其y轴移动的第五轨道,输出轴在加工所述铣刀圆角步骤时,输出轴通 过底部旋转轴绕圆角的圆心旋转切割铣刀的尖角以形成圆角,且通过输出轴自转切换铣刀 的另一侧尖角于输出主轴的加工位,该输出轴通过第五轨道定位另一侧圆角圆心。 本发明公开了一种用于圆角圆鼻铣刀的加工方法,还包括以下步骤: S1、所述输出轴夹持待加工铣刀通过第三轨道和第四轨道沿x轴移动至加工位置, 同时所述加工主轴通过第一轨道和第二轨道移动到对应输出轴的加工位置,并且通过加工 主轴和输出轴旋转切割铣刀端面加工凹槽; S2、完成S1步骤中的凹槽加工之后,所述输出轴通过所述第五轨道移动至其尖角 与所述加工主轴相对接,且以铣刀的该圆角圆心为第一圆心通过所述底部旋转轴输出扭矩 转动,以扫掠切割铣刀尖角90度形成圆角侧端面; S3、所述输出轴通过其自转切换铣刀两侧的尖角于加工主轴的对接点,在该自转 过程中输出轴通过第五轨道移动将另一侧圆角的第二圆心定位于旋转中心,重复S2步骤中 4 CN 111604718 A 说 明 书 2/5 页 的铣刀扫掠切割铣刀尖角。 本发明公开了一种用于圆角圆鼻铣刀的加工方法,所述S2步骤和S3步骤的圆角加 工时,所述加工主轴通过第一轨道沿y轴往复移动,且移动范围与加工主轴的刀刃的厚度相 等。 本发明公开了一种用于圆角圆鼻铣刀加工的七轴磨床,包括用于控制磨床内加工 主轴和输出轴空间内移动和运转的伺服控制系统,伺服控制系统设置有多个信号输出端, 其中,磨床内的所述第一轨道、第二轨道、第三轨道、第四轨道、第五轨道及底部旋转轴均连 接于该伺服控制系统并接受系统输出的控制信号,并且加工主轴和加工轴均与控制系统的 信号输出端相连。 本发明公开了一种用于圆角圆鼻铣刀加工的七轴磨床,所述伺服控制系统包括伺 服控制器和八个伺服驱动器,伺服控制器分别通过每个伺服驱动器与第一轨道、第二轨道、 第三轨道、第四轨道、第五轨道、加工主轴、输出轴及底部旋转轴中设有的伺服电机相连接, 且伺服控制器通过伺服驱动器控制对应的伺服电机旋转以驱动磨床运转,伺服控制器和六 个伺服驱动器均置于磨床中具有的控制柜中。 本发明公开了一种用于圆角圆鼻铣刀加工的七轴磨床,所述数控磨床的输出轴对 应的输出端通过控制系统控制其旋转轴心与所述工件的加工圆角圆心设置成同一轴心点。 本发明公开了一种用于圆角圆鼻铣刀加工的七轴磨床,所述底部旋转轴与第五轨 道架设在所述第三轨道的输出端顶面和所述第四轨道底部之间,该第五轨道至于底部旋转 轴的顶部,输出轴通过第四轨道架设在第五轨道顶部的输出端,底部旋转轴包括置于输出 轴底部的箱体,箱体内设置有控制输出轴旋转的伺服电机,且该伺服电机连接于伺服控制 系统并接收伺服控制系统输出的转动信号。 采用本技术方案,通过数控磨床的输出轴底部的转动配合加工主轴切割,使得加 工铣刀的圆角仅需要输出轴底部的转动轴和其本身轴自转即可完成圆角切割加工,克服了 原先必须四轴或五轴联动才可以加工圆角的技术偏见,并且由于输出轴的质量较低,因此 转动的损耗也相对较少,利于设备的使用和维护,不仅如此,本案的加工主轴往复移动配合 切割过程,使得刀刃在切割过程中损耗均匀,因此加工的铣刀圆角也相对比较平滑,符合市 场对于产品的精度需求,提高加工精度。 以下将结合附图和实施例,对本发明进行较为详细的说明。 附图说明 下面对本说明书各幅附图所表达的内容及图中的标记作简要说明: 图1为本发明中加工方法的流程图; 图2为本发明中七轴磨床的结构示意图; 图3为本发明的七轴磨床的输出轴的正视图; 图3-1为图2中A-A的剖视图; 图4为本发明中圆鼻铣刀及其圆心的示意图; 图5为本发明中输出轴未定位前的状态; 图6为本发明中输出轴通过第五规定移动后的形态。 图中标记为:1、输出轴;2、加工主轴;3、底部旋转轴;4、第三轨道; 5、第一轨道;6、 5 CN 111604718 A 说 明 书 3/5 页 第二轨道;7、伺服电机;8、转轴;9、第四轨道;10、刀刃;11、第五轨道;12、第一圆心;13、第二 圆心。











