
技术摘要:
本发明旨在提供一种能够进行小间距开槽、加工成本低、效率高且工作稳定的片式加工刀具及其加工作业方法。所述片式加工刀具包括刀柄、固定头以及若干锯片,若干所述锯片均套置在所述刀柄上,所述固定头与所述刀柄配合将若干所述锯片夹紧,所述固定头通过固定螺丝与所述 全部
背景技术:
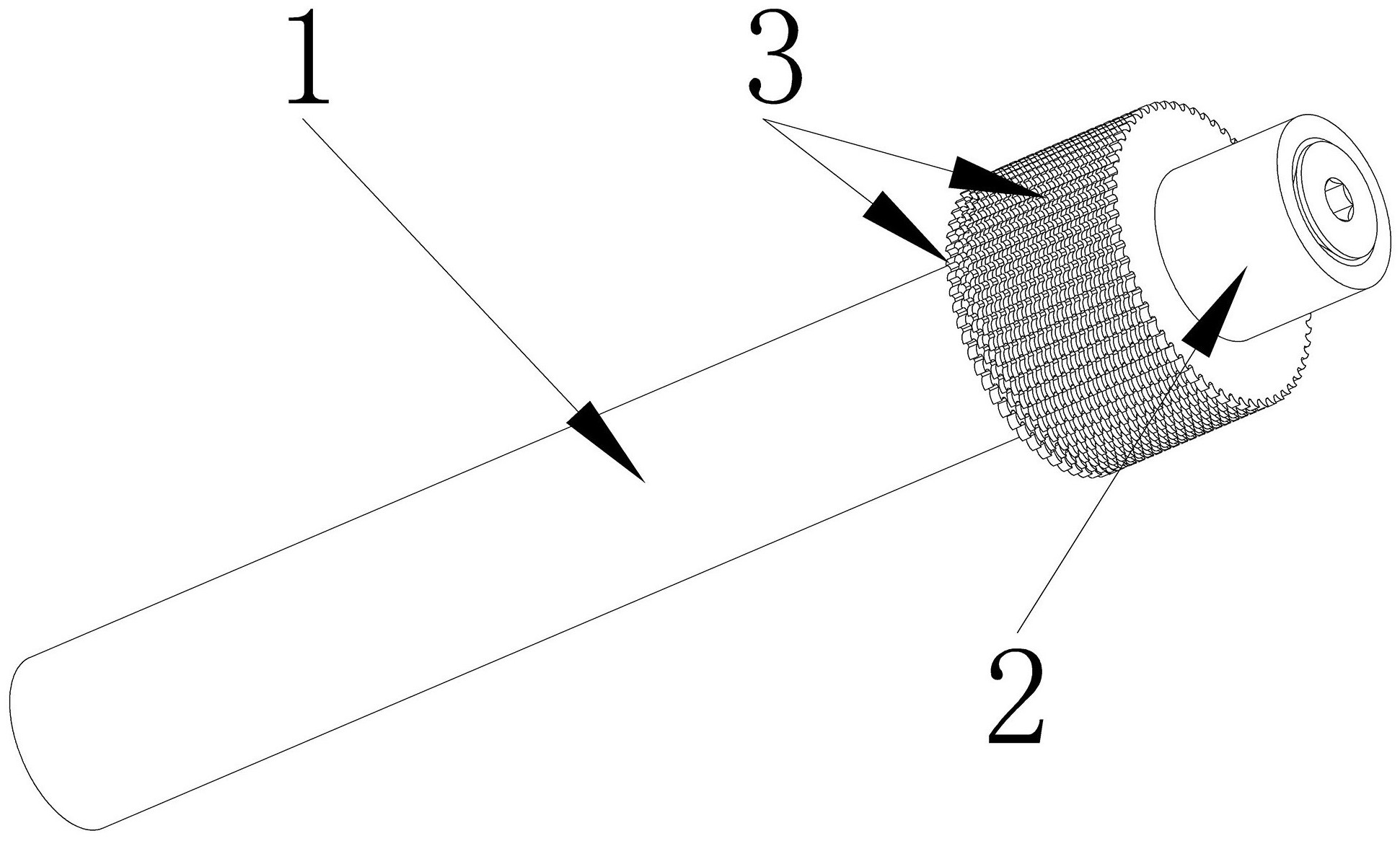
现在的移动电子产品,已经朝着精细化,长续航方向发展。从而导致线路板越来越 细小,线路板上的接触点越来越小,间距越来越窄,但所通过的电流也越来越大。常规的测 试针由于结构限制容易受力不均导致崩断,强度无法满足更精细的测试要求,为此市面上 出现了用于小间隙测试的片针,其包括依次一体成型的接触尖端、波浪线型的连接部以及 母端,片针的整体呈薄片状,厚度为0.1mm至1mm,通过薄片状的结构使安装更稳定并适应更 小间距的测试环境,波浪线型的连接部能够吸收冲击力防止崩断。如图1所示,片针的安装 需要具有若干小间距的连接槽进行装夹固定,传统的连接槽加工方式大多为铣刀加工以及 线切割加工,其中为了避免片针之间的电流干扰固定夹具采用绝缘非金属材质,故无法使 用线切割进行加工;另外,由于片针的厚度尺寸较小以及间隙小,使得需要特定尺寸的铣刀 才能进行加工,槽深的限制使得铣刀的刃长远大于刀刃部分的直径,导致刀刃部分十分容 易断裂,且单次加工只能加工一个连接槽,如果夹具需要两面开槽且连接槽的数量较多,单 个夹具的加工时间较长,生产成本过高。
技术实现要素:
本发明所要解决的技术问题是克服现有技术的不足,提供了一种能够进行小间距 开槽、加工成本低、效率高且工作稳定的片式加工刀具及其加工作业方法。 本发明所采用的技术方案是:所述片式加工刀具包括刀柄、固定头以及若干锯片, 若干所述锯片均套置在所述刀柄上,所述固定头与所述刀柄配合将若干所述锯片夹紧,所 述固定头通过固定螺丝与所述刀柄固定连接,相邻的两个所述锯片之间均设置有隔片。 由上述方案可见,通过采用锯片转动锯切进行连接槽的加工,同时设置隔片使相 邻的两个所述锯片之间留有间距,进而在夹具上加工出小间距的连接槽。通过同时设置若 干个锯片实现多个连接槽同时加工,有效的提高了生产效率。通过采用锯片进行开槽,能够 有效避免加工过程中由于加工后直径较小,使侧向力崩断刀具,同时降低刀具的生产成本。 在锯切加工时,锯片之间会通过连接槽的侧壁相互抵紧,没有间隙,不会产生弹刀震刀现 象,工作稳定且不易损坏,加工成品合格率高。由于采用层叠锯切,刀片的组合灵活可变,从 0.1mm厚到1mm宽槽,且对槽数的多少没有限制,可以锯切更为复杂的此类夹具。 一个优选方案是,所述固定头上设有与所述固定螺丝的螺纹部最大直径相适配的 通孔,所述通孔为阶梯孔,所述通孔远离所述刀柄的一端边缘呈倒角状。 由上述方案可见,通过倒角状的设计使所述固定螺丝对所述固定头作进一步的限 位,减小生产误差带来的径向跳动。 一个优选方案是,所述刀柄为阶梯轴,所述锯片上设有与所述刀柄的小直径端相 3 CN 111590671 A 说 明 书 2/3 页 适配的连接孔,若干所述锯片套置在所述刀柄的小直径端。 一个优选方案是,所述锯片呈圆盘状,所述锯片的外缘设置有若干锯齿,所述锯片 的厚度为0.1mm至1mm。 由上述方案可见,所述锯片的厚度根据产品的需要设定。 所述加工作业方法包括以下步骤: A.根据夹具需要装夹的片针数量、片针的厚度以及装夹槽之间的间距,进行所述片式 加工刀具的装配; B.将对应厚度的所述锯片依次装入所述刀柄中,并将所述固定头套置在所述刀柄上, 使所述固定头与所述刀柄上的台阶配合将所有所述锯片限位,拧紧所述固定螺丝,使所述 固定头将所有所述锯片压紧; C.将组装好的所述片式加工刀具装夹在加工设备上; D.由外部的数控机床进行夹具五个面的精加工以及开槽面的粗加工,通过加工设备带 动所述片式加工刀具在夹具的开槽面依次进行0.2mm深度的初次开槽、0.5mm深度的二次开 槽以及间歇锯切剩余的部分,其中剩余部分的锯切深度大于设定开槽深度减去前两次开槽 深度; E.完成开槽后,对开槽面进行铣削使开槽的深度达到设定值。 由上述方案可见,通过采用横锯切割方式,实现一次加工同一开槽面的所有槽,加 工用时短。在锯切加工时,锯片之间会相互抵紧,没有间隙,不会产生弹刀震刀现象,加工成 品合格率高。另外,因为是层叠锯切,刀片组合灵活,从0.1mm厚到1mm宽槽均能够同时进行 锯切,且对槽的数量多少没有限制,可以锯切更为复杂的此类零件。与传统铣削工艺相比, 加工成本更低,对刀具的强度要求较低,刀具生产成本低,同时还具有加工效率高的特点。 同时最后进行粗加工的开槽面的铣削能够保证盖面的表面平整度,同时提供加工余量,为 加工产生的误差提供补救空间。 一个优选方案是,步骤D中还包括以下内容:先对夹具远离开槽面的精加工面进行 开槽,通过所述片式加工刀具依次进行0.2mm深度的初次开槽、0.5mm深度的二次开槽以及 间歇锯切剩余的设定深度。 由上述方案可见,针对于双面开槽的夹具,通过对夹具远离开槽面的精加工面先 进行开槽,通过现在精加工面开槽作为基准,进而利用粗加工面的预留量使产品能够修正 误差,保证产品的质量。 附图说明 图1是片针夹具的立体结构示意图; 图2是本发明的立体结构示意图; 图3是本发明第一视角的分解结构示意图; 图4是本发明第二视角的分解结构示意图。











