
技术摘要:
本发明涉及注塑模具的技术领域,尤其是涉及一种摄像头头圈注塑模具,包括动模和定模,动模包括动模仁,定模包括定模仁,动模仁和定模仁组合形成一用于头圈结构注塑成型的成型腔,动模仁上设置有与头圈结构底部构造相对应的动模镶件,动模仁上滑动设置有用于成型头圈主 全部
背景技术:
现有技术中,如图1所示的一种手机摄像头头圈结构,整体形状为圆盘状,头圈结 构1包括头圈主体和一体成型于头圈主体周边的环形凸缘12,在头圈主体的圆周侧面形成 有凹陷部13,凹陷部13用于和手机壳体上的装配孔内壁相适配,该头圈结构1通常采用模具 注塑成型的工艺去制作,通过上下开合模的方式将头圈成型出来。 但是对于注塑模具来说,由于头圈结构1上的凹陷部13的存在,采用上下开合模的 方式经常会导致开模时,上模和下模相互远离运动,下模上用于凹陷部13成型的型芯在产 品的厚度方向上移动,这样容易将凹陷部13位置处的环形凸缘12拉坏,影响产品注塑成型 的成功率。
技术实现要素:
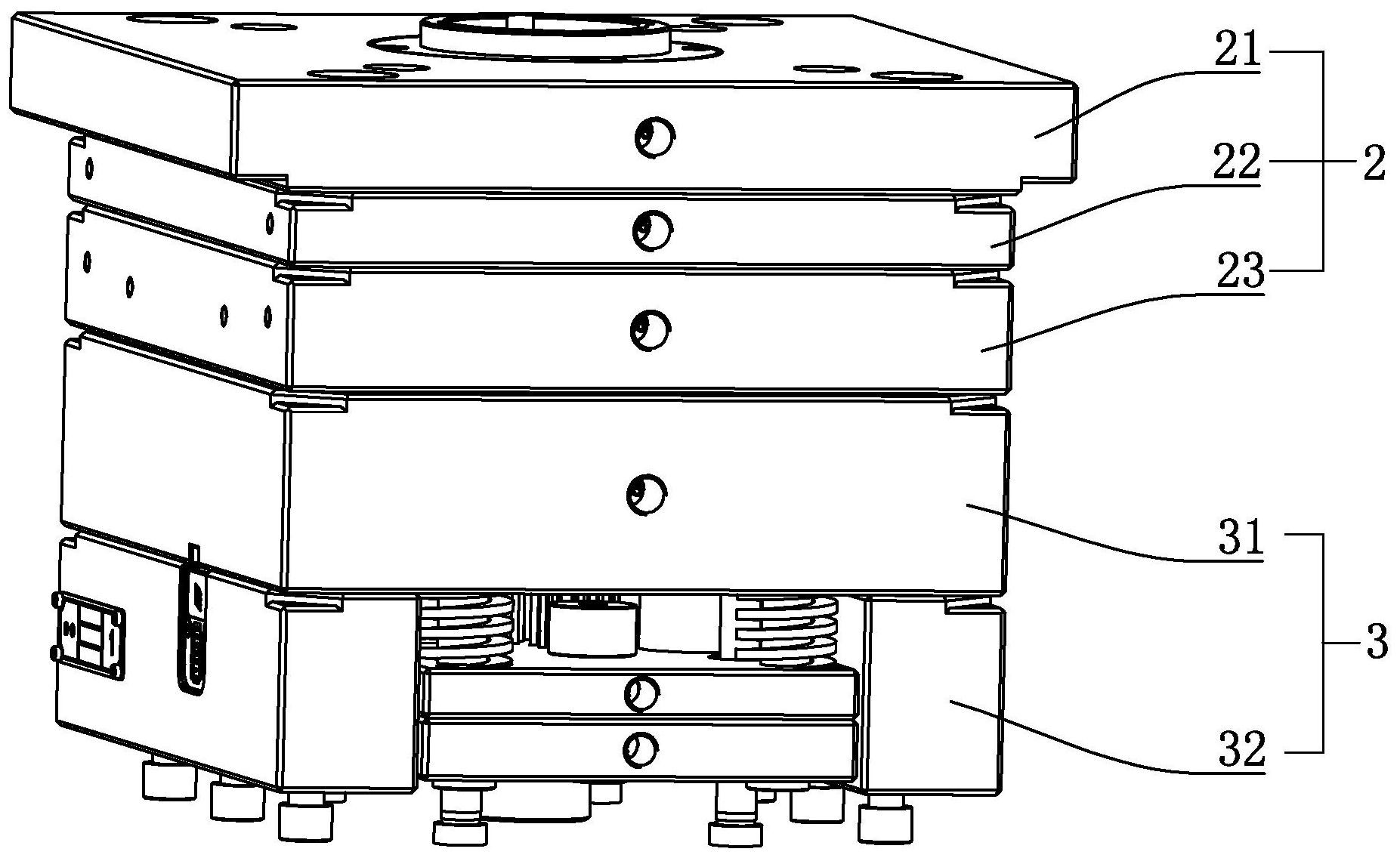
针对现有技术存在的不足,本发明的目的之一是提供一种摄像头头圈注塑模具, 在凹陷部处的环形凸缘不易受到损坏,大大提高了产品注塑成型的成功率。 本发明的上述发明目的之一是通过以下技术方案得以实现的: 一种摄像头头圈注塑模具,包括动模和定模,所述动模包括动模仁,所述定模包括定模 仁,所述动模仁和定模仁组合形成一用于头圈结构注塑成型的成型腔,所述动模仁上设置 有与头圈结构底部构造相对应的动模镶件,所述动模仁上滑动设置有用于成型头圈主体一 侧凹陷部的侧部镶件,所述动模和定模上设置有驱动侧部镶件向靠近或远离动模镶件的方 向位移的导向驱动组件,合模时,导向驱动组件驱动侧部镶件向动模镶件靠近,侧部镶件与 动模镶件以及定模组成形成成型腔,开模时,导向驱动组件驱动侧部镶件向动模镶件远离, 侧部镶件与头圈结构上的凹陷部脱离。 通过采用上述技术方案,合模注塑时,侧部镶件与动模镶件、定模镶件配合来形成 头圈结构注塑用的成型腔,注塑完成开模时,随着定模和定模的打开,导向驱动组件驱动侧 部镶件向动模镶件远离,侧部镶件从凹陷部处向外退出,从而保障了头圈结构注塑完成后 是完整的,在凹陷部处的环形凸缘不易受到损坏,大大提高了产品注塑成型的成功率。 本发明在一较佳示例中可以进一步配置为:所述导向驱动组件包括固定安装于定 模上的斜导柱、与动模仁滑动配合的滑块,所述滑块与侧部镶件固定连接,所述滑块上开设 有与斜导柱滑动适配的斜导向孔。 通过采用上述技术方案,滑块带动侧部镶件在动模仁上滑移,斜导柱与斜导向孔 滑移配合,从而驱动滑块移动,采用斜导向驱动的原理使模具开合模时可以自动带动滑块 滑移,操控侧部镶件远离或者靠近动模镶件。 本发明在一较佳示例中可以进一步配置为:所述滑块凹陷形成有第一凹槽,所述 侧部镶件一体成型有与第一凹槽凹凸配合的第一凸起。 3 CN 111590830 A 说 明 书 2/4 页 通过采用上述技术方案,滑块与侧部镶件定位安装,使两者之间装配精度较高,安 装稳定。 本发明在一较佳示例中可以进一步配置为:所述滑块包括第二凸起,所述侧部镶 件底部凹陷形成有与第二凸起凹凸配合的第二凹槽 通过采用上述技术方案,进一步优化滑块与侧部镶件之间的定位安装效果,使两者安 装无误差,达到较好的装配效果。 本发明在一较佳示例中可以进一步配置为:所述侧部镶件底部一体成型有定位凸 块,所述第二凹槽位于第一凸起和定位凸块之间,所述动模镶件的一侧开设有与定位凸块 定位配合的定位凹槽。 通过采用上述技术方案,侧部镶件在靠近动模镶件移动后,可与动模镶件上的定 位凹槽定位配合,从而对侧部镶件与动模镶件之间的组合精确度进行了优化,使合模后,侧 部镶件的位置更加准确、无误。 本发明在一较佳示例中可以进一步配置为:所述滑块固定安装有定位销,所述侧 部镶件开设有与定位销定位配合的定位孔。 通过采用上述技术方案,定位销和定位孔的定位配合,实现滑块与侧部镶件之间 的定位安装,以达到更精准的定位安装效果。 本发明在一较佳示例中可以进一步配置为:所述动模镶件的表面凸出设置有定位 凸柱,所述侧部镶件一侧一体成型有侧部型芯,所述侧部型芯上凹陷形成有与定位凸柱定 位配合的弧形槽。 通过采用上述技术方案,定位凸柱与弧形槽定位配合,从而实现侧部型芯与动模 镶件之间位置的精准定位,达到更好的成型效果,有利于头圈结构的凹陷部位置精准成型。 本发明在一较佳示例中可以进一步配置为:所述导向驱动组件、所述侧部镶件和 动模镶件的数量均为两个,其中一导向驱动组件和其中一侧部镶件位于动模仁的一侧,另 一导向驱动组件和另一侧部镶件位于动模仁相对的另一侧。 通过采用上述技术方案,导向驱动组件分布于动模仁相对的两侧,可以使两个侧 部镶件移动起来相互独立、互不干扰。 本发明在一较佳示例中可以进一步配置为:所述动模上开设有安装槽,所述安装 槽的底部一侧凹陷形成有装配凹槽,所述动模仁的底部一侧一体成型有与装配凹槽凹凸配 合的条形凸起。 通过采用上述技术方案,有利于动模与动模仁之间安装有方向识别性,不会出现 动模仁装反的情况出现,有利于提高动模仁安装的效率和准确性。 综上所述,本发明包括以下至少一种有益技术效果: 1.开模时,导向驱动组件驱动侧部镶件向动模镶件远离,侧部镶件从凹陷部处向外退 出,从而保障了头圈结构注塑完成后是完整的,在凹陷部处的环形凸缘不易受到损坏,大大 提高了产品注塑成型的成功率; 2.导向驱动组件分布于动模仁相对的两侧,可以使两个侧部镶件移动起来相互独立、 互不干扰; 3.动模与动模仁之间安装有方向识别性,不会出现动模仁装反的情况出现,有利于提 高动模仁安装的效率和准确性。 4 CN 111590830 A 说 明 书 3/4 页 附图说明 图1是一种手机摄像头头圈结构的结构示意图; 图2是一种摄像头头圈注塑模具的结构示意图; 图3是一种摄像头头圈注塑模具中定模的爆炸示意图,用于体现斜导柱和定模镶件的 位置和形状构造; 图4是一种摄像头头圈注塑模具中动模的爆炸示意图,用于体现动模镶件、滑块和侧部 镶件的位置和构造; 图5是一种摄像头头圈注塑模具中滑块和侧部镶件的爆炸示意图,用于体现滑块和侧 部镶件之间的装配结构关系; 图6是一种摄像头头圈注塑模具中动模仁、滑块和侧部镶件的爆炸示意图,用于体现滑 块位于动模仁的位置; 图7是图6中A部放大示意图,用于体现定位凸柱和弧形槽的位置和形状构造; 图8是一种摄像头头圈注塑模具中动模仁和动模镶件的结构示意图,用于体现动模仁 和动模镶件之间的装配关系。 图中,1、头圈结构;11、头圈本体;12、环形凸缘;13、凹陷部;2、定模;21、定模底板; 22、热流道板;23、定模板;24、定模仁;25、定模镶件;26、斜导柱;27、定模型芯;3、动模;31、 动模板;32、动模架;33、动模仁;34、动模镶件;35、动模型芯;36、滑移槽;37、斜导向孔;4、滑 块;41、第一凹槽;42、第二凸起;43、定位销;44、螺纹孔;5、侧部镶件;51、侧部型芯;52、弧形 槽;53、定位孔;54、沉头孔;55、第一凸起;56、第二凹槽;57、定位凸块;6、定位凸柱;7、安装 槽;8、条形凸起;9、装配凹槽;10、定位凹槽。











