
技术摘要:
本发明提供一种三维打印机,该打印机包括在水平面内移动的打印头装置以及控制单元,控制单元用于控制打印头装置移动;打印头装置包括固定座、打印头、挤出马达以及压力传感器件,压力传感器件向控制单元发送压力信息,其中,压力信息是打印线材在打印状态下穿过打印头 全部
背景技术:
三维打印机是一种利用快速成型技术的机器,以数字模型文件为基础,采用成型 材料,通过逐层打印的方式来构造三维的实体。在打印前,需要利用计算机建模软件建模, 再将建成的三维模型“分区”成逐层的截面,即切片,从而指导三维打印机逐层打印。三维打 印机在产品制造业获得了广泛的应用,三维打印机的工作原理和传统打印机基本相同,由 控制组件、机械组件、打印头、耗材(即成型材料)和介质等组成,打印原理也基本类似。 三维(3D)快速成型,也被称为增材制造,基本原理是通过打印或铺设连续的材料 层来产生三维物体,三维快速成型设备或三维打印机通过转换物体的三维计算机模型并产 生一系列的截面切片来工作,然后打印每个切片,通过每个切片的重叠从而实现三维物体 打印成型。 随着社会的进步与发展,3D打印技术逐渐进入社会生活的各个领域,如现在已经 推出的使用ABS、PLA等材料的3D打印机,通常是采用FDM成型方式。为了让用户在3D打印过 程中充分享受高精度打印的乐趣,开发者大多关注于打印材料和打印头输出的打印精度 上,按照目前的打印精度,大部分是输出0.1mm至0.2mm左右的丝状材料,然后把这种丝状材 料按照程序,规律布置在打印托板上,从而实现3D成型。 目前的市面上的3D打印机产品均是采用挤出马达,驱动线材在打印头内被加热块 熔融,在挤出马达持续的挤出力作用下,从喷嘴出口挤出。但是,这种设置总会出现问题,例 如,喷嘴出口堵塞,喷嘴出口的挤出材料出现粗细不均匀情况等,更严重情况下,喷嘴堵塞 容易引起远程挤出系统的送料管从打印头系统脱落,从而影响实际3D打印。而且当打印机 挤出喷嘴不能正常工作后,由于无法自行监测打印材料异常或者是喷嘴堵塞引起,3D打印 机仍然继续空打运行,既浪费时间又浪费材料。因此,需要设计一种新的结构来解决上面这 种现象。
技术实现要素:
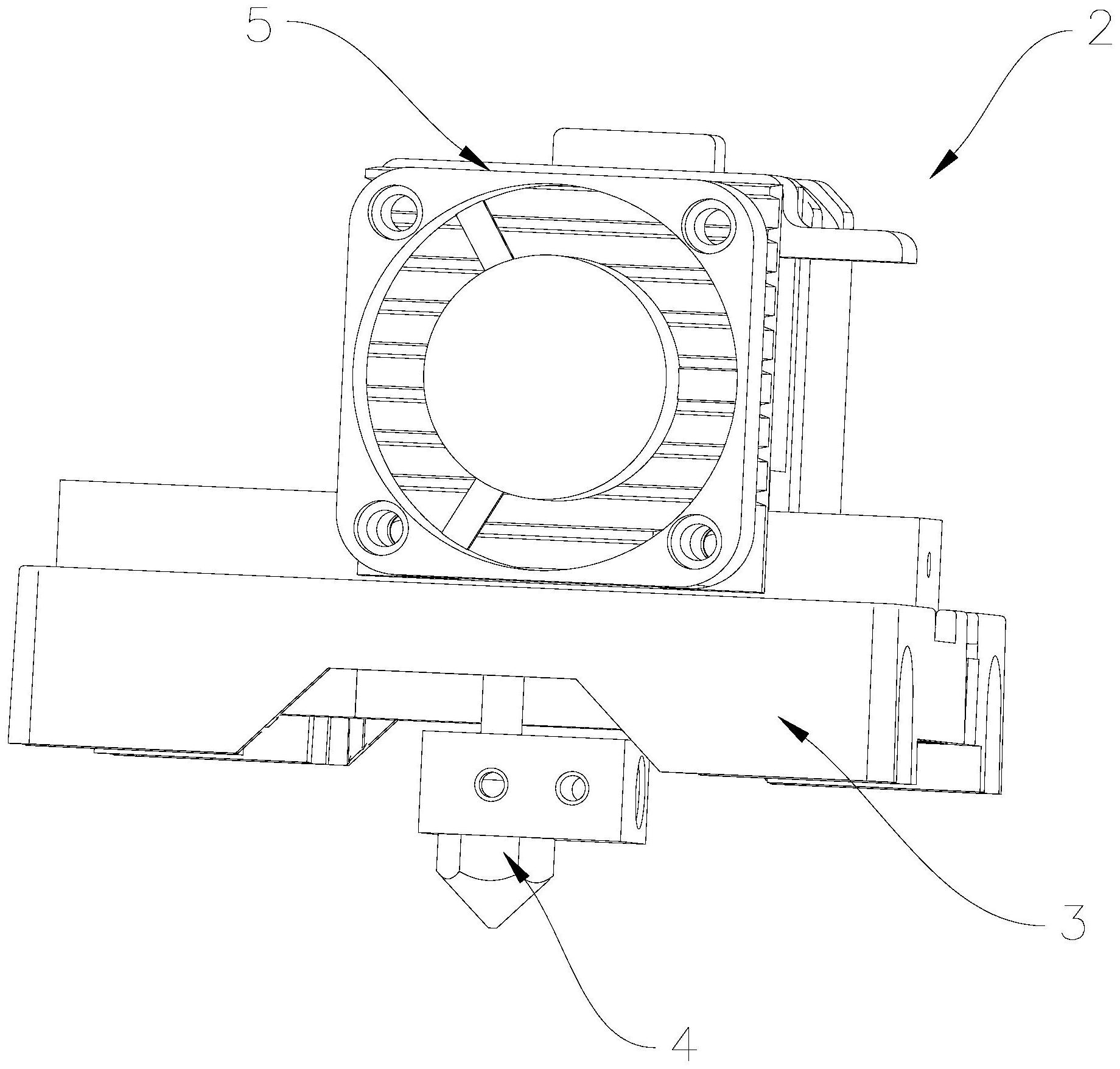
本发明的主要目的是提供一种可防止喷嘴堵塞,提高打印一致性的三维打印机。 本发明的另一目的是提供一种可自动调整打印头状态,防止喷嘴堵塞,提高打印 一致性的三维打印机的打印方法。 为了实现上述主要目的,本发明提供的三维打印机包括在水平面内移动的打印头 装置以及控制单元,控制单元用于控制打印头装置移动;打印头装置包括固定座、打印头、 挤出马达以及压力传感器件,挤出马达和打印头均可拆卸的安装在固定座上,挤出马达和 压力传感器件均与控制单元电连接,压力传感器件向控制单元发送压力信息,其中,压力信 息是打印线材在打印状态下穿过打印头的线材孔时压力传感器件获取到的压力值;控制单 元还用于控制挤出马达的线材挤出速率和/或控制打印头中加热块的线材融化温度。 3 CN 111590892 A 说 明 书 2/5 页 由上述方案可见,本发明的三维打印机通过设置压力传感器,可获取打印线材在 打印状态下穿过打印头的线材孔时压力传感器件获取到的压力值,使得控制单元可根据压 力信息控制挤出马达的线材挤出速率和/或控制打印头中加热块的线材融化温度,从而防 止喷嘴堵塞,喷嘴挤出的丝材在打印机上更加均匀,一致性更好。 进一步的方案中,固定座安装有安装座以及上压板,安装座可拆卸的安装在固定 座上,压力传感器件安装在安装座的安装槽内,上压板盖压在压力传感器件上,打印头安装 在上压板上。 由此可见,由于在打印时,喷嘴挤出的丝材会与打印机的载物板抵接,从而使得打 印头会收到一个与喷嘴出丝方向相反的作用力,因此可通过该作用力判断是否需要对线材 挤出速率或线材融化温度进行调节。因此,本发明中,将上压板盖压在压力传感器件上,且 打印头安装在上压板,可通过获取压力传感器件受到上压板的压力大小。 进一步的方案中,安装槽的两个侧壁分别设置有台阶部,台阶部的上表面到安装 座正对上压板的表面的高度与压力传感器件的厚度相同;压力传感器件设置有弹性部以及 固定部,弹性部与固定部一体成型,固定部安装在台阶部上,弹性部悬空设置;上压板压盖 在弹性部上。 由此可见,设置台阶部,避免压力传感器件的厚度大于台阶部的上表面到安装座 正对上压板的表面的高度,从而使上压板或其他组件触压到压力传感器件造成测量误差。 另外,上压板仅压盖在压力传感器件的弹性部,可将力度集中在弹性部,提高测量精度。 进一步的方案中,压力传感器件的数量为两个,两个压力传感器件通过桥式电路 连接。 由此可见,设置两个压力传感器件,并通过桥式电路进行连接,可提高压力传感器 件的测量精度。 进一步的方案中,打印头包括线材喉管和喷嘴,线材喉管与喷嘴均可拆卸的安装 在加热块上,线材喉管与喷嘴共同形成线材孔;压力传感器件安装在线材喉管外周壁上。 由此可见,由于在打印时,线材由于受挤出马达的作用力向喷嘴的方向移动,会对 线材喉管产生里的作用,通过在线材喉管外周壁安装压力传感器件,可测量线材在线材喉 管运动时对线材喉管造成的压力,从而可判断是否线材的挤出状态。 进一步的方案中,压力传感器件是薄膜型耐高温压力传感器件。 由此可知,由于压力传感器件需工作在高温环境,且为了提高检测精度需要沿着 线材喉管的外周壁进行设置,因此,采用薄膜型耐高温压力传感器件,便于满足要求。 进一步的方案中,打印头包括线材喉管和喷嘴,线材喉管与喷嘴均可拆卸的安装 在加热块上,线材喉管与喷嘴共同形成线材孔;喷嘴设置有传感器件孔,传感器件孔与线材 孔相通,压力传感器件插装在传感器件孔内。 由此可见,为了可以更加精准的测量压力,将压力传感器件设置在喷嘴,可检测线 材处于熔融状态时的压力,可更精准的检测压力,简化判断步骤。 为了实现上述另一目的,本发明提供的三维打印机的打印方法应用上述的三维打 印机,该方法包括:在打印状态时,控制单元获取压力传感器件所获取的压力信息;控制单 元根据压力信息控制挤出马达的线材挤出速率和/或控制打印头中加热块的线材融化温 度。 4 CN 111590892 A 说 明 书 3/5 页 由上述方案可见,本发明三维打印机的打印方法通过获取打印线材在打印状态下 穿过打印头的线材孔时压力传感器件获取到的压力值,使得控制单元可根据压力信息控制 挤出马达的线材挤出速率和/或控制打印头中加热块的线材融化温度,从而防止喷嘴堵塞, 喷嘴挤出的丝材在打印机上更加均匀,一致性更好。 进一步的方案中,控制单元根据压力信息控制挤出马达的线材挤出速率和/或控 制打印头中加热块的线材融化温度的步骤包括:若当前压力值处于第一预设范围时,控制 单元根据当前压力值对应的调节阈值对线材挤出速率和/或控制线材融化温度进行调节。 由此可见,在判断当前压力值处于第一预设范围时,则认为需要对线材挤出速率 和/或控制线材融化温度进行调节,因此,根据当前压力值所对应的调节阈值进行调节,使 得喷嘴挤出的丝材更加均匀,同时避免堵塞。 进一步的方案中,控制单元根据压力信息控制挤出马达的线材挤出速率和/或控 制打印头中加热块的线材融化温度的步骤包括:若当前压力值处于第二预设范围时,控制 单元发出打印头堵头报警指令。 由此可见,若当前压力值处于第二预设范围时,则认为打印头出现堵头状况,需进 行报警处理,以便用户及时修理,防止损坏打印机。 附图说明 图1是本发明三维打印机实施例的结构图。 图2是本发明三维打印机实施例中打印头装置的结构图。 图3是本发明三维打印机实施例中压力传感器件安装在安装座的结构图。 图4是本发明三维打印机实施例中压力传感器件安装在安装座的结构分解图。 图5是本发明三维打印机实施例中上压板的结构图。 图6是本发明三维打印机实施例中压力传感器件安装在线材喉管的结构分解图。 图7是本发明三维打印机实施例中压力传感器件安装在线材喉管的结构剖视图。 图8是本发明三维打印机实施例中压力传感器件安装在喷嘴的结构剖视图。 图9是本发明三维打印机实施例中可安装压力传感器件的喷嘴的结构剖视图。 以下结合附图及实施例对本发明作进一步说明。











