
技术摘要:
本发明公开一种轧钢生产的轧线参数采集分析和负差预警系统。所述轧钢生产的轧线参数采集分析和负差预警系统包括信号采集单元、轧线控制监控单元以及报警单元。所述信号采集单元用于采集各个轧机和整条轧线的参数信息,所述轧线控制监控单元用于对各个所述轧机的参数信 全部
背景技术:
热轧轧线生产的特点是连续性强、速度快、控制复杂,目前钢铁企业加热炉作业系 统钢坯入炉、出炉主要有人工监控加热炉和轧线状况,然后判断钢坯是否完成钢坯装入炉 和是否可以出炉及出炉是否完成,然后再把监控数据记录在纸质文档中。 现有技术中的轧钢负差控制依靠人长时间的关注参数变化,对参数变化的收集和 调整存在不准确、不及时、不全面等问题,严重时会造成轧线质量无法稳定,从而影响整个 轧线的生产,因此迫切需要改进。
技术实现要素:
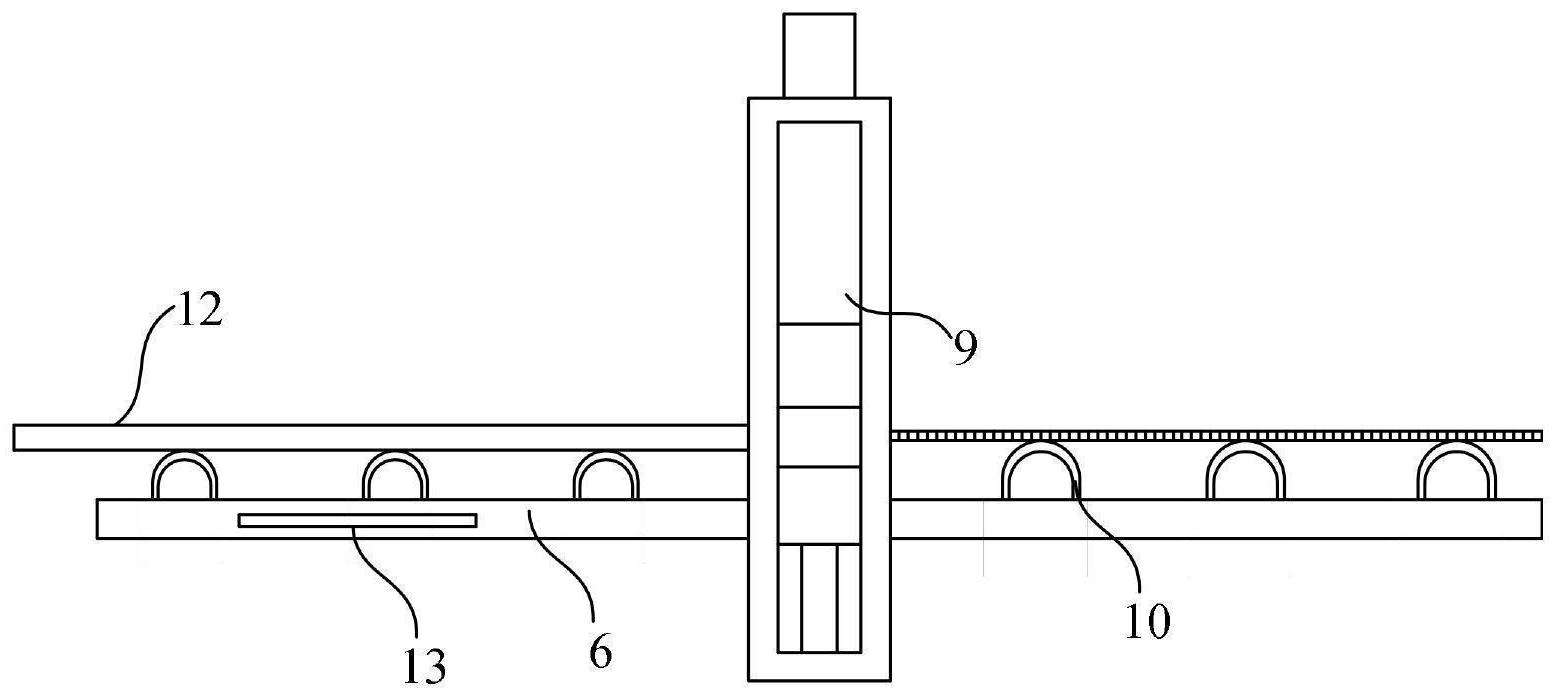
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种轧钢生产的轧线参数 采集分析和负差预警系统,用于解决现有技术中的对参数变化的收集和调整存在不准确、 不及时、不全面等问题,严重时会造成轧线质量无法稳定,从而影响整个轧线的生产的问 题。 为实现上述目的及其他相关目的,本发明提供一种轧钢生产的轧线参数采集分析 和负差预警系统,所述轧钢生产的轧线参数采集分析和负差预警系统包括: 至少一轧机,其上安装有多个工作轨道; 信号采集单元,用于采集各个轧机和整条轧线的参数信息; 轧线控制监控单元,用于对各个所述轧机的参数信息进行处理,以求出每个所述 轧机运行的参数平均值,以所述轧机运行的参数平均值或设置的基准值作为监测判断标 准,所述轧线控制监控单元与所述轧机相连接; 报警单元,用于当所述轧机输出的参数信息超过所述轧机运行的参数平均值或设 定基准值时,以输出报警信号,所述报警单元与所述轧线控制监控单元相连接; 所述信号采集单元分布于加热炉、整条轧线、穿水器的位置; 所述信号采集单元包括多个温度测量单元、电流信号采集单元、延伸系数采集单 元、钢材米重测量和上传单元、轧件自动测径仪、轧机压下信号监控以及报警单元。 在本发明的一实施例中,所述参数信息包括所述轧机在进行钢材轧件轧制过程中 的加热炉各段温度、轧线各段温度、上冷床温度、轧机电流、负差波动、轧机压下装置压下信 号采集、料型尺寸中的一种或几种。 在本发明的一实施例中,所述轧线控制监控单元还用于去除所述参数信息中的极 限值,将每个参数信息在其上限、下限区间范围内减少设定幅度,根据剩余的参数信息求出 每个所述轧机运行的参数平均值。 在本发明的一实施例中,所述轧钢生产的轧线参数采集分析和负差预警系统还包 4 CN 111570523 A 说 明 书 2/6 页 括: 轧制计划单元,用于根据轧制计划,记录进入轧机作业的钢坯; 钢坯组批单元,用于将钢坯按批次进入轧机,每一批中的钢坯按顺序进入轧机,并 按顺序出所述轧机,所述钢坯组批单元与所述轧制计划单元、轧线控制监控单元相连接; 作业记录单元,用于记录所述轧机的作业信息,所述作业记录单元与所述钢坯组 批单元相连接。 在本发明的一实施例中,所述轧钢生产的轧线参数采集分析和负差预警系统还包 括: 图片生产单元,用于读取各个所述轧机的参数信息,以生成所述轧机的作业监控 画面。 在本发明的一实施例中,所述设定幅度为在每个参数信息在其上限、下限区间范 围内减少5%至15%的设定幅度。 在本发明的一实施例中,所述轧线控制监控单元包括: 控制器,用于对各个所述轧机的参数信息进行处理,以求出每个所述轧机运行的 参数平均值; 开关单元,其分别与所述控制器、轧机相连接; 声光报警器,其与所述控制器相连接。 本发明还提供一种轧钢生产的轧线参数采集分析和负差预警方法,所述轧钢生产 的轧线参数采集分析和负差预警方法包括上述的轧钢生产的轧线参数采集分析和负差预 警系统,所述轧钢生产的轧线参数采集分析和负差预警方法包括: 通过信号采集单元采集各个轧机和整条轧线的参数信息; 通过轧线控制监控单元对各个所述轧机的参数信息进行处理,以求出每个所述轧 机运行的参数平均值,以所述轧机运行的参数平均值或设置的基准值作为监测判断标准; 当所述轧机输出的参数信息超过所述轧机运行的参数平均值或设定基准值时,通 过所述报警单元输出报警信号。 在本发明的一实施例中,所述通过轧线控制监控单元对各个所述轧机的参数信息 进行处理,以求出每个所述轧机运行的参数平均值的步骤包括: 通过所述轧线控制监控单元去除所述参数信息中的极限值; 将每个参数信息在其上限、下限区间范围内减少设定幅度; 根据剩余的参数信息求出每个所述轧机运行的参数平均值。 本发明还提供一种轧钢生产装置,所述轧钢生产装置包括上述的轧钢生产的轧线 参数采集分析和负差预警系统,所述轧钢生产装置包括: 至少一轧机,其上安装有多个工作轨道; 轧机轧辊,其安装于所述轧机上; 钢材轧件,其活动安装于所述轧机轧辊的表面; 所述轧机轧辊设置于所述轧机的中间位置; 所述轧机与所述信号采集单元、轧线控制监控单元之间通信连接。 如上所述,本发明的一种轧钢生产的轧线参数采集分析和负差预警系统,具有以 下有益效果: 5 CN 111570523 A 说 明 书 3/6 页 本发明的轧钢生产的轧线参数采集分析和负差预警系统包括信号采集单元、轧线 控制监控单元以及报警单元。本发明能够根据其采集的参数数据,在轧线过钢过程中,当参 数发生超出控制范围、频繁波动等异常时,随即对该种异常情况进行声光报警,操作人员根 据报警位置和参数变化量进行实际调整,使负差能够稳定在控制范围以内。 本发明的轧钢生产的轧线参数采集分析和负差预警系统能够实现正常、稳定的轧 线生产,降低发生事故概率,减少产品质量隐患。 附图说明 图1为本申请实施例提供的一种轧钢生产装置的结构示意图。 图2为本申请一个实施例提供的一种轧钢生产的轧线参数采集分析和负差预警系 统的结构示意图。 图3为本申请又一个实施例提供的一种轧钢生产的轧线参数采集分析和负差预警 系统的结构示意图。 图4为本申请再一个实施例提供的一种轧钢生产的轧线参数采集分析和负差预警 系统的结构示意图。 图5为本申请实施例提供的一种轧钢生产的轧线参数采集分析和负差预警系统的 轧线控制监控单元的结构示意图。 图6为本申请实施例提供的一种轧钢生产的轧线参数采集分析和负差预警方法的 工作流程图。 图7为本申请实施例提供的图6中一种轧钢生产的轧线参数采集分析和负差预警 方法的步骤S2的工作流程图。 元件标号说明 1 轧制计划单元 2 钢坯组批单元 3 作业记录单元 4 信号采集单元 5 轧线控制监控单元 6 轧机 7 报警单元 8 图片生产单元 9 轧机轧辊 10 工作轨道 12 钢材轧件 13 轧钢生产的轧线参数采集分析和负差预警系统 51 控制器 52 开关单元 53 声光报警器 6 CN 111570523 A 说 明 书 4/6 页











