
技术摘要:
本发明提供了一种轴自动检测矫正装置,包括装置主体、检测矫正装置箱、合格产品传送带;所述装置主体包括壳体、自动检测分类装置与转轴运输装置;所述转轴运输装置连通于进口端、出口端,且中部与合格产品出口端连接;所述自动检测分类装置镶嵌于壳体内顶部;所述检测矫 全部
背景技术:
在转轴的工业生产过程中,转轴的弯曲度影响着产品的合格率,一般情况下,转轴 的产品生产中会出现许多有弯曲的产品,使产品的行业标准达不到要求,而需要手工捶打 矫正,但手工操作比较繁琐,对转轴弯曲度的情况靠人眼观察,缺少一种能对转轴进行仪器 识别并自动矫正的装置。
技术实现要素:
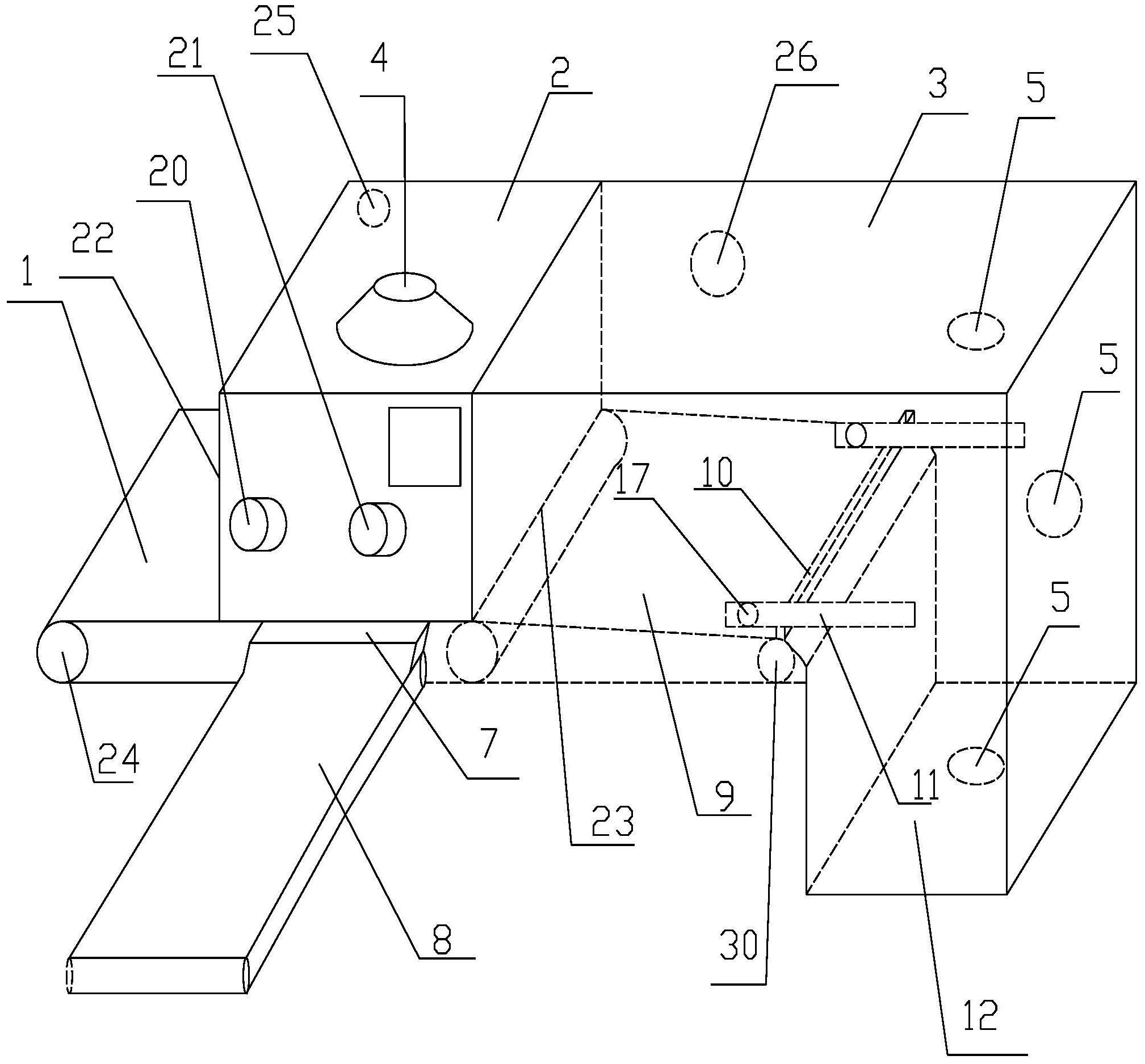
针对以上所述,本发明提供了一种轴自动检测矫正装置,以解决上述现有技术中 存在的至少一个问题。 本发明解决其技术问题所采用的技术方案是:提供了一种轴自动检测矫正装置, 包括装置主体、检测矫正装置箱、合格产品传送带;所述装置主体包括壳体、设置在壳体内 的自动检测分类装置和转轴运输装置,壳体前后端分别设有进口端与出口端,壳体一侧面 设有可与合格产品传送带连接的合格产品出口端,检测矫正装置箱连接在出口端;所述转 轴运输装置连通于装置主体的进口端、出口端,且中部与合格产品出口端连接,转轴运输装 置对转轴进行运输;所述自动检测分类装置镶嵌于壳体内顶部,并对转轴运输装置运输的 转轴进行检测与自动分类,检测合格产品经合格产品出口端推入合格产品传送带,需要矫 正的产品继续运输至检测矫正装置箱内;所述检测矫正装置箱连接于出口端,包括可放置 待矫正转轴的储存台、转轴夹持组件、对转轴进行捶打矫正的捶打机构,储存台连接于传输 带的末端,且储存台后端设有矫正产品回收箱;转轴夹持组件设置在检测矫正装置箱两侧, 可对放置在储存台上的待矫正转轴进行逐一固定夹持;所述捶打机构设置在检测矫正装置 箱内顶部,处于转轴夹持组件的正上方,捶打机构对转轴夹持组件夹持的待矫正转轴进行 坐标定位,捶打机构对坐标定位检测后的待矫正转轴进行曲直度矫正捶打,当待矫正转轴 矫正完成后,电动夹爪松开,矫正后的转轴进入矫正产品回收箱内。 进一步,所述转轴运输装置包括异步电机、异步电机驱动的多个滚筒、套设于多个 滚筒上的传输带,传输带一端连接于进口端,另一端连接于出口端。 进一步,所述自动检测分类装置包括可对转轴曲直度进行检测的超声波检测仪、 第一微控器、对检测后的转轴进行分类的筛选组件,超声波检测仪设置在传送带正上方镶 嵌于壳体内顶部,筛选组件设置在传送带一侧并对准于合格产品出口端,第一微控器设置 在壳体内,且超声波检测仪、第一微控器、筛选组件均通过电性连接。 进一步,所述筛选组件包括伸缩电机、筛选板、连接轴,伸缩电机设置在传送带一 侧,连接轴一端连接伸缩电机,另一端连接筛选板,筛选板与传输带呈水平垂直设置,且与 合格产品出口端相对,经超声波检测仪检测后,可将检测合格产品推入合格产品传送带。 进一步,所述储存台一端连接传送带的出口端,另一端设有可阻挡待矫正转轴的 4 CN 111589729 A 说 明 书 2/7 页 挡板,储存台与传输带形成倾斜角度,可使待矫正转轴滚入储存台中逐根储存,且储存台的 末端挡板连接有矫正产品回收箱。 进一步,所述转轴夹持组件包括可对待矫正转轴进行夹持的电动夹爪、多个电动 伸缩杆、第二微控器,电动伸缩杆一端连接电动夹爪,另一端分别设置在检测矫正装置箱两 侧,第二微控器设置在检测矫正装置箱内,并与电动夹爪、多个电动伸缩杆电性连接,且与 检测矫正装置箱两侧连接处设有可带动转轴夹持组件左右移动、旋转的移动旋转装置。 进一步,所述挡板通过活动铰链铰接在储存台的末端,电动夹爪夹持待矫正转轴 向后移动时,可直接将挡板翻开,当待矫正转轴越过挡板后,挡板迅速拉回初始位置。 进一步,所述移动旋转装置包括设置在检测矫正装置箱水平方向两侧的滑槽、设 置在滑槽内的第一直线电机、与滑槽相契合的滑轨、设置在滑轨上的转动电机,电动伸缩杆 的末端设置在滑轨上,并与转动电机连接,第一直线电机固定在滑槽末端,通过连接轴与滑 轨连接,第一直线电机可带动电动伸缩杆进行水平移动,且转动电机可带动电动伸缩杆进 行旋转。 进一步,所述捶打机构包括竖直朝下可对准待矫正转轴的可移动伸缩组件、对待 矫正转轴弯曲位置进行捶打的橡胶锤头、可对待矫正转轴的弯曲位置、弯曲面朝向进行坐 标定位检测的激光轮廓传感器,激光轮廓传感器设置在检测矫正装置箱上下左右内壁上, 且均对准转轴夹持组件夹持固定的待矫正转轴,可检测出待矫正转轴的弯曲面朝向、弯曲 位置所处的坐标。 进一步,所述可移动伸缩组件包括镶嵌在检测矫正装置箱顶部的直线导轨、配合 在直线导轨上的第二直线电机、可对待矫正转轴进行伸缩捶打的伸缩杆,所述直线导轨上 分别设有多个可对应在待矫正转轴上的坐标区域,且每个坐标区域内均设有可与激光轮廓 传感器配合的传感器信号接收装置,直线导轨上伸缩杆一端连接在第二直线电机上,另一 端连接橡胶锤头,通过激光轮廓传感器与传感器信号接收装置的电路信号配合,可对准待 矫正转轴的检测坐标进行矫正捶打。 本发明的有益效果是:通过转轴运输装置运输转轴,自动检测分类装置对转轴的 弯曲度进行检测分为检测合格转轴与待矫正转轴,检测合格转轴被推入合格产品传送带, 待矫正转轴进入检测矫正装置箱进一步的全方位检测,转轴夹持组件夹持住待矫正转轴, 通过移动旋转装置将待矫正转轴往后移动翻开挡板,将待矫正转轴移动至捶打机构的正下 方,激光轮廓传感器对待矫正转轴的弯曲位置、弯曲面朝向进行坐标定位检测,当激光轮廓 传感器检测出待矫正转轴弯曲面朝上时,控制第二直线电机运动到待矫正转轴弯曲位置所 对应的坐标区域,伸缩杆带动橡胶锤头对待矫正转轴弯曲位置进行矫正捶打;当检测出待 矫正转轴弯曲面朝下、朝右、朝左时,控制转动电机带动待矫正转轴弯旋转,使弯曲面旋转 朝向橡胶锤头,再控制第二直线电机运动到待矫正转轴弯曲位置所对应的坐标区域,伸缩 杆带动橡胶锤头对待矫正转轴弯曲位置进行矫正捶打,当待矫正转轴弯曲位置恢复平整 后,激光轮廓传感器对待矫正转轴检测合格,通过电路信号传输,控制电动夹爪松开后,矫 正后的转轴进入矫正产品回收箱内,对生产的转轴进行检测、分类并自动捶打矫正,提高了 转轴的合格率,使有弯曲的转轴能更好被矫正。 5 CN 111589729 A 说 明 书 3/7 页 附图说明 图1是本发明的结构示意图。 图2是自动检测分类装置的侧视图。 图3是检测矫正装置箱的侧视图。 图4是电动夹爪夹持待矫正转轴作用于储存台挡板的受力过程图。 图5是待矫正转轴、移动旋转装置与捶打机构的操作流程图。 图6是移动旋转装置的结构示意图。 图7是本发明的电路流程图。 在图中,1.转轴运输装置,2.壳体,3.检测矫正装置箱,4.超声波检测仪,5.激光轮 廓传感器,6.筛选板,7.合格产品出口端,8.合格产品传送带,9.储存台,10.挡板,11.滑槽, 12.矫正产品回收箱,13.伸缩杆,14.橡胶锤头,15.电动夹爪,16.转动电机,17.电动伸缩 杆,18.待矫正转轴,19.伸缩电机,20.启动开关,21.检测矫正开关,22.进口端,23.出口端, 24.异步电机,25.第一微控器,26.第二微控器,27.第一直线电机,28.连接轴,29.滑轨,30. 活动铰链,31.第二直线电机,32.直线导轨,33.传感器信号接收装置,34.坐标区域。











