
技术摘要:
本发明涉及一种用于排气设备的探针接管,所述探针接管具有基本上空心柱体地实施的第一体,所述第一体在第一端侧上具有平面的第一圆环面,其中,所述探针接管具有第二体,所述第二体在第一端部上具有平的圆环面并且在所述平的圆环面内具有通口,所述通口的直径对应于或 全部
背景技术:
排气设备在其几何结构方面原则上与要装入所述排气设备的相应车辆相适配。一 般可供使用的空间在发动机舱中和在地板的区域中被非常小地确定尺寸,从而排气设备必 须耗费地设计到可供使用的空间中。 特别是从排气设备伸出的构件、如文首提到的测量探针难以安放。因此,不存在够 以使用对应于所有给定条件的标准接管的空间。出于这些原因,对于每个车辆类型需要单 独的接管。 此外,接管经常不是焊接在平的构件上、而是焊接在自由形状上,这通常使作为锻 造件或铸造件的实施方案变得必需。于是,锻造件或铸造件必须在另一个工作步骤中加工, 以便产生螺纹和平面的面。因此,探针接管在其制造方面是非常昂贵的。 此外,对密封面的尺寸稳定性和螺纹的强度的要求高。一方面必须确保密封性并 且另一方面可以在催化器设备的使用寿命上需要替换探针。然而,在更换探针时切断螺纹 可能需要替换完整的催化器壳体。 由EP2270320A2例如已知一种探针接管,该探针接管完全制造为由板材制成的深 拉件。以这种方式能够有利地制造探针接管,然而上面提到的对紧密性和强度的要求不是 在每种情况下都被确保。
技术实现要素:
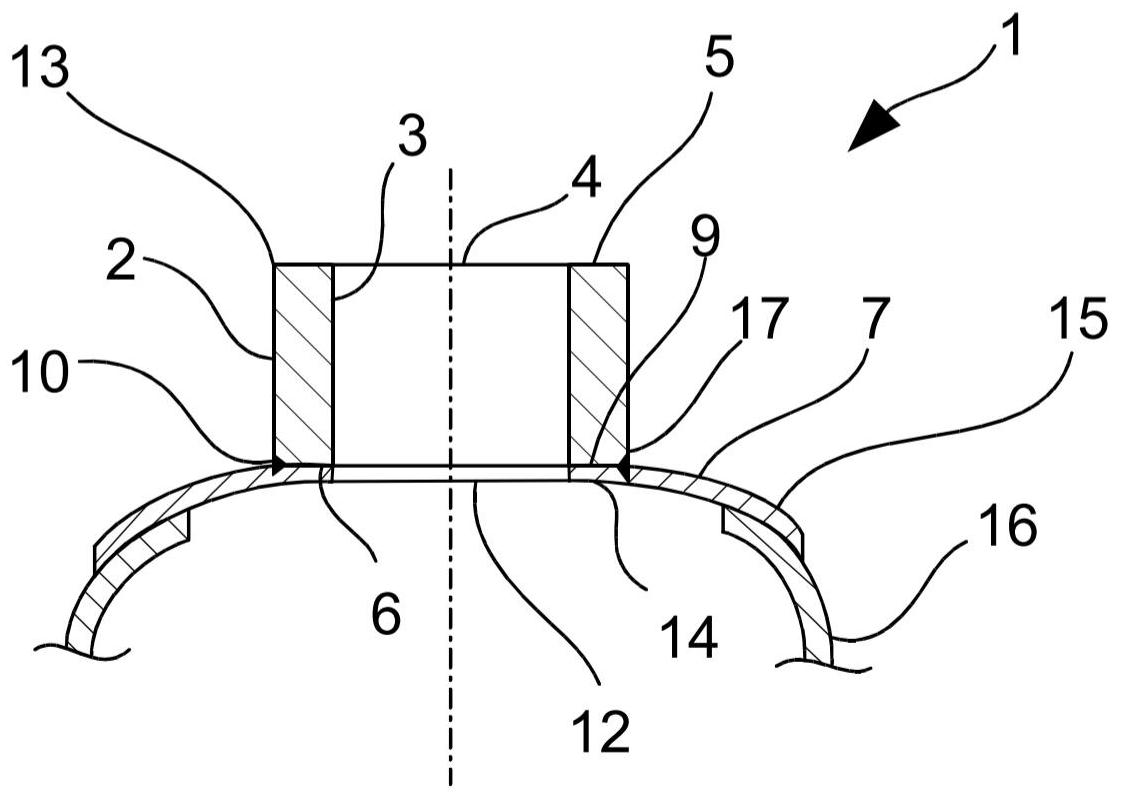
本发明的任务是,提供一种标准接管,该标准接管能够简单且有利地制造并且还 确保螺纹的良好密封性和高强度和使用寿命。 所述任务通过独立权利要求的技术方案得以解决。优选实施方式是从属权利要求 的主题。 本发明基于以下总体构思,即,探针接管作为具有简单几何结构的标准构件由合 适的材料、例如钢制造并且通过与相应排气设备相适配的另一个构件与所述排气设备连 接。因此,真正的接管能够作为空心柱体、例如作为由钢制成的车削件对于所有车辆类型以 大件数有利地制造。所述另一个构件例如也能够作为锻造件或烧结件同样较有利地制造, 因为螺纹不再必须切割到所述构件中。因此,通过组合两个分别有利地可制造的构件能够 制造探针接管,所述探针接管能适配于所有设备类型并且总体上还比纯锻造件或铸造件有 利。 4 CN 111590255 A 说 明 书 2/5 页 对应于一种特别有利的实施方式,用于排气设备的探针接管具有基本上空心柱体 地实施的第一体,所述第一体在第一端侧上具有平面的第一圆环面,其中,所述探针接管具 有第二体,所述第二体在第一端部上具有平的圆环面并且在所述平的圆环面内具有通口, 所述通口的直径对应于或大于所述第一体的内径。所述第二体的第二端部如此实施,使得 所述第二端部允许所述探针接管与连接面的气密连接,其方式是,所述第二端部补偿所述 连接面与平面的几何偏差,其中,所述第一体和所述第二体在所述第一体的第二端侧和所 述平的圆环面的区域中彼此贴靠并且以环绕第一体的焊缝如此相互焊接,使得所述体相互 气密地连接。 按照本发明的一种有利的改进方案,所述第一体在所述第二端侧上具有基本上平 面的第二圆环面,在所述第二圆环面的外侧上设置有环绕的突起,其中,所述第二体在第一 端部上具有平的圆环面,所述平的圆环面的形状公差处于0.2mm的范围并且所述平的圆环 面的内径对应于或大于所述通口的直径并且所述平的圆环面的外径对应于或大于所述第 一体的外径。所述体在装配状态中如此相对于彼此设置,使得所述体在所述环绕的突起和 所述平的圆环面的区域中彼此贴靠并且以环绕的焊缝相互焊接。 在一个体上的环绕的突起和在这个形状公差范围在另一个体上的平的圆环面的 构造方案能实现:使用非常快速的焊接方法、例如电容器脉冲焊接,以用于产生环绕地气密 的焊缝。这种焊接方法的另一个大的优点是,不发生衬套的变形。因此,衬套中的螺纹既不 需要被检验也不需要被再加工,如这例如在MAG焊接时时所述情况。由此能够进一步降低制 造的成本。 按照本发明的一种有利的改进方案,所述第一体在所述第二端侧上具有所述第一 体的直径小于或等于所述通口的直径的区段。 通过这种设计方案,上述区段在装配状态中伸入到所述第二体中。这能实现简化 的装配装置,因为第一体在预装配时在第二体中定心。以这种方式能够简化对探针接管的 制造。 按照本发明的一种有利的改进方案,所述第二体紧接着所述平的圆环面过渡到基 本上空心柱体地实施的区域中,其中,所述第二体的第二端部如此实施,使得所述第二端部 的封闭面处于不平行于所述平的圆环面的平面中。 通过这种设计方案,能够利用非常小的、同样空心柱体地实施的构件适配探针接 管与排气设备的壳体几何结构的适配。例如能够利用非常薄的片补偿对壳体的倾斜的适 配,所述片的端侧彼此不是平面平行、而是彼此具有角度。 按照本发明的一种有利的改进方案,所述第二体紧接着所述平的圆环面过渡到拱 曲的或部分柱体地实施的区域中。 第二体的设置用于接合到排气设备上的端部作为拱曲的或部分柱体的面的设计 方案能实现将探针接管接合到很多不同地实施的排气设备类型上。 按照本发明的一种有利的改进方案,所述第二体的平的圆环面以平整方法再加 工。 平整是如下方法,其中,沿垂直于平的圆环面的方向将压力施加到构件上,以便通 过构件的轻微变形以需要的形状公差制造平的面。这是一种非常简单且快速的方法,通过 所述方法避免对构件的进一步切削加工并且因此可以节省其他成本。 5 CN 111590255 A 说 明 书 3/5 页 按照本发明的一种有利的改进方案,所述第一体实施为由钢制成的车削件。 通过将标准衬套制造为车削件可以确保以非常准确的形状公差快速且有利地制 造衬套。 按照本发明的一种有利的改进方案,所述第二体实施为由板材制成的深拉件。 在确定的给定条件下不需要将第二体制造为锻造或烧结件。因此,通过使用深拉 的还较有利的方法能够获得进一步的成本降低。因此,探针接管可以以有利的方式和方法 与几乎任意成形的排气设备类型相适配。 按照本发明的一种有利的改进方案,所述探针接管如此制造,使得首先由钢车削 成第一体,所述第一体构成在两个端部上具有平面的圆环面的空心柱体,其中,在所述圆环 面中的一个圆环面上构造有环绕的突起,所述突起在横截面方面具有等边三角形的形状。 然后,制造第二体作为烧结的或锻造的构件,其中,在所述第二体的一个端部上通过平整方 法产生具有0.2mm的形状公差的圆环面。随后,将所述第一体和所述第二体如此设置,使得 所述第一体的环绕的突起贴靠在所述第二体的平的圆环面上并且借助于电容器脉冲焊接 将两个体相互连接。 电容器脉冲焊接的特征在于非常短的焊接时间,此时在构件中的局部能量集中和 小热影响区。由此避免第一体中的螺纹的热变形并且因此避免对螺纹的检查的工作流程和 经常必需的再加工。此外能实现对高强度的钢和非常不同尺寸的也良好导电的焊接配对件 的非常不同材料组合的可靠焊接。 本发明的其他特征和优点由对本发明的实施例的后续说明、借助示出对本发明重 要的特征的附图并且由权利要求得出。各个特征可以分别单独或多个以任意的组合在本发 明的变型方案中实现。 附图说明 本发明的一些实施例在附图中示出并且在后续说明中进一步解释。附图中: 图1示出探针接管的一种实施方式的剖视图; 图2示出探针接管的另一种实施方式的剖视图; 图3示出探针接管的另一种实施方式的剖视图; 图4示出这种实施方式的第一体的剖视图;并且 图5示出第二体的一种实施方式的视图的剖视图。











