
技术摘要:
本发明公开了一种大型轴类高精度基准的精修方法,所述基准的精修方法在对转轴基准段的精修过程中,基准段和临时基准段互相作为基准,通过弹性车刀反复进行精修,直至基准段跳动值达到要求。本方法可以实现大型轴类零部件的高精度基准外圆加工,加工方法可靠,效率高, 全部
背景技术:
大型核能发电机转轴重量达230t,其轴颈、联轴器等部位尺寸公差通常在IT6级左 右,形位公差在IT4级左右,加工精度要求很高。 因此在转轴车削时,中心架所在的基准位置的精度,是保证轴颈等部位车序加工 精度的关键部位,基准段外圆尺寸约Φ900mm,其外圆跳动要求不高于0.005mm,且表面粗糙 度不低于Ra0.4。因而转轴基准段的精修,是转轴精车时的关键工序。 转轴基准段的精修在转轴各道车序前进行,每次转轴上卧车装夹找正后,都要检 查基准段外圆的跳动值,若大于0.005mm则需进行精修。 但精修基准段采用的临时基准位置的跳动值也不满足0.005mm以内的要求,因此 转轴基准段的精修是一个棘手问题,需要采用一种新的工艺方法来确保基准段外圆精修合 格。
技术实现要素:
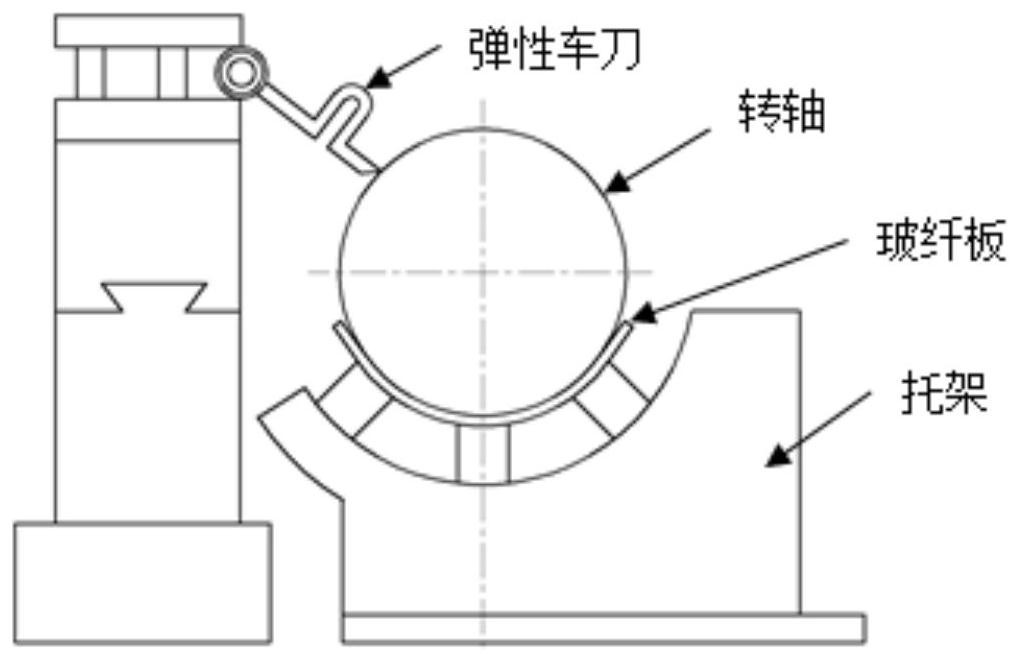
本发明的目的在于,为了克服上述技术难点,提出了一种新型轴类高精度基准的 精修方法。该方法通过移动托架位置、用弹性车刀反复精修基准段及临时基准段等实现高 精度基准段的加工。 本发明目的通过下述技术方案来实现: 一种大型轴类高精度基准的精修方法,所述基准的精修方法至少包括如下步骤: A.将待加工转轴设置于卧式车床之上,完成装夹和找正,由托架实现转轴基准段段支撑,并 测量基准段的第一外圆跳动值,当测得的基准段的第一外圆跳动值大于阈值时,采用弹性 车刀在基准段相邻区域段进行精修作为临时基准段,且临时基准段的精修量为第一外圆跳 动值的1/2;B.将支撑转轴的托架转移至临时基准段,再次对转轴找正后,完成基准段的第 二外圆跳动值的测量,当第二外圆跳动值大于阈值时,采用弹性车刀以第二外圆跳动值的 1/2对基准段进行精修;C.检测精修后基准段的外圆跳动值,当精修后的基准段的外圆跳动 值仍大于阈值时,重复步骤A和步骤B,直至基准段的外圆跳动值小于阈值时,结束基准段的 精修。 根据一个优选的实施方式,在对临时基准段或基准段进行精修时,托架与转轴之 间设有玻纤板。 根据一个优选的实施方式,在对临时基准段或基准段进行精修时,弹性车刀的刀 尖高于转轴中心设置。 根据一个优选的实施方式,在对临时基准段或基准段进行精修时,转轴的转动方 向与转轴的设计转动方向相反。 3 CN 111545771 A 说 明 书 2/3 页 根据一个优选的实施方式,在对临时基准段或基准段进行精修时,弹性车刀位于 待精修位置段的斜上方45°角处。 根据一个优选的实施方式,所述基准段的外圆跳动阈值为0.005mm。 前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本 发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间 也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有 多种组合,均为本发明所要保护的技术方案,在此不做穷举。 本发明的有益效果:本发明在对转轴基准段的精修过程中,基准段和临时基准段 互相作为基准,反复进行精修,直至基准段跳动值达到要求。本方法可以实现大型轴类零部 件的高精度基准外圆加工,加工方法可靠,效率高,可达到很高的加工精度要求,且加工后 表面可达到很好的光洁度。 附图说明 图1是本发明的基准的精修方法中弹性车刀的加工示意图; 图2是本发明的基准的精修方法中支撑临时基准位置示意图; 图3是本发明的基准的精修方法中支撑基准段位置示意图。











