
技术摘要:
本发明提出了一种打磨砂轮的使用方法,首先检查砂轮,并筛选出外观无缺陷的砂轮作为打磨砂轮;然后清洁固定在修磨机主轴末端上的砂轮座,以确保砂轮座表面光滑;之后将打磨砂轮固定在砂轮座上,然后启动修磨机,修磨机带动打磨砂轮空转,待修磨机运行平稳后,打磨砂轮 全部
背景技术:
砂轮是用于进行修磨钢坯的必不可少的消耗品,而现有技术中车间进行砂轮安 装、砂砾修磨过程及砂轮下线标准均缺少一个明确统一的科学标准,因此无法保证钢坯修 磨质量,同时砂轮下线存在浪费。
技术实现要素:
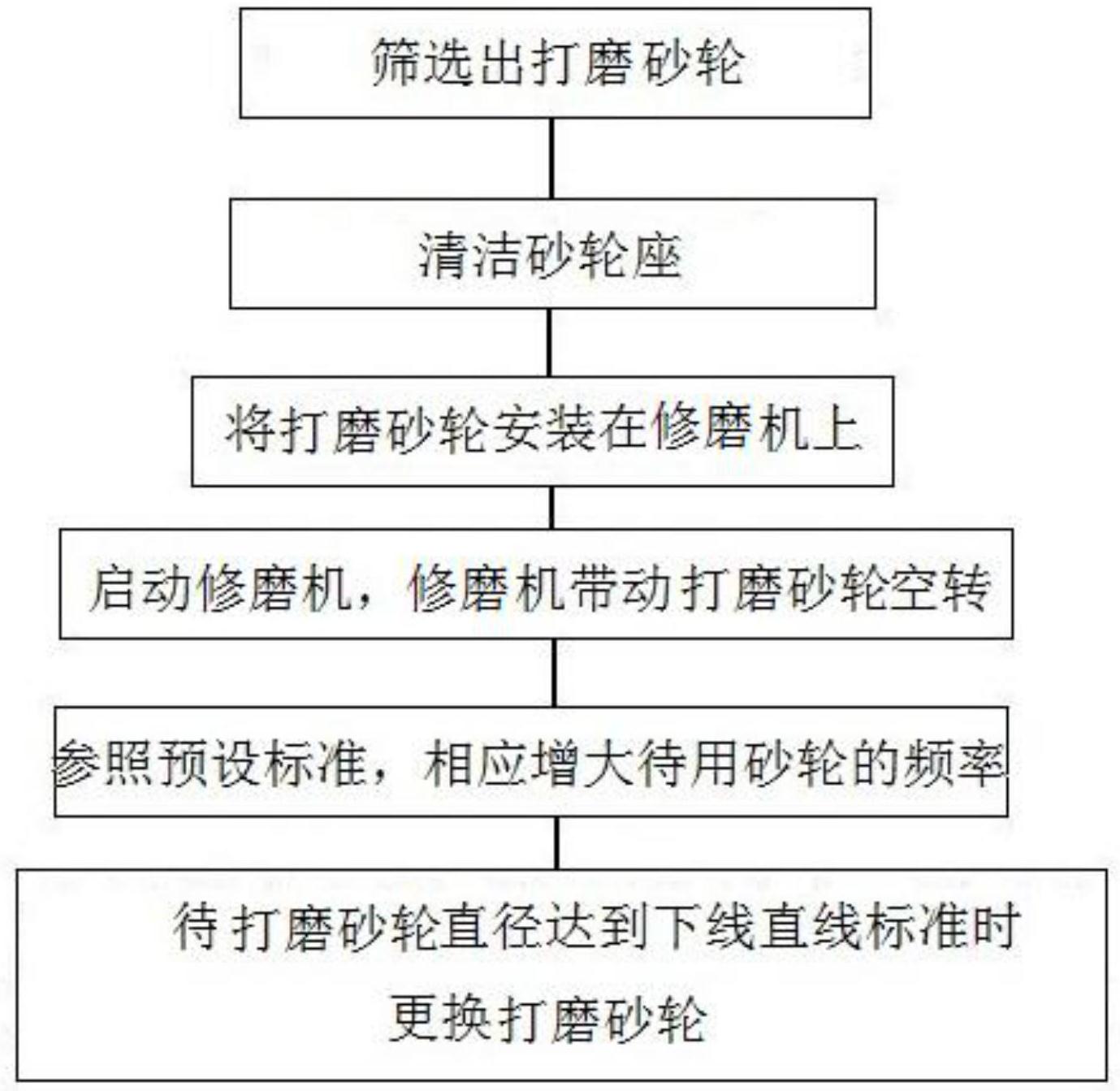
本发明的目的在于提供一种打磨砂轮的使用方法,通过制定砂轮安装工艺、砂轮 修磨过程中的频率调整工艺及砂轮下线标准,保证钢坯修磨质量的同时避免砂轮下线造成 的浪费。为实现上述目的,本发明采用如下技术方案: 一种打磨砂轮的使用方法,包括以下步骤: (1)检查砂轮,并筛选出外观无缺陷的砂轮作为打磨砂轮; (2)清洁固定在修磨机的主轴末端的砂轮座,以确保砂轮座表面光滑; (3)将所述打磨砂轮固定在所述砂轮座上; (4)启动所述修磨机,所述修磨机带动步骤(3)中的所述打磨砂轮空转,待所述修磨机 运行平稳后,所述打磨砂轮开始进行修磨; (5)在运行设定时间后,随所述打磨砂轮的直径减小,参照预设标准,相应增大所述修 磨机的频率以确保所述打磨砂轮每秒的运转距离不变;所述预设标准包括:所述砂轮直径 为570mm~610mm时,所述砂轮频率为41HZ;所述砂轮直径为385mm~420mm时,所述砂轮频率为 47 HZ ~48HZ; (6)所述打磨砂轮的直径逐渐减小,待所述打磨砂轮的直径达到下线直径标准时,更换 所述打磨砂轮。 优选地,在步骤(4)中,空转的时间为5min-8min。 优选地,在步骤(6)中,下线直径标准为370mm~390mm。 优选地,在步骤(3)中,所述打磨砂轮通过螺栓固定在所述砂轮座上;所述螺栓和 所述打磨砂轮之间设置弹性垫片。 优选地,在步骤(3)中,所述螺栓沿圆周设置并对称分布;安装所述螺栓时,同步拧 紧对称的一对所述螺栓。 与现有技术相比,本发明的优点为:通过制定砂轮安装工艺、砂轮修磨过程中的频 率调整工艺及砂轮下线标准,保证钢坯修磨质量的同时避免砂轮下线造成的浪费。 附图说明 图1为本发明以实施例的打磨砂轮的使用方法的流程图。 3 CN 111604825 A 说 明 书 2/2 页











