
技术摘要:
本发明公开一种超大型瓦楞纸印刷联动线用的糊箱折叠装置,包括依次连接的糊箱部、折箱部、计数排出部和压合部;折箱部包括纸板输送机构和折叠机构,沿纸板输送方向,糊箱部和折叠机构依次设于纸板输送机构上方,计数排出部与纸板输送机构的输出端连接,压合部与计数排 全部
背景技术:
瓦楞纸箱作为产品的包装箱在生活中随处可见,其表面一般印刷有产品相关信息 及广告宣传等信息,这些信息一般是在瓦楞纸箱的生产过程中由印刷设备直接完成印刷。 随着时代的发展,环保要求越来越高,一些大型或超大型的商品(如大型电冰箱、各种生产 设备等)都由传统的木箱包装方式逐渐转变成木架结合瓦楞纸箱的包装方式。为了适应这 些超大型的瓦楞纸箱生产需求,申请人已经开发了一种超大型的瓦楞纸箱印刷机(其具体 结构可见公告号为CN106985508B的发明专利),但在实际生产中,瓦楞纸箱的生产工艺并不 仅仅只包含印刷工序,还应该包含有印刷前的送纸工序、印刷后的开槽、模切、糊箱折叠等 工序。在有些工序无法通过设备自动进行的情况下,这些工序只能依靠人工完成,但由于瓦 楞纸板规格非常大,造成人工操作难度也非常大,其生产效率低下。因此,在传统瓦楞纸箱 生产线无法适用于超大型瓦楞纸箱生产的情况下,为了更好地实现超大型瓦楞纸箱的高速 生产,不仅需要对其印刷工序进行调整和改进,对于其他工序的调整和改进同样也具有重 要意义。
技术实现要素:
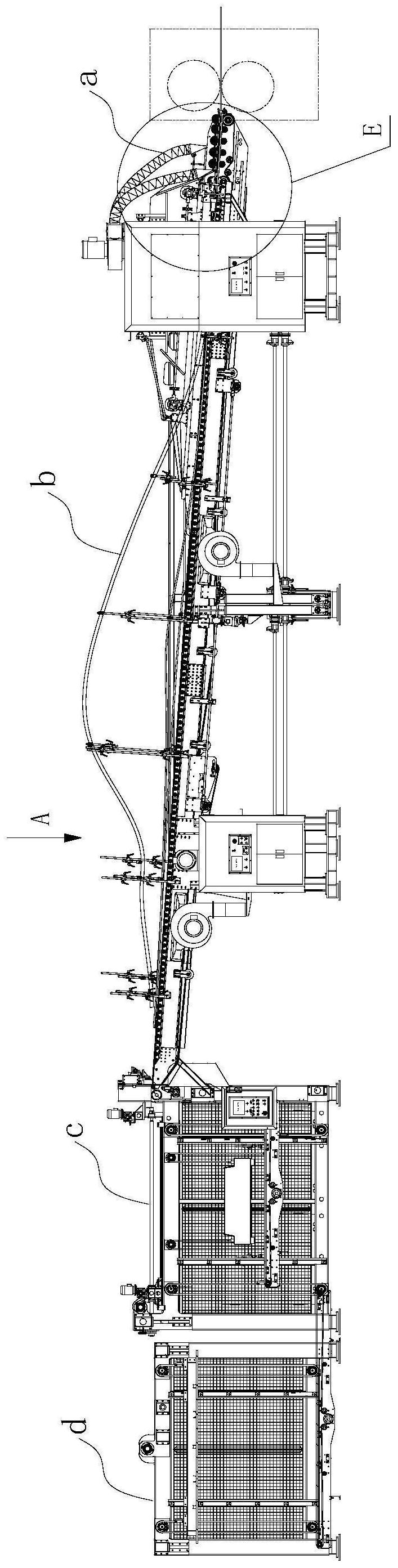
本发明的目的在于克服现有技术的不足,提供一种超大型瓦楞纸印刷联动线用的 糊箱折叠装置,该装置可代替人工操作,配合印刷设备实现超大型瓦楞纸的高速自动生产, 提高生产效率。 本发明的技术方案为:一种超大型瓦楞纸印刷联动线用的糊箱折叠装置,包括依 次连接的糊箱部、折箱部、计数排出部和压合部; 折箱部包括纸板输送机构和折叠机构,沿纸板输送方向,糊箱部和折叠机构依次 设于纸板输送机构上方,计数排出部与纸板输送机构的输出端连接,压合部与计数排出部 的输出端连接。该装置中,折叠机构的输入端外接超大型瓦楞纸印刷联动线的印刷和模切 部,即纸板经过印刷和模切之后,再进入本装置进行糊箱、折箱、计数排出、压合,最后呈堆 叠状送出超大型瓦楞纸印刷联动线。 所述折箱部中,纸板输送机构包括第一主桥、第二主桥、第一上压纸梁和第二上压 纸梁,第一主桥和第二主桥平行设置,第一上压纸梁设于第一主桥的输入端上方,第二上压 纸梁设于第二主桥的输入端上方;沿纸板输送方向,第一主桥和第二主桥分别呈逐渐上升 的倾斜状态。 所述第一主桥和第二主桥均采用吸风皮带式结构,分别包括主桥风管、主桥风机、 主桥输送皮带、主桥输送皮带驱动机构和主桥输送皮带张紧机构,主桥风管为顶部开放的 中空箱式结构,主桥风管侧壁连接有主桥风机,主桥输送皮带覆盖于主桥风管表面且沿主 4 CN 111605243 A 说 明 书 2/10 页 桥风管表面进行循环转动,主桥输送皮带的表面分布有若干通孔,主桥输送皮带缠绕于主 桥输送皮带驱动机构上,主桥输送皮带张紧机构设于主桥风管下方且与主桥输送皮带相 接。其中,主桥风机为主桥风管提供负压作用,主桥风管通过带有通孔的主桥输送皮带对纸 板形成吸附力,使纸板被吸附于主桥输送皮带表面并跟随主桥输送皮带的转动向前输送; 主桥输送皮带驱动机构包括皮带驱动电机、皮带驱动轮和多个皮带传动轮,皮带驱动电机 的动力输出端与皮带驱动轮连接,皮带缠绕于皮带驱动轮和各皮带传动轮之间,皮带驱动 电机输出动力后,由皮带驱动轮驱动主桥输送皮带沿各皮带传动轮进行转动,使其实现相 对于主桥风管表面进行的输送运动。 所述主桥输送皮带张紧机构包括张紧轮、张紧气缸、张紧滑块和张紧导槽,主桥风 管底部向下延伸有安装板,安装板上设有张紧导槽,张紧滑块与张紧导槽相配合,张紧轮的 表面与主桥输送皮带相接,张紧轮的轮轴与张紧滑块固定连接,张紧滑块与张紧气缸的活 塞末端固定连接。在设备运行的情况下,启动张紧气缸,使其活塞通过张紧滑块推动张紧轮 伸出,使主桥输送皮带处于张紧状态;当设备停机时,气缸收缩,使张紧轮复位,主桥输送皮 带恢复放松状态,从而避免主桥输送皮带长期处于拉伸状态而产生变形,可延长主桥输送 皮带的使用寿命。根据设备的实际情况,主桥输送皮带上可设置一组或多组主桥输送皮带 张紧机构,然后根据实际需要启动调节张紧度即可。 所述第一上压纸梁和第二上压纸梁的结构相同,分别包括胶轮、胶轮安装部、压 板、压线板、上梁推板和升降机构,胶轮沿纸板输送方向安装于胶轮安装部底部,沿纸板输 送方向,压板设于胶轮安装部的前方,压线板设于胶轮安装部的外侧,上梁推板设于胶轮安 装部的上方,升降机构安装于上梁推板上且升降机构的末端与胶轮安装部固定连接。其中, 胶轮安装部及上梁推板主要起到安装和支撑其它各组成部件的作用;在第一主桥和第二主 桥输送纸板的过程中,通过胶轮以及压板压紧于纸板表面,可避免纸板由于面积过大而在 输送过程或后续折叠过程中产生不必要的晃动,确保折叠精确;压线板用于对准纸板预设 的纵向折线,为后续折叠的准确性提供保障;升降机构用于调节胶轮与主桥输送皮带之间 的间隙,使其与纸板厚度相适应,一般情况下,升降机构采用市面通用结构的升降机构即 可,即减速电机通过动力传动组件驱动升降机,由升降机带动胶轮安装部提升或下降,从而 实现胶轮、压板和压线板的上升或下降运动。根据设备的实际需要,还可在上梁推板上预留 丝杆安装位,通过丝杠安装位外接丝杠调节机构,可推动上梁推板带动整个第一上压纸梁 或第二上压纸梁进行左右移动,以适应纸板的宽度需要和第一主桥、第二主桥的位置需要。 所述折叠机构包括中间托杆和两组折叠杆组件,中间托杆设于第一主桥和第二主 桥之间,且中间托杆的顶面与第一主桥和第二主桥的顶面位于同一平面内;两组折叠杆组 件对称设于第一主桥和第二主桥的侧边上; 各折叠杆组件包括上折叠导杆、下折叠导杆和调整杆组件,沿纸板输送方向,上折 叠导杆和下折叠导杆的高度均呈现逐渐上升后逐渐下降的状态,上折叠导杆所形成的弯曲 度大于下折叠导杆所形成的弯曲度;同时,沿纸板输送方向,两组折叠杆组件中的两个上折 叠导杆之间的水平距离逐渐减小;各上折叠杆和下折叠杆分别通过多个调整杆组件固定安 装于第一主桥或第二主桥上。其中,调整杆组件用于调节上折叠导杆或下折叠导杆的弯曲 度,使其与实际生产中纸板的规格相适应,调整杆组件主要包括调整杆和导杆夹,调整杆的 下端相对于第一主桥或第二主桥形成竖直面内角度可调的夹角,调整杆的上端设置用于夹 5 CN 111605243 A 说 明 书 3/10 页 持上折叠导杆或下折叠导杆的导杆夹,使用时,通过调节调整杆在竖直面内的倾斜角度,即 可实现上折叠导杆或下折叠导杆的弯曲度和水平距离的调节。由于本糊箱折叠装置主要用 于超大型瓦楞纸板的加工,因此在第一主桥和第二主桥之间增设中间托杆,可有效提高折 叠过程中纸板输送的稳定性,避免因纸板弯曲而影响折叠效果;同时,在纸板的两侧分别设 置上折叠导杆和下折叠导杆,可对纸板的侧面上、下部同时起到支承作用,使折叠动作稳定 进行,对纸板的折叠效果起到进一步的保障作用。除此之外,第一主桥、第二主桥和中间托 杆之间还可设有多个丝杠,利用丝杆外接动力装置,可根据纸板规格等实际需求调整第一 主桥、第二主桥和中间托杆三者之间的水平距离。 所述糊箱部包括沿纸板输送方向依次设置的清废机构和喷胶机构;清废机构有多 组,并排分布于第一主桥和第二主桥的入口端上方,喷胶机构有一组,设于第一主桥或第二 主桥的外侧,喷胶机构中的喷胶口位于纸板一侧边沿的上方。其中,喷胶机构和清废机构均 可采用与传统中小型瓦楞纸印刷设备上相同结构的喷胶机构和清废机构;清废机构主要利 用风管或毛刷对纸板表面的灰尘进行清理,喷胶机构则利用外接胶水存储装置的喷胶头对 经过其下方的纸板边沿进行喷胶,便于后续折叠并粘紧成型,根据纸板的折叠边设计情况, 喷胶机构可设于第一主桥的外侧,也可设于第二主桥的外侧。 所述计数排出部包括支撑架、升降输送台和辅助承托机构,升降输送台和辅助承 托机构分别设于支撑架内,辅助承托机构设于升降输送台上方;辅助承托机构包括前承托 部和后承托部,沿纸板输送方向,前承托部位于纸板前端,后承托部位于纸板后端;支撑架 上还设有纸板计数器;支撑架与折箱部的相接处还设有压纸输入组件。其中,支撑架主要作 为整个计数排出部的支撑结构,为其他各组成部件提供安装基础;升降输送台承担接纸和 排出的功能,纸板逐张送入并叠放于升降输送台上,随着纸板的增多,升降输送台的高度会 逐渐下降,确保最顶层的纸板所在平面高度与新纸板送入的高度相适应,当升降输送台上 的纸板堆叠到达设定值后,由升降输送台进行水平输送,将堆叠的纸板送入后续的压合部 中;辅助承托机构的作用是,当升降输送台上的纸板堆叠到达设定值需要进行排出,该过程 中升降输送台无法实现不间断的接纸,此时启动辅助承托机构进行接纸,待升降输送台完 成纸板排出并返回支撑架上部后,辅助承托机构停止工作并复位,承接的纸板落入升降输 送台上。纸板计数器用于实时计算落入升降输送台上的纸板数量,采用市面通用的计数器, 根据设备的实际需要安装于支撑架上即可。压纸输入组件作为计数排出部的输入端,采用 相配合的压纸皮带和输送轮,输送轮成排分布于压纸皮带下方,输送轮与折箱部的输出端 相接,压纸皮带设于输送轮及折箱部输出端的上方,且压纸皮带与输送轮、折箱部输出端之 间的间隙根据纸板的实际厚度进行调节,实现纸板从折箱部进入计数排出部的稳定过渡。 所述升降输送台包括升降平台、排出输送带、第一升降链组件、配重块和配重链组 件,升降平台的表面设有排出输送带,升降平台的外周分布有多组第一升降链组件,升降平 台的一侧或两侧设有配重块,配重块的外周分布有多组配重链组件,配重块的运动方向与 升降平台的运动方向相反。其中,第一升降链组件的数量和安装位置可根据设备的实际需 求进行设置,一般情况下,在升降平台的两侧分别对称地设置一组、两组或三组第一升降链 组件,能确保升降平台运行的平稳性即可。第一升降链组件包括第一升降链条和第一升降 链轮,升降平台的侧边通过固定件固定安装于第一升降链条上,第一升降链条的上下两端 分别设置第一升降链轮,各第一升降链轮安装于支撑架上,并且在多组第一升降链组件中, 6 CN 111605243 A 说 明 书 4/10 页 至少有一个第一升降链轮作为主动链轮外接动力驱动机构(如电机、减速箱等部件),其他 第一升降链轮作为从动轮,通过其他动力传动件(如皮带、链条或齿条等)与主动链轮连接 并同步运行。配重块的重量则根据纸板的规格及所设定纸板堆叠数量对应的纸板重量等参 数进行选择;配重链组件的数量和安装位置也根据设备的实际需求进行设置,一般情况下, 在配重块的两侧对称设置一组或两组,能确保配重块升降的平稳性即可。配重链组件的具 体结构与第一升降链组件类似,包括配重链条和配重链轮,配重链条的两端分别与配重块 和升降平台固定连接,配重链的中部设有配重链轮,配重链轮安装于支撑架上部,配重链组 件无需外接动力驱动机构,由升降平台的升降带动其进行反向运动即可。为了更进一步地 提高升降平台的运行稳定性,还可在其侧面与支撑架之间设置升降导轨,为升降平台的升 降运动提供导向作用。 所述辅助承托机构中,前承托部包括前托板、前托板移动齿条、前托板移动齿轮、 前托板驱动轴和前托板驱动电机,前托板底部分布有若干前托板移动齿条,前托板驱动电 机的输出端通过第一同步带组件与前托板驱动轴连接,前托板驱动轴上分布有若干前托板 移动齿轮,每个前托板移动齿轮对应与一个前托板移动齿条相配合; 所述辅助承托机构中,后承托部包括后托板、后托板移动齿条、后托板移动齿轮、 后托板驱动轴和后托板驱动电机,后托板底部分布有若干后托板移动齿条,后托板驱动电 机的输出端通过第二同步带组件与后托板驱动轴连接,后托板驱动轴上分布有若干后托板 移动齿轮,每个后托板移动齿轮对应与一个后托板移动齿条相配合。 所述压合部包括压合升降台和第二升降链组件,压合升降台的底部呈平板状,压 合升降台的外周设有多组第二升降链组件;压合升降台的下方为纸板堆叠输送平台。压合 升降台、第二升降链组件和纸板堆叠输送平台分别安装于压合部对应的机架上,其中,第二 升降链组件的数量和具体安装位置可根据设备的实际需求进行设置,一般情况下,在压合 升降台的两侧分别对称地设置一组、两组或三组第二升降链组件,能确保压合升降台运行 的平稳性即可。第二升降链组件包括第二升降链条和第二升降链轮,压合升降台的侧边通 过固定件固定安装于第二升降链条上,第二升降链条的上下两端分别设置第二升降链轮, 各第二升降链轮安装于机架上,并且在多组第二升降链组件中,至少有一个第二升降链轮 作为主动链轮外接动力驱动机构(如点击、减速箱等部件),其他第二升降链轮作为从动轮, 通过其他动力传动组件(如皮带、链条或齿条等)与主动链轮连接并同步运行。为了进一步 地提高压合升降台的运行稳定性,还可以在其侧面与机架之间设置升降导轨,为压合升降 台的升降运动提供导向作用。纸板堆叠输送平台为水平运动的输送带及其相应的支撑结 构,该平台高度固定,当上述输送升降台中的升降平台降至最低处时,升降平台的顶面与纸 板堆叠输送平台的顶面位于同一水平面内,形成连续的输送带。 上述糊箱折叠装置使用时,与超大型瓦楞纸印刷联动线的印刷模切装置连接形成 整体生产线进行使用,其工作原理是:纸板经过印刷和模切之后,再进入本装置;由折箱部 中的纸板输送机构承接纸板后,先由糊箱部中的清废机构对纸板表面的灰尘进行清理,然 后由糊箱部中的喷胶机构对纸板边沿上预先设定的位置进行喷胶处理;纸板由纸板输送机 构连续向前输送,在输送过程中,折箱部中的折叠机构将纸板两侧逐渐向上折起、再逐渐下 压,形成折叠状后送入计数排出部,计数排出部中的升降平台逐张承接纸板并逐渐下降,使 其顶面高度相适应;当纸板在计数排出部中的堆叠数量达到设定的数量后,由升降平台进 7 CN 111605243 A 说 明 书 5/10 页 行水平输送,将堆叠后的纸板送入压合部中,由压合部对堆叠后的纸板进行进一步压合,使 其形成稳定的折叠状态,最后再送出本糊箱折叠装置。 本发明相对于现有技术,具有以下有益效果: 本糊箱折叠装置是针对超大型瓦楞纸的印刷工艺而设计的,通过设计连续在线工 作的糊箱部、折箱部、计数排出部和压合部,使超大型纸板在完成印刷和模切工艺后,能直 接进入后续工序进行糊箱、折箱、计数排出和压合等工艺;该糊箱折叠装置可代替传统的人 工操作,也克服了传统印刷联动线只能适用于小型纸板印刷而无法适用于大型或超大型纸 板印刷的缺陷,配合印刷设备实现超大型瓦楞纸的高速自动生产,提高生产效率,也提高了 生产的安全性。 本糊箱折叠装置中,折箱部采用了吸风式皮带结构的主桥和压纸梁相配合,在负 压作用和压纸梁压力作用的相互配合下,可使得超大型纸板的输送更加稳定,避免产生晃 动或偏移而影响折叠效果的现象发生。同时,折箱部采用角度可调的折叠导杆,可根据超大 型纸板的实际规格和需求对纸板的折叠轨迹进行调整,使用灵活,可适用多种不同规格的 超大型纸板折叠用;在两个主桥之间设置中间托杆,可进一步提高折叠过程中纸板输送的 稳定性,避免因纸板过重产生弯曲而影响折叠效果;另外,在纸板的两侧分别设置上折叠导 杆和下折叠导杆,可对纸板的侧面上、下部同时起到支承作用,使折叠动作稳定进行,对纸 板的折叠效果起到进一步的保障作用。 本糊箱折叠装置中,在计数排出部中设置升降输送台和辅助承托机构,其中升降 输送台作为主要的纸板堆叠承接机构,具有升降功能和水平输送功能,可通过逐渐下降使 其顶面与纸板输送平面相适应,从而实现纸板的堆叠,当纸板堆叠至设定的数量后,再水平 送出;而辅助承托机构作为辅助机构,主要是在升降输送台送出堆叠的纸板至升降输送台 返回其顶部承接新的纸板的过程中临时承接纸板,保障纸板的连续输送,确保生产线的连 续加工。 本糊箱折叠装置中,通过设置压合部,在纸板折叠并完成堆叠后,利用压合部对堆 叠的纸板进行进一步压合,使其形成稳定的折叠状态,便于后续折叠纸箱的输送和贮存。 附图说明 图1为本糊箱折叠装置的结构示意图。 图2为图1的A方向视图。 图3为折箱部中第一主桥和第二主桥的结构示意图。 图4为图3的B-B方向视图。 图5为折箱部中第一上压纸梁和第二上压纸梁的结构示意图。 图6为图5的C方向视图。 图7为折箱部进行纸板输送时的截面示意图。 图8折箱部中折叠机构的结构示意图。 图9为图8的D方向视图。 图10为折箱部中调整杆组件进行多种角度调整时的原理示意图。 图11图1中E局部放大后糊箱部的结构示意图。 图12为计数排出部的结构示意图。 8 CN 111605243 A 说 明 书 6/10 页 图13为图12的F-F截面结构示意图。 图14为计数排出部中前承托部的结构示意图。 图15为计数排出部中后承托部的结构示意图。 图16为计数排出部中升降输送台的结构示意图。 图17为图16的G方向视图。 图18为压合部的结构示意图。 上述各图中,各附图标记所示部件如下: a为糊箱部,b为折箱部,c为计数排出部,d为压合部; 1为第一主桥,2为第二主桥,3为主桥风管,4为主桥风机,5为主桥输送皮带,6为主 桥输送皮带驱动机构,7为主桥输送皮带张紧机构,7-1为张紧轮,7-2为张紧气缸,7-3为安 装板;8为第一上压纸梁,9为第二上压纸梁,10为胶轮,11为胶轮安装部,12为压板,13为压 线板,14为上梁推板,14-1为丝杆安装位,15为升降机构;16为中间托杆,17为上折叠导杆, 18为下折叠导杆,19为调整杆组件,19-1为调整杆,19-2为导杆夹; 20为清废机构,21为喷胶机构; 22为支撑架,23为升降输送台,24为前承托部,25为后承托部;26为升降平台,27为 排出输送带,28为第一升降链组件,29为配重块,30为配重链组件;31为前托板,32为前托板 移动齿条,33为前托板驱动轴,34为后托板,35为后托板移动齿条,36为后托板移动齿轮,37 为后托板驱动轴,38为后托板驱动电机; 39为压合升降台,40为第二升降链组件,41为纸板堆叠输送平台; 42为纸板,43为导轨。











