
技术摘要:
本发明设计压机模具领域,具体来说是一种压机粘模故障的检测方法,当锻压成型的车轮在压机模具上无法正常脱模时:所述检测方法包括如下步骤:第一步:观察脱模小缸的压力是否正常;第二步:脱模小缸压力及建立时间正常,观察压机监控界面脱模小缸行程数值变化是否正常 全部
背景技术:
车轮压轧成型时火车车轮制造过程中的关键环节之一,也是车轮质量控制的关键 工序。但该工序时常出现锻压后红钢脱上模困难甚至无法脱模现象;常规处理时间长,生产 效率低,不仅增加了模具的损耗,还影响了生产产品质量,甚至造成在线模具的损坏,被迫 停产等现象,给公司带来巨大不可估量的损失。 常规采用经验式排查,但因员工技术能力不同,故障判断排查方法不一,且没有摸 准故障点,盲目试错,容易发生模具多次拆解和停机检查,生产节奏完全被打乱,严重影响 了整个生产效率。
技术实现要素:
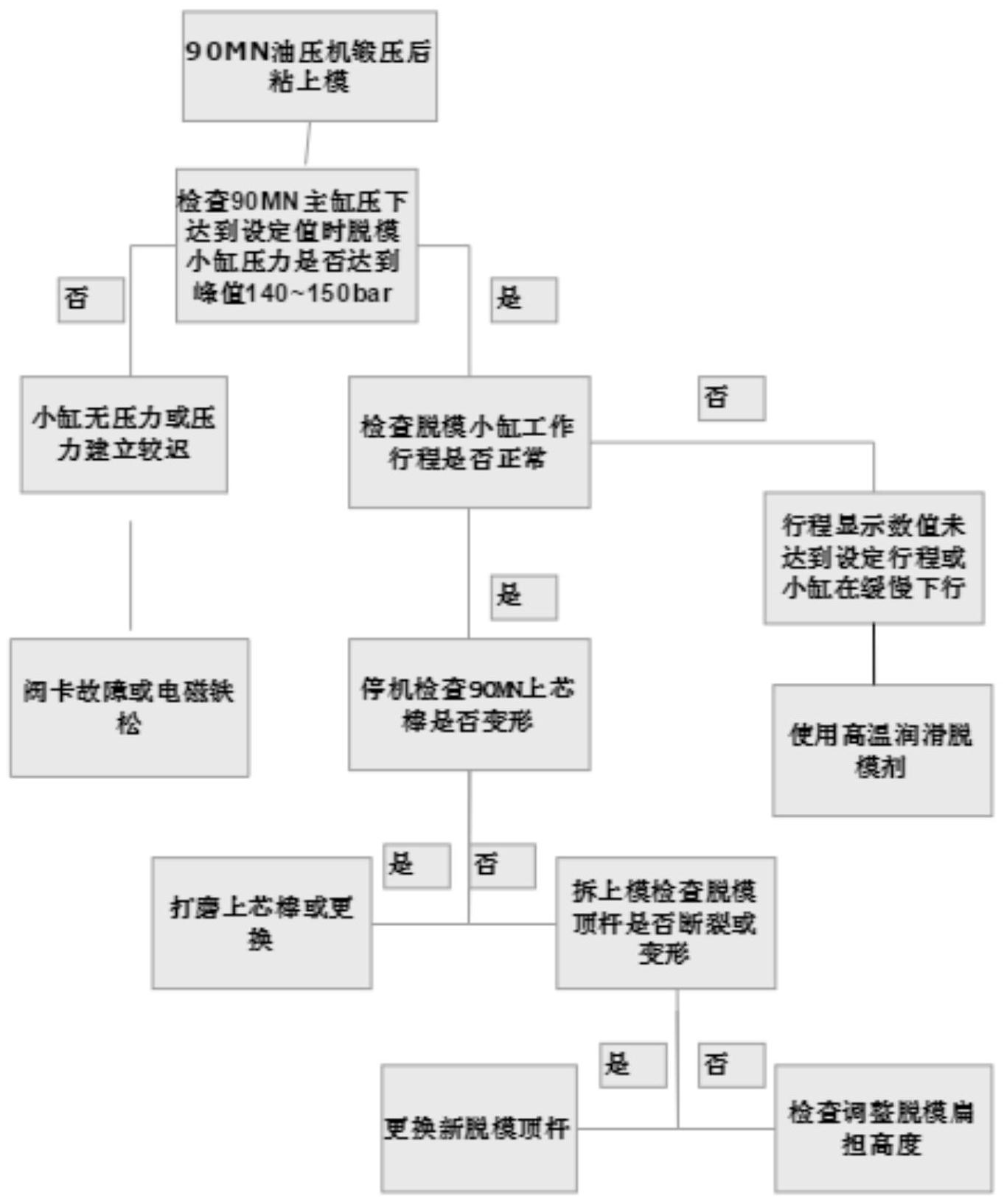
本发明的目的在于克服现有技术的不足,提供一种用于排查压机粘模故障的检测 方法。 为了实现上述目的,本发明采用的技术方案为: 一种压机粘模故障的检测方法,压机包括压机模具,压机用于火车车轮锻压成型; 当锻压成型的车轮在压机模具上无法正常脱模时: 所述检测方法包括如下步骤: 第一步:观察监控界面显示的脱模小缸的压力是否正常,如果压力不正常,则需要 设备点对脱模小缸进行维修;如果压力正常,则进行下一步; 第二步:脱模小缸压力及建立时间正常,观察压机监控界面脱模小缸行程数值变 化是否正常,如果脱模小缸行程数值不正常,则需要辅助模具进行脱模操作,脱模后对脱模 小缸进行检修;如果脱模行程正常,则进行下一步; 第三步:停机检查上芯棒是否变形,若上芯棒变形,对上芯棒进行修整;如果芯棒 正常,进行下一步; 第四步:拆压机上模,检查脱模顶杆是否变形或折断,若断裂,更换新顶杆,若正 常,进行下一步; 第五步:拆模检查脱模小缸缸头到大圆盘下端面之间距离和脱模扁担上横截面与 模座上端面之间距离是否一致; 第六步:至此,一套压机粘模故障的检测完毕,如需再次检测,重复以上步骤即可。 所述步骤(1)中,观察监控界面显示的脱模小缸的压力时:如果压力达不到或主缸 压力达到设定值时;而脱模小缸压力达不到压力峰值,则是设备问题,需要联系设备点检修 处理。 所述步骤(2)中,如果脱模小缸行程数值不正常是指脱模小缸行程达不到设定要 求或能达到设定要求但动作很慢。 3 CN 111595378 A 说 明 书 2/4 页 所述步骤(2)中辅助模具脱模是使用高温润滑脱模剂来辅助模具脱模。 所述步骤(3)中对上芯棒进行修整时可以采用现场打磨以及更换的方法,打磨或 者更换后,需要检查并调整冷却装置。 本发明的优点在于: 本发明公开了一种压机粘模故障的检测方法,本发明通过多步规范操作步骤,通 过逐一由外至内进行模具脱模故障的排查;大大提高了生产效率,减少了工人劳动强度;同 时提高了轧制质量,减少了生产故障时间。 附图说明 下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明: 图1为本发明的工序流程图。











