
技术摘要:
本发明公开了一种电子通讯产品组装设备,包括:工作台,受所述第一Y轴直线进给机构驱动的定位机构,受所述第二Y轴直线进给机构驱动的保压治具上料机构,受所述第一X轴直线移动机构、一对Y轴直线移动机构、第一Z轴直线升降机构驱动的点胶机构,受所述第二X轴直线移动机 全部
背景技术:
在电子通讯类产品制造行业中,对于手机屏类产品通常要通过传统装配、点胶、压 合、扣夹子等多个工序来完成组装,整个过程完全依靠作业员工的经验,存在压合力不稳 定、组装位置精度不高、点胶质量波动较大、操作不便、效率低下等缺陷。
技术实现要素:
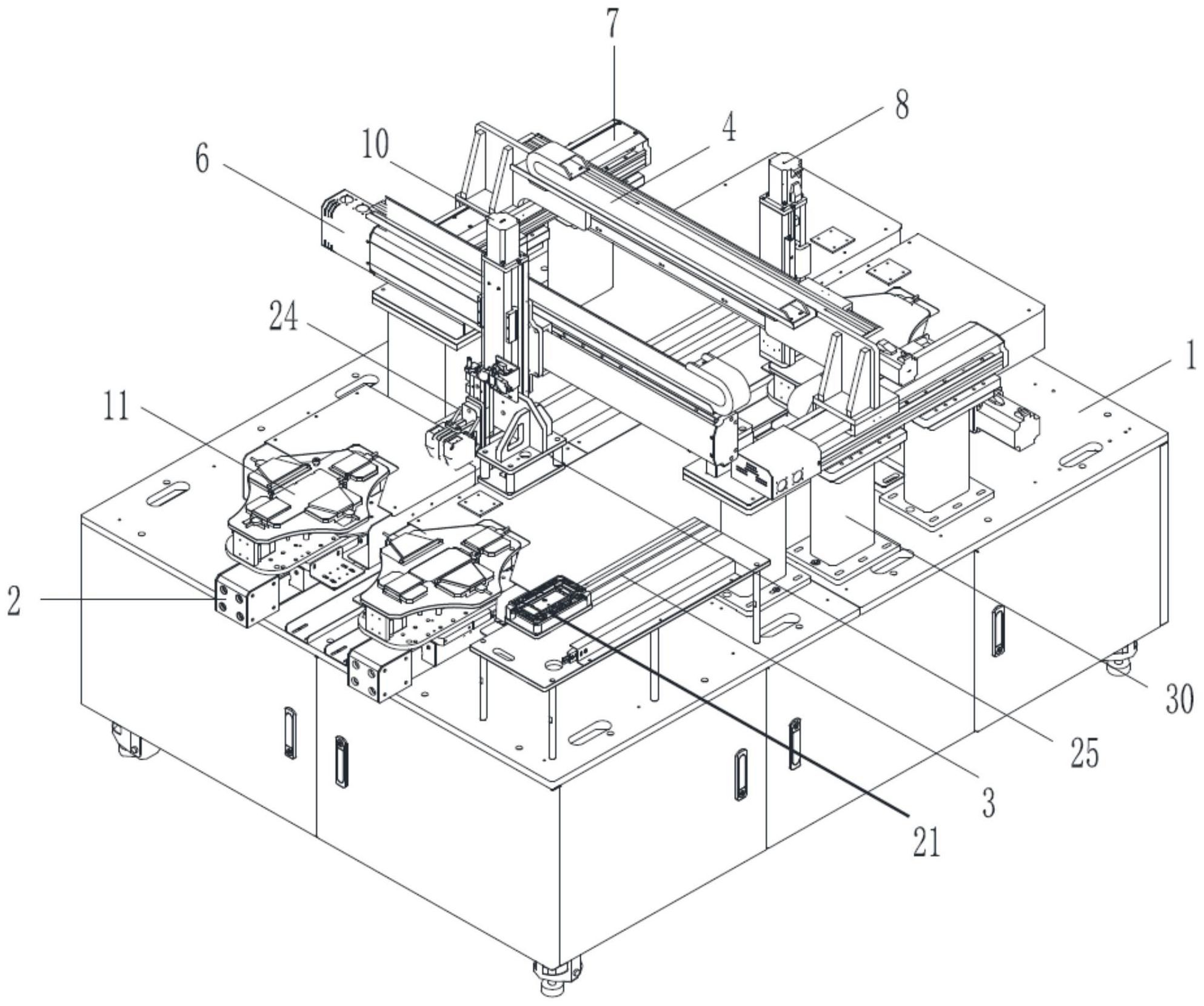
本发明的目的在于克服现有技术的不足,提供一种电子通讯产品组装设备。 本发明的另一个目的是提供基于上述设备的电子通讯产品组装方法。 本发明的技术目的通过下述技术方案予以实现。 一种电子通讯产品组装设备,包括: 工作台; 装配在所述工作台上表面的第一Y轴直线进给机构、第二Y轴直线进给机构; 装配在所述工作台上方的第一X轴直线移动机构、第二X轴直线移动机构、第三X轴 直线移动机构、一对Y轴直线移动机构、第一Z轴直线升降机构、第二Z轴直线升降机构、第三 Z轴直线升降机构; 受所述第一Y轴直线进给机构驱动的定位机构,所述定位机构用于承托保压下夹 子、显示屏底托物料和显示屏物料,并对依次放置在定位机构上的保压下夹子、显示屏底托 物料和显示屏物料以同一基准进行对正定位后输送至相应的工作位;所述定位机构包括底 座、平台、中心基准块、4个规正压条、4个规正模组、真空吸模组、平台举升组件、第四Z轴直 线升降机构、第五Z轴直线升降机构;所述平台设置在底座上方,所述平台举升组件设置在 底座与平台之间,所述平台举升组件的活动端与平台的下表面固定连接,用于控制平台相 对于底座上下移动;所述中心基准块设置在平台上,且与设置在平台下方的第四Z轴直线升 降机构的活动端固定连接,用于通过第四Z轴直线升降机构驱动中心基准块相对平台上下 移动;所述中心基准块上设置有竖直方向的通孔;所述真空吸模组设置在中心基准块的通 孔中,且所述真空吸模组与设置在平台下方的第五Z轴直线升降机构的输出端固定连接,用 于通过第五Z轴直线升降机构驱动真空吸模组在中心基准块的通孔中相对中心基准块上下 移动;所述真空吸模组用于吸附并固定放置在中心基准块上的显示屏物料;所述4个规正压 条分别设置在中心基准块的四周且与平台上表面滑动连接,用于压紧套在中心基准块外侧 表面上的保压下夹子,并将显示屏底托物料压进保压下夹子的仿形限位槽中,使保压下夹 子和显示屏底托物料不随中心基准块移动;所述4个规正模组分别设置在中心基准块的四 周且位于相应的规正压条的后方,每个规正模组与平台上表面滑动连接,用于对放置在中 心基准块上的显示屏物料进行居中定位; 5 CN 111570204 A 说 明 书 2/8 页 受所述第二Y轴直线进给机构驱动的保压治具上料机构,所述保压治具上料机构 用于将保压上夹子输送至保压治具压装机构可获取的工作位; 受所述第一X轴直线移动机构、一对Y轴直线移动机构、第一Z轴直线升降机构驱动 的点胶机构,所述点胶机构用于对显示屏底托物料进行精准点胶; 受所述第二X轴直线移动机构、第二Z轴直线升降机构驱动的压合机构,所述压合 机构用于对点胶后粘结在一起的显示屏底托物料和显示屏物料进行压合; 受所述第三X轴直线移动机构、第三Z轴直线升降机构驱动的检测机构和保压治具 压装机构;所述检测机构用于检测显示屏底托物料和显示屏物料的压合效果;所述保压治 具压装机构用于从保压治具上料机构上获取保压上夹子,并将保压上夹子与定位机构上的 保压下夹子压装在一起; 中央控制器,与所述电子通讯产品组装设备的各机构连接,用于控制各机构的工 作状态,并接收相关机构反馈的数据信息。 在本发明的一个实施例中,所述定位机构的底座的两侧边缘的上表面竖直对称设 置有一对第一支撑板,所述平台的下表面与一对第一支撑板的上表面接触但不固定连接, 每个第一支撑板的内侧表面竖直固定设置有第一滑轨,所述第一滑轨上设置有与之配合的 第一滑块,所述第一滑块的内侧表面竖直固定设置有第二支撑板,所述第二支撑板的上表 面与平台的下表面固定连接。 在本发明的一个实施例中,所述定位机构设置在第一Y轴直线进给机构的活动块 上,所述底座与第一Y轴直线进给机构的活动块固定连接;所述定位机构的初始位置在第一 Y轴直线进给机构的前端,即所述定位机构的初始位置在工作台的前端上表面。 进一步地,所述工作台上表面设置有至少2个第一Y轴直线进给机构,每个第一Y轴 直线进给机构的活动块上均设置有定位机构,用于多个组装工序同时进行,提高组装效率; 优选地,所述工作台上表面设置有2个第一Y轴直线进给机构。 在本发明的一个实施例中,所述保压治具上料机构设置在第二Y轴直线进给机构 的活动块上;所述保压治具上料机构的初始位置在第二Y轴直线进给机构的前端,即所述保 压治具上料机构的初始位置在工作台的前端上表面。 在本发明的一个实施例中,所述工作台的后半部两侧边缘的上表面竖直对称设置 有一对支撑部,所述一对Y轴直线移动机构分别固定设置在相应的支撑部的上表面,所述第 一X轴直线移动机构的两端分别与相应的Y轴直线移动机构的活动块固定连接,所述第一Z 轴直线升降机构固定设置在第一X轴直线移动机构的活动块上,所述点胶机构固定设置在 第一Z轴直线升降机构的底部活动端。 进一步地,所述点胶机构包括点胶组件、胶路校准传感器、CCD检测仪,所述点胶组 件用于在显示屏底托物料上点胶,所述胶路校准传感器用于实时监测点胶胶路以保证在显 示屏底托物料上精准点胶,所述CCD检测仪用于实时监测点胶质量以保证在显示屏底托物 料上均匀连续点胶。 在本发明的一个实施例中,所述第二X轴直线移动机构设置在第一X轴直线移动机 构的前方,且面向第一X轴直线移动机构安装,所述第二X轴直线移动机构的两端分别固定 设置在相应的支撑部的上表面,所述第二Z轴直线升降机构固定设置在第二X轴直线移动机 构的活动块上,所述压合机构固定设置在第二Z轴直线升降机构的底部活动端。 6 CN 111570204 A 说 明 书 3/8 页 进一步地,所述压合机构包括水平固定设置在第二Z轴直线升降机构的底部活动 端的压合板。 在本发明的一个实施例中,所述第三X轴直线移动机构与所述第二X轴直线移动机 构背靠背安装,所述第三X轴直线移动机构的两端分别固定设置在相应的支撑部的上表面, 所述第三Z轴直线升降机构固定设置在第三X轴直线移动机构的活动块上,所述检测机构和 保压治具压装机构沿X轴向并排固定设置在第三Z轴直线升降机构的底部活动端。 进一步地,所述检测机构包括高度传感器,用于检测压合后的显示屏物料四角之 间的高度差,以检测显示屏底托物料和显示屏物料的压合效果。 进一步地,所述保压治具压装机构包括机械手,用于从保压治具上料机构上获取 保压上夹子。 进一步地,所述第一Y轴直线进给机构、第二Y轴直线进给机构、第一X轴直线移动 机构、第二X轴直线移动机构、第三X轴直线移动机构、Y轴直线移动机构、第一Z轴直线升降 机构、第二Z轴直线升降机构、第三Z轴直线升降机构、第四Z轴直线升降机构、第五Z轴直线 升降机构均由相应的伺服电机控制,所述伺服电机由PLC控制。 进一步地,所述电子通讯产品组装设备还包括工作柜,所述工作台设置在工作柜 内部;所述工作柜对应定位机构初始位置的柜体上开设有第一上料口,所述工作柜对应保 压治具上料机构初始位置的柜体上开设有第二上料口;所述工作柜的柜体上还设置有状态 指示屏,所述状态指示屏与中央控制器连接,用于实时视觉反馈设备的工作状态及相关机 构反馈的数据信息。 基于上述电子通讯产品组装设备的电子通讯产品组装方法,包括以下步骤: 步骤1:将保压下夹子、显示屏底托物料依次套在定位机构的中心基准块的外侧表 面上,4个规正压条将保压下夹子压紧,并将显示屏底托物料压进保压下夹子的仿形限位槽 中,使保压下夹子和显示屏底托物料不随中心基准块移动; 具体地,在步骤1中,第四Z轴直线升降机构驱动定位机构的中心基准块升起后,将 保压下夹子、显示屏底托物料依次套在定位机构的中心基准块的外侧表面上;然后平台举 升组件驱动平台上升,从而带动设置在平台上的4个规正压条和4个规正模组一同上升,之 后4个规正压条向中心基准块滑动,直至将保压下夹子、显示屏底托物料压紧在中心基准块 外侧表面上并使其不随中心基准块移动。 步骤2:所述定位机构移动至点胶机构的工作区域,所述点胶机构在显示屏底托物 料的边缘上表面进行点胶,点胶完成后,所述定位机构返回初始位置; 具体地,在步骤2中,第一Y轴直线进给机构驱动定位机构移动至点胶机构的工作 区域,在胶路校准传感器、CCD检测仪的监测下,第一X轴直线移动机构、一对Y轴直线移动机 构、第一Z轴直线升降机构配合驱动点胶机构在显示屏底托物料的边缘上表面进行精准点 胶,然后第一Y轴直线进给机构驱动定位机构返回初始位置。 步骤3:将显示屏物料放置在所述定位机构的中心基准块的上表面,4个规正模组 以中心基准块为中心对显示屏物料进行居中定位后,显示屏物料与点胶后的显示屏底托物 料接触并粘结; 具体地,在步骤3中,将显示屏物料底面向下地放置在所述定位机构的中心基准块 的上表面,4个规正模组向中心基准块滑动,沿XY方向将显示屏物料推到中心基准块的中心 7 CN 111570204 A 说 明 书 4/8 页 位置,完成对显示屏物料的居中定位;然后第五Z轴直线升降机构驱动真空吸模组上升,启 动真空吸模组,将显示屏物料吸附并固定放置在中心基准块上,然后中心基准块和真空吸 模组同时下降,最终使显示屏物料与点胶后的显示屏底托物料接触并粘结。 步骤4:所述定位机构移动至压合机构的工作区域,所述压合机构对粘结在一起的 显示屏底托物料和显示屏物料进行压合后,所述定位机构移动至检测机构的工作区域,所 述检测机构对压合效果进行检测; 具体地,在步骤4中,第一Y轴直线进给机构驱动定位机构移动至压合机构的工作 区域,第二X轴直线移动机构驱动压合机构移动至定位机构上方后,第二Z轴直线升降机构 驱动驱动压合机构下压,从而对粘结在一起的显示屏底托物料和显示屏物料进行压合;然 后第一Y轴直线进给机构驱动定位机构移动至检测机构的工作区域,第三X轴直线移动机构 驱动检测机构移动至定位机构的上方,所述检测机构对显示屏底托物料和显示屏物料的压 合效果进行检测。 步骤5:将保压上夹子放置在保压治具上料机构中,所述保压治具上料机构移动至 保压治具压装机构可获取的工作位,所述保压治具压装机构获取保压上夹子后,所述保压 治具上料机构返回初始位置,同时所述保压治具压装机构移动至定位机构上方,然后将保 压上夹子与定位机构上的保压下夹子压装在一起,定位机构返回初始位置,完成组装; 在步骤5中,将保压上夹子放置在保压治具上料机构中后,第二Y轴直线进给机构 驱动保压治具上料机构移动至保压治具压装机构可获取的工作位,第三X轴直线移动机构 驱动保压治具压装机构移动至保压治具上料机构上方,第三Z轴直线升降机构驱动保压治 具压装机构下移后机械手抓取保压上夹子,然后第二Y轴直线进给机构驱动保压治具上料 机构返回初始位置,同时第三X轴直线移动机构驱动保压治具压装机构移动至定位机构上 方,然后第三Z轴直线升降机构驱动保压治具压装机构下压,直至将保压上夹子与定位机构 上的保压下夹子压装在一起,最后第一Y轴直线进给机构驱动定位机构返回初始位置,完成 组装。 与现有技术相比,本发明的电子通讯产品组装设备将点胶、组装、压合、保压等工 艺充分融合在一起,极大地减少了人工的参与,且根据工艺顺序的要求,采取多次往复进 料,以及充分的在线检测手段,能够对显示屏物料的安装位置精度、点胶的质量进行精确的 控制;同时,本发明的定位机构使得显示屏底托物料和显示屏物料的组装在同一个机构上 完成,且显示屏底托物料的固定与显示屏物料的组装位置都是通过同一个中心基准块进行 位置校准的,提高了组装位置的精度;本发明的电子通讯产品组装设备保证了电子通讯产 品组装质量的稳定性,提高了组装效率,提高了组装良率。 附图说明 图1为本发明电子通讯产品组装设备的示意图; 图2为本发明电子通讯产品组装设备的侧视图; 图3为本发明电子通讯产品组装设备的定位机构的局部示意图; 图4为本发明电子通讯产品组装设备的定位机构的局部俯视图; 图5为本发明电子通讯产品组装设备的定位机构的局部侧视图; 图6为本发明电子通讯产品组装设备的点胶机构的局部示意图; 8 CN 111570204 A 说 明 书 5/8 页 图7为本发明电子通讯产品组装设备的压合机构的局部示意图; 图8为本发明电子通讯产品组装设备的检测机构和保压治具压装机构的局部示意 图; 图9为本发明电子通讯产品组装设备的工作柜的外观示意图; 图10为本发明电子通讯产品组装设备的工作柜的局部示意图; 附图标记: 1-工作台,2-第一Y轴直线进给机构,3-第二Y轴直线进给机构,4-第一X轴直线移 动机构,5-第二X轴直线移动机构,6-第三X轴直线移动机构,7-Y轴直线移动机构,8-第一Z 轴直线升降机构,9-第二Z轴直线升降机构,10-第三Z轴直线升降机构,11-定位机构,12-底 座,13-平台,14-中心基准块,15-规正压条,16-规正模组,17-真空吸模组,18-平台举升组 件,19-第四Z轴直线升降机构,20-第五Z轴直线升降机构,21-保压治具上料机构,24-检测 机构,25-保压治具压装机构,26-第一支撑板,27-第一滑轨,28-第一滑块,29-第二支撑板, 30-支撑部,31-点胶组件,32-胶路校准传感器,33-CCD检测仪,34-压合板,35-高度传感器, 36-机械手,37-工作柜,38-第一上料口,39-第二上料口,40-状态指示屏,41-中央控制器。











