
技术摘要:
本发明涉及机电技术领域,尤其是一种电机用扇形片制造工艺,针对现有技术中的电机用扇形片制造工艺周期长、成本高和智能化低的问题,现提出如下方案,其包括电机用扇形片生产线,其特征在于,不用扇形片模冲制扇形片,采用剪切出扇形片外圆尺寸、两边尺寸,和根据扇形 全部
背景技术:
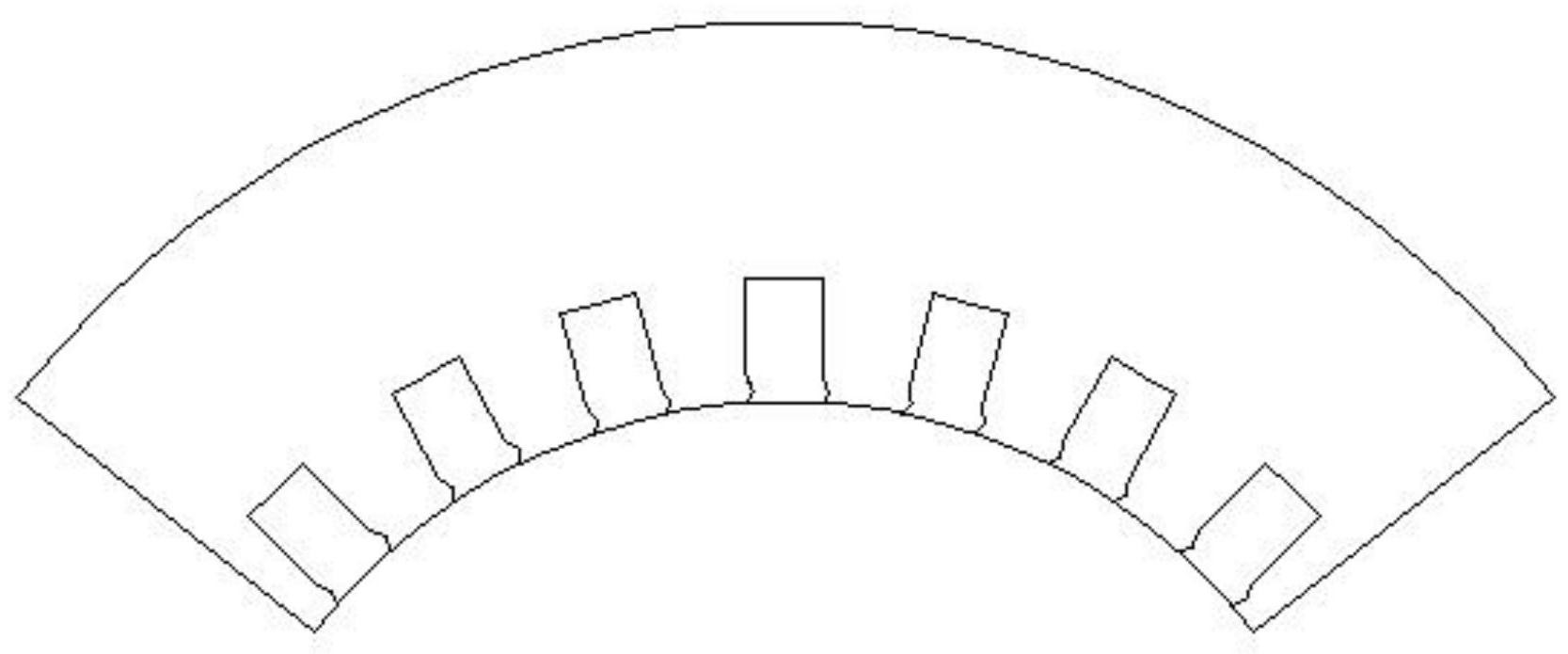
现电机用扇形片(如图1,电机用扇形片的一个规格)的生产有两种工艺方法。方法 1、第一步,将宽为1000mm或1200mm矽钢片卷料根据扇形片玄长裁成1000mm或1200mm×玄长 (再加上加工余量)的条料(如图2)。第二步,采用扇形片成型冲模冲制条料形成扇形片(如 图3)。这种制造工艺要制作成形的扇形片冲模,其冲模制作周期根据冲模大小一般为30-- 60天。制作冲模费用在6--12万元。方法2、第一步,也是将宽为1000mm或1200mm矽钢片卷料 根据扇形片玄长裁成1000mm或1200mm×玄长(再加上加工余量)的条料(如图1)。第二步,采 用扇形冲模冲制条料形成扇形(如图4,这里不冲扇形片槽口)。第三步,用单槽冲模冲制扇 形片槽口。这种制造工艺要制作扇形冲模,还要制作槽口冲模,其冲模制作周期根据冲模大 小一般为15--30天。制作冲模费用在4--8万元。第2种工艺与第1种工艺比模具制作周期和 费用有所降低,但多一道冲槽口的工序,其总的效果差别不明显。上述工艺存在问题是1、冲 模生产周期较长,2、冲模制造成本较高。3、生产过程不易实现智能化生产,生产效率低,为 此,本方案提出了一种电机用扇形片制造工艺。
技术实现要素:
本发明提出的一种电机用扇形片制造工艺,解决了现有技术中的电机用扇形片制 造工艺周期长、成本高和智能化低的问题。 为了实现上述目的,本发明采用了如下技术方案: 包括电机用扇形片生产线,其特征在于不用扇形片模冲制扇形片,采用剪切出扇 形片外圆尺寸、两边尺寸,和根据扇形片外圆尺寸、内圆尺寸和弧长尺寸计算出的径向尺寸 的扇形,再冲切扇形片槽口和内圆的工艺制作扇形片,其原理如下:按现电机技术条件,电 机扇形片外径尺寸R,扇形片弧长按角度通常设计为β,然后在按照R和β制作出符合电机扇 形片的外径和两边尺寸的扇形剪切组合模,满足外径尺寸不同和弧长尺寸不同的电机扇形 片的制作要求,剪料时根据外径尺寸和弧长尺寸组合扇形剪切模,再按外径值、内径值和弧 长值计算出剪切扇形的径向剪切尺寸,按计算值剪切出扇形,然后再进行槽口和内径的冲 制,扇形片的槽口和内径采用单槽冲切模,冲切时根据不同槽口尺寸和内径要求,只要制作 槽口和内径的冲分组合模,再冲切槽口和内圆,即完成扇形片的制作工作。 优选的,所述电机用扇形片生产线包括开卷装置、平卷装置、剪床、第一机械手、冲 床和第二机械手,所述冲床上安装有冲切工位,冲切工位由冲分组合模组成; 所述电机用扇形片制造工艺还包括以下生产步骤: S1、开卷,加工前,通过开卷装置将1000mm或1200mm幅宽的卷料纵切成所加工扇形 片弧长尺寸相同幅宽的卷料; S2、平卷,将S1步骤中的卷料开卷后传送倒平卷装置上,将卷料压平; 3 CN 111590276 A 说 明 书 2/4 页 S3、上料,将S2步骤中压平的卷料传送倒剪床上,再通过剪床上的剪切模具将卷料 剪切成扇形料; S4、转料,将S3步骤中剪切好的扇形料由第一机械手转到冲床上的冲切工位上; S5、冲料,冲床开始对扇形料进行槽口和扇形片内径的冲切加工; S6、出产品,机械手将冲床上冲制完成的扇形片从冲床上的冲切工位上取下。 优选的,所述电机用扇形片生产线还包括放置台,放置台位于第二机械手的一侧 与第二机械手相配合,第二机械手将冲床上冲切完成的产品转移到放置台上。 优选的,所述冲分组合模由顶模和底模组成。 优选的,所述平卷装置包括底座、压辊、升降座和两个液压缸,所述平卷装置还包 括固定在底座顶部的四个支撑柱,四个支撑柱的顶部固定有顶板,两个液压缸均固定在顶 板的底面,所述升降座套设在四个支撑柱的外部与四个支撑柱滑动连接,两个液压缸的底 部均与升降座的典故固定连接,所述压辊安装在升降座的底部。 优选的,所述压辊通过两个安装板安装在升降座的底部,压辊位于两个安装板之 间,且压辊的两端分别与两个安装板转动连接,两个安装板的顶部均与升降座的顶部固定 连接,其中一个安装板的外壁上安装有电机,电机的输出轴的一端与压辊传动连接。 优选的,所述R的值分别为Φ990mm、Φ1180mm、Φ1250mm、Φ1430mm、Φ1730mm、Φ 2150mm、Φ2600mm、Φ2900mm、Φ3250mm、Φ3700mm、Φ4250mm,β的值分别为20度、24度、36 度、40度、60度。 本发明的有益效果: 1、可缩短扇形片的生产周期,组合式扇形剪切模,作为通用模具一次性准备到位, 针对不同规格扇形片的制作,只需准备槽口和内径的冲分组合模即可生产,其模具制作周 期为7--10天,总的生产周期可缩短五分之三。 2、降低生产成本。槽口和内径的冲分组合模的制作费是扇形片冲模的三分之一。 3、实现智能化生产过程,加工前,根据所加工扇形片弧长尺寸定制成相同幅宽的 卷料,或将1000mm和1200mm的卷料纵切成所加工扇形片弧长尺寸相同幅宽的条料,以便制 动上料,在扇形剪切完成后通过机械手制动将扇形物料放到冲槽口的工位上,及取下扇形 片,实现全过程无人化生产。 本发明不仅大大的缩短了电机扇形片制作的周期,而且也大大的降低了生产成 本,同时整个制造工艺全程无人化生产,易于推广使用。 附图说明 图1为本发明的电机用扇形片的结构示意图。 图2为本发明的条料的结构示意图。 图3为本发明的采用扇形片成型冲模冲制条料形成扇形片的结构示意图。 图4为本发明的采用扇形冲模冲制条料形成的扇形片的结构示意图。 图5为本发明的电机用扇形片生产线的结构示意图。











