
技术摘要:
利用滑模工艺制造长径比≥8的氧化锆材质炉管的方法,本发明涉及冶金技术领域,采用滑模工艺技术,实现根据炉体和现场实际情况,制备一套液压滑升模板结构系统;采用酸性注浆法,将水洗好的浆料调节pH值为1.7~1.9、泥浆密度为1.9~2.1g/cm;利用滑模系统采用上注法连续浇 全部
背景技术:
氧化锆材料具有高硬度、高强度、高韧性、极高的耐磨性及耐化学腐蚀性等优良的 物化性能,已经在陶瓷、耐火材料、机械、电子、光学、航空航天、生物、化学等几乎涵盖了生 产和生活的各个领域获得广泛的应用,尤其在在冶金、化工等领域,高温设备的炉膛、炉管、 炉衬等必须采用氧化锆陶瓷材料制作。 氧化锆是二氧化锆的简称,二氧化锆(ZrO2)的相对分子质量123.2,真密度5.68g/ cm3,熔点为2670℃,莫氏硬度为6.5度,20~1000℃的平均线膨胀系数为10×10-6/℃,1000℃ 热导率为2.30W/(m·K)。氧化锆陶瓷制品的耐压强度可达2100MPa。 氧化锆耐火浇注料是一种多晶质耐火材料。由于ZrO2物质自身的高熔点、不氧化 和其他高温优异特性,使得ZrO2纤维具有比氧化铝、莫来石、硅酸铝等其他耐火种类更高的 运用温度。氧化锆在1500 ℃以上超高温氧化气氛下长时间运用,最高运用温度高达2200 ℃,甚至到2500 ℃仍可坚持无缺的形状,并且高温化学性质安稳、耐腐蚀、抗氧化、抗热震、 不蒸腾、无污染,是现在国际上顶尖的一种耐火材料。ZrO2的耐酸碱腐蚀性能大大强于SiO2 和Al2O3。不溶于水,溶于硫酸及氢氟酸;微溶于盐酸和硝酸。能与碱共熔生成锆酸盐。 氧化锆作为耐火材料主要用在大型炉窑的关键部位,早期使用的一定氧化锆质含 量的耐火砖类材料,放置在炉窑关键部位来建造炉窑。即将氧化锆熔融、吹制后得到大小不 同的氧化锆空心球,制备各种高级隔热砖。再用耐火砖来砌筑需要的炉窑。这种传统工艺以 及被氧化锆耐火材料浇注料及其工艺所取代。
技术实现要素:
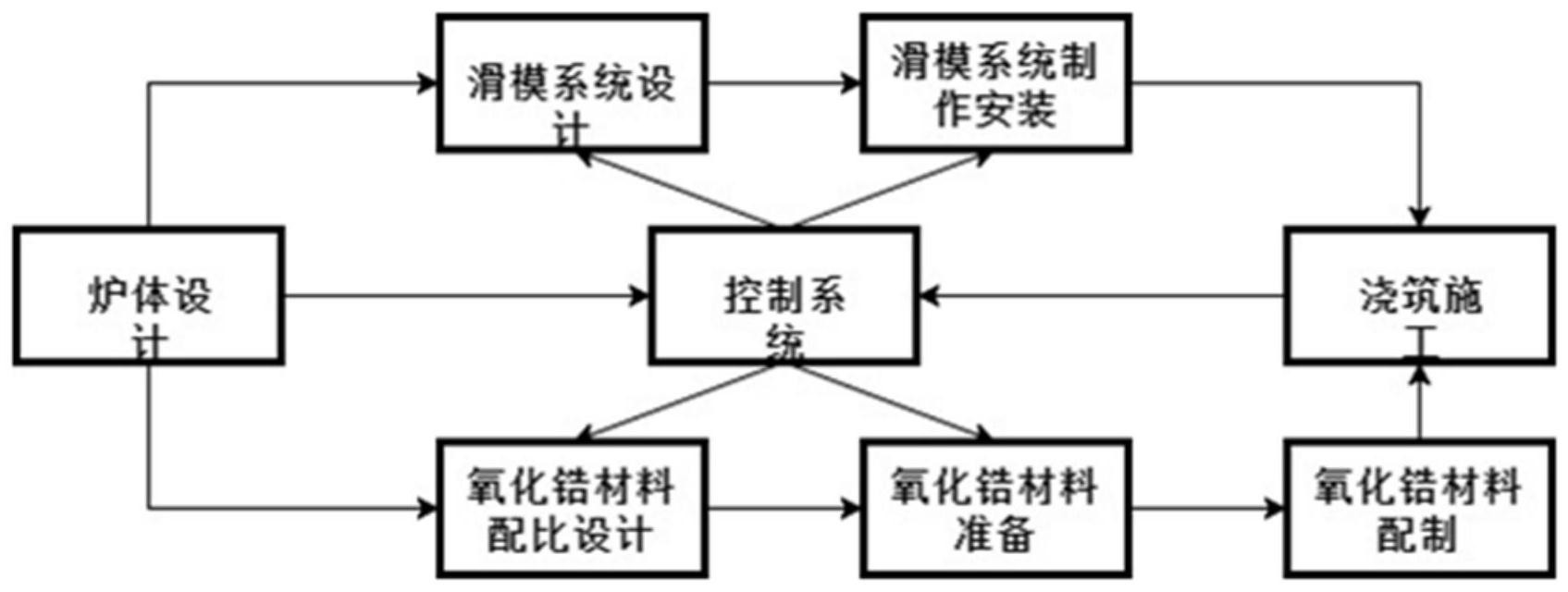
本发明的目的在于针对现有技术的缺陷和不足,提供一种设计合理的利用滑模工 艺制造长径比≥8的氧化锆材质炉管的方法,能够建造大长径比的炉体、能够连续整体浇筑 成型、没有接茬、生产能够在线进行等先进性,工艺简单。同时能够降低成本,有效控制质 量,产品性能稳定优良,不受条件限制,不用考虑等静压成型设备等大型设备,只用特制的 模具机构即可,只需要保证浇筑成型然后高温成型即可制备性能优良的炉窑。 为达到上述目的,本发明采用了下列技术方案:它的操作步骤如下: 1、采用滑模工艺技术,实现根据炉体和现场实际情况,制备一套液压滑升模板结构系 统,该系统组成为: 1.1、随升井架机构:采用角钢或钢管制作,并以工具式构件组合而成;操作平台及随升 井架操作平台的平面骨架由辐射梁与内外钢圈组成;内外钢圈的直径由烟囱筒身的最大外 径和最小内径计算而得; 1.2、模板与围圈:根据工程结构特点,选用1米高、100-200宽的小钢模板作为固定模板 3 CN 111590745 A 说 明 书 2/4 页 及活动模板,加工特制收分模板;围圈分为固定围圈与活动围圈,固定围圈的长度略大于固 定模板的宽度,活动围圈的长度略大于一组活动模板加上两块收分模板的宽度; 1.3、提升架、调径装置、调整和顶紧装置及吊架:平台的辐射梁为提升架的滑道,每组 辐射梁的下部安装有调径装置,调径装置的螺母底座固定在提升架外侧的辐射梁的推进孔 上;每提升一次模板,即按设计收分尺寸拧动一次调径装置的丝杠,推动提升架向内移动, 在推动压力的作用下,活动围圈与固定围圈、收分模板与活动模板则沿圆周方向作环向移 动,相互重叠一些,当超过一块活动模板的宽度时,将活动模板抽出一块,这样整个模板结 构的直径和周长逐渐减小,以适应烟囱直径变化的要求;烟囱筒壁厚度的变化,是通过提升 架上活动围圈的顶紧装置与固定围圈的调整装置来控制的; 1.4、垂直运输:在随升井架上设置柔性滑道,装置吊笼进行垂直运输;柔性滑道是用直 径20mm的钢丝绳,一端固定在烟囱下部的预埋吊环上,另一端通过随升井架顶部的柔性滑 轮又返回烟囱下部,通过导向滑轮用卷扬机收紧; 2、制浆: 采用酸性注浆法,将水洗好的浆料调节pH值为1.7~1.9、泥浆密度为1.9~2.1g/cm; 3、浇注:利用滑模系统采用上注法连续浇筑成型,在浇注过程中防止产生气泡;根据制 品壁厚要求控制浇注时间,控制厚度方向的放尺率。 进一步地,所述的步骤1.1中为了便于钢圈的安装,将钢圈分段操作,安装时,用夹 板及螺栓连接成一个整体。 进一步地,所述的步骤1.2中设计围圈时,根据炉体的高度选用两套活动围圈及一 套固定围圈。收分模板应均匀对称布置,以防止平台在滑升中发生扭转。 进一步地,所述的步骤2中若浇注大件制品或厚壁制品,泥浆密度可调成2.1~ 2.4g/cm,pH值在1.9~2.1之间。 进一步地,所述的步骤2中的浆料,其原料配比如下:氧化锆75-80%、氧化钇10- 15%、氧化钙3-5%、氧化镁3-5%、余量为电解质,首先按照原料:立方料:单斜料为8:5:15的质 量比进行细磨料,然后利用球磨机按照料:球:水为1:3:1的质量比进行研磨60小时,使得料 的粒径全部小于3微米,其中小于1微米的料占质量比的90%;最后将磨出的泥浆料放入瓷缸 中加盐酸酸洗除铁,即得。 采用上述结构后,本发明的有益效果是:本发明提供了利用滑模工艺制造长径比 ≥8的氧化锆材质炉管的方法,能够建造大长径比的炉体、能够连续整体浇筑成型、没有接 茬、生产能够在线进行等先进性,工艺简单。同时能够降低成本,有效控制质量,产品性能稳 定优良,不受条件限制,不用考虑等静压成型设备等大型设备,只用特制的模具机构即可, 只需要保证浇筑成型然后高温成型即可制备性能优良的炉窑。 附图说明: 图1是本发明的流程图。











