
技术摘要:
本发明公开了一种双色珠管绣装置控制方法,包括找位控制方法以及对应设置的找位按键,(1)当夹珠器夹住珠子在底板口等待时,按一下找位按键,送珠电机会继续旋转,将珠子送出底板,此时送珠电机锁住,方便操作工对针位;(2)这时第二次按下找位按键时,送珠电机会反向旋 全部
背景技术:
珠绣是用针穿引珍珠、玻璃珠、宝石珠等珠子,在纺织品上组成图案的刺绣。珠绣 具有珠光灿烂、绚丽多彩、层次清晰、立体感强的艺术特色。 珠绣机是在普通绣花机的机头上增加可以实现下珠和送珠功能的附加装置,其包 括下珠装置和送珠装置,其中下珠装置包括存储器、主轴、下珠电机和下珠钢丝,所述主轴 竖向穿过存储器底壁,所述存储器的底壁设置有出料口,所述主轴的上端连接有转轮,所述 转轮由主轴带动转动推动存储器内存储的珠子,以将珠子推进出料口内,所述下珠钢丝的 上端位于出料口处,下端位于下珠位置,落入出料口的珠子穿在下珠钢丝上端,并沿下珠钢 丝下落到下珠位置。送珠装置可以参考申请人申请的专利(公开号CN 110592834 A),主要 包括夹珠器和驱动夹珠器的送珠电机。另外,如果下珠装置有两个以上,还需设置换色装 置,实现换色功能。 其中,装置开始工作时,需要操作工对针位,即送珠装置送出的珠子正好与绣针位 置对应,以及确认下珠孔的珠子能否顺利下到夹珠器内,方便夹珠器夹住珠子。 另外,送珠装置是通过夹珠器在下珠位置对应的下珠孔下方,将下珠钢丝落下的 珠子夹紧送往针下,由于珠子辅料存在大小不一或异于常规的次品,容易导致下珠孔出现 堵珠故障,如果不能及时发现堵珠故障,会造成绣品缺珠,影响了绣品质量。
技术实现要素:
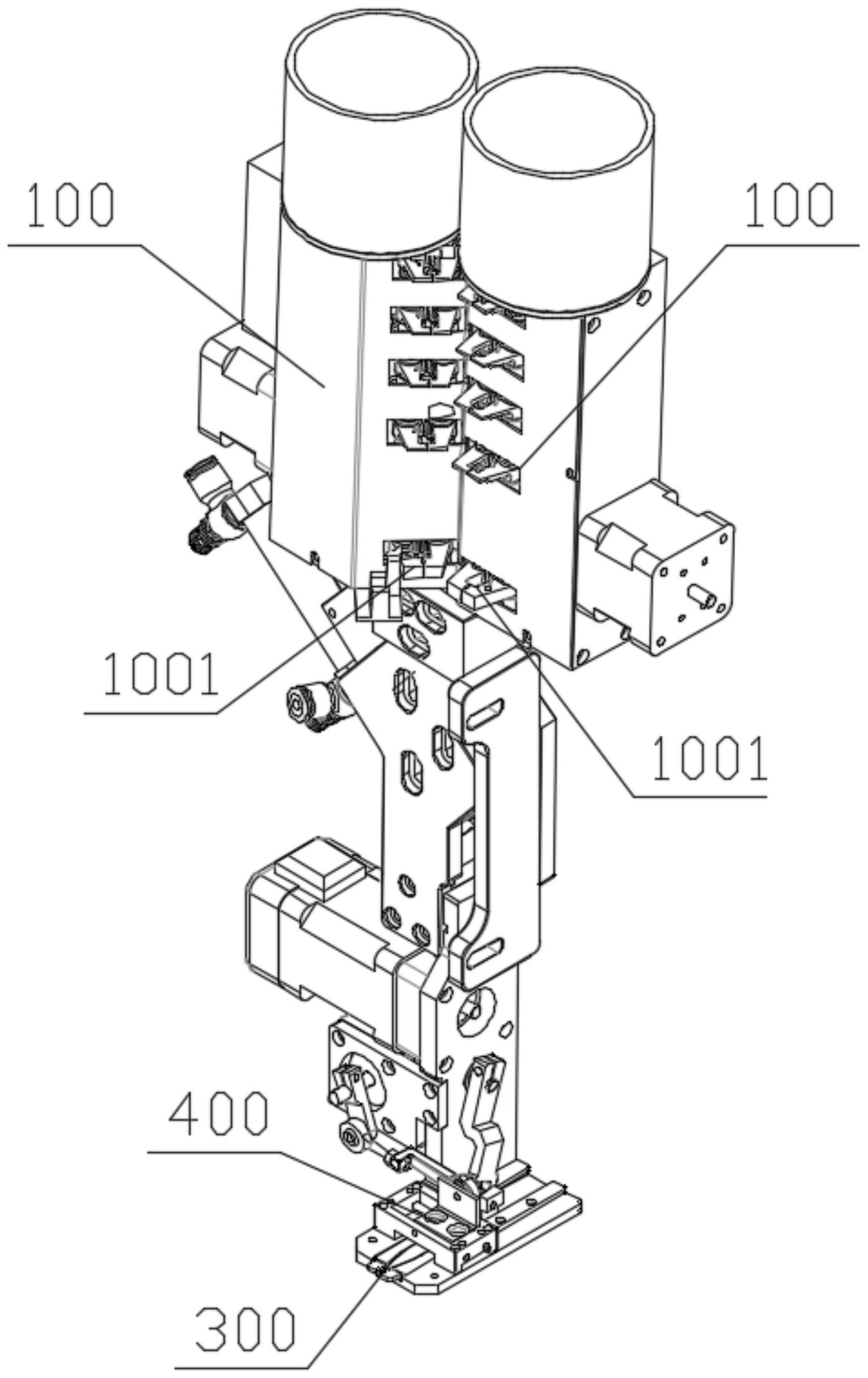
本发明所要解决的技术问题就是提供一种双色珠管绣装置控制方法,方便装置上 电时,操作工对针位,以及确认下珠孔的珠子能顺利下到夹珠器内。 为解决上述技术问题,本发明采用如下技术方案: 双色珠管绣装置控制方法,该双色珠管绣装置包括机架以及安装于机架的下珠装 置、送珠装置、换色装置,其中: 所述下珠装置设有两个,所述下珠装置包括存储器、主轴、下珠电机和下珠钢丝, 所述主轴竖向穿过存储器底壁,所述存储器的底壁设置有出料口,所述主轴的上端连接有 转轮,所述转轮由主轴带动转动推动存储器内存储的珠子,以将珠子推进出料口内,所述下 珠钢丝的上端位于出料口处,下端位于下珠位置,落入出料口的珠子穿在下珠钢丝上端,并 沿下珠钢丝下落到下珠位置; 所述送珠装置包括夹珠器和驱动夹珠器的送珠电机,所述夹珠器在下珠位置将从 下珠钢丝下来的珠子夹紧送往针下,并在针穿入珠子孔内后,释放珠子且重新回到下珠位 置; 所述换色装置包括设有换色导轨的换色架、可沿换色导轨水平滑动的换色滑块、 以及驱动换色滑块滑动的换色电机,换色滑块设有两个上下贯通的下珠孔,两个下珠孔对 4 CN 111593508 A 说 明 书 2/8 页 应两个下珠装置的下珠位置; 所述双色珠管绣装置设有与绣花机主板通讯的绣珠控制板, 其特征在于,其控制方法包括: 送珠:当绣花机主板发出送珠信号时,绣珠控制板控制送珠装置送A色珠,在底板 口等待的夹珠器夹住珠子送往绣针下,当绣针穿入珠子孔内时,再控制送珠电机反向旋转 将夹珠器拉到下珠孔下方,接一颗珠子后,正向旋转,夹珠器夹住珠子将珠子送至底板口等 待区,等待下一送珠信号; 换色:当绣花机主板发出B色绣珠信号,绣珠控制板控制换色电机正向旋转换色, 当需要更换A色绣珠时,由绣珠控制板控制换色电机反向旋转换色; 还包括找位控制方法以及对应设置的找位按键, (1)当夹珠器夹住珠子在底板口等待时,按一下找位按键,送珠电机会继续旋转, 将珠子送出底板,此时送珠电机锁住,方便操作工对针位; (2)这时第二次按下找位按键时,送珠电机会反向旋转,将夹珠器拉回下珠孔位置 并且送珠电机锁住,这时候操作工观察,下珠孔的珠子能否顺利下到夹珠器内,方便夹珠器 夹住珠子,如果不能,就调节夹珠器和下珠孔的位置; (3)第三次按下找位按键时,送珠电机驱动使夹珠器夹住珠子并送至底板口位置, 半流锁、等待下次工作指令。 进一步的,还包括驱动轴、联动结构、第一主卡夹、第一副卡夹、第二主卡夹、第二 副卡夹;所述第一主卡夹,第一副卡夹,第二主卡夹及第二副卡夹均转动设置于机架上;且 第一主卡夹与第一副卡夹啮合配合在一起,所述第二主卡夹与第二副卡夹啮合配合在一 起;且第一主卡夹与第一副卡夹分别位于下珠钢丝两侧,第二主卡夹与第二副卡夹分别位 于下珠钢丝两侧,所述驱动轴转动于机架上,所述驱动轴通过联动结构驱动第一主卡夹与 第一副卡夹相互闭合或打开,所述驱动轴通过联动结构驱动第二主卡夹与第二副卡夹相互 闭合或打开。 进一步的,所述联动结构为缺口凸轮,所述机架上固定设置有主转轴及副转轴,所 述主转轴及副转轴均固定设置于机架上;所述第一主卡夹及第二主卡夹均设置安装于主转 轴上,所述第一副卡夹及第二副卡夹均转动安装于副转轴上,所述驱动轴转动设置于机架 上,所述缺口凸轮固定安装于驱动轴上,所述驱动轴与主轴通过齿轮啮合在一起;所述第一 主卡夹一端抵住缺口凸轮的外侧壁,所述驱动轴上安装有联动杆,所述联动杆用于驱动第 二主卡夹在主转轴上转动;所述第一主卡夹与第一副卡夹通过自身的齿面啮合在一起,所 述第二主卡夹与第二副卡夹通过自身的齿面啮合在一起;当第一主卡夹与第一副卡夹处于 闭合状态时,所述第二主卡夹与第二副卡夹处于打开状态;当第一主卡夹与第一副卡夹处 于打开状态时,所述第二主卡夹与第二副卡夹处于闭合状态;当第一主卡夹贴紧缺口凸轮 的缺口壁面上处时,第一主卡夹与第一副卡夹处于闭合状态;当第一主卡夹贴紧缺口凸轮 的圆轮壁面上时,第一主卡夹与第一副卡夹处于打开状态。 进一步的,所述第一主卡夹、第一副卡夹、第二主卡夹及第二副卡夹均呈L型,且第 一主卡夹、第一副卡夹、第二主卡夹及第二副卡夹均设置有圆轮面,圆轮面上设置有齿面。 进一步的,所述缺口凸轮的缺口端的角度为108度,所述缺口凸轮的圆轮端的角度 为252度。 5 CN 111593508 A 说 明 书 3/8 页 进一步的,在下珠位置处设置有下珠孔,在下珠孔上方设有可闭合夹持于下珠钢 丝外侧的下珠感应夹以及安装于下珠感应夹处用于感应下珠感应夹是否夹住珠子的感应 电路板。 进一步的,所述下珠感应夹位于第二主卡夹与第二副卡的下方,所述下珠感应夹 包括主感应夹、副感应夹,所述主感应夹安装于主转轴上,所述副感应夹转动安装于副转轴 上,所述主感应夹由联动杆驱动在主转轴上转动,所述主感应夹与副感应夹通过自身的齿 面啮合在一起。 进一步的,还包括堵珠检测方法,当下珠感应夹闭合但没有夹到珠子时,下珠电机 继续旋转,当下珠感应夹夹到珠子时,下珠电机停转; 送珠装置继续送珠,当送珠装置连续送出N颗珠子时,下珠电机反转X度,再转回原 位,通过下珠感应夹检测下珠钢丝上珠子的情况,如果下珠感应夹没夹到珠子,就启动下珠 电机,继续下珠;如果夹到珠子,就等待下一次送珠装置连续送出N颗珠子后检测;如果连续 三次都夹到珠子,控制下珠电机旋转一周检测,如果依旧夹到珠子,向绣花机主板发停车信 号以及所在机头头号。 进一步的,下珠电机第一次反转X度,且下珠感应夹没夹到珠子,下珠电机继续下 珠开始计算,送珠装置连续送珠≥100颗后,如果下珠感应夹依旧没夹到珠子,向绣花机主 板发停车信号以及所在机头头号。 进一步的,还包括控制下珠电机的点动控制方法,以及对应设置的点动按键,通过 点动按键的控制, 下珠电机顺时针旋转X度,将下珠感应夹打开,再逆时针旋转回原位,检测此时下 珠感应夹,夹的是珠子还是下珠钢丝,如果下珠感应夹,夹的是珠子,下珠电机就停止在原 位不转,等待下一个指令,如果下珠感应夹子,夹的是下珠钢丝,没检测到有珠子,下珠电机 就旋转,将下珠存储器内的珠子拨入下珠钢丝上,直到下珠感应夹检测到夹到珠子时,下珠 电机旋转到,下次接收到信号,反转X度,能将下珠感应夹打开,正转回原位能让下珠感应夹 完全闭合的位置,停转,等待下次信号。 本发明采用的技术方案,具有如下有益效果: 具有找位控制功能以及对应设置的找位按键,通过对找位按键的操作,方便装置 上电时,操作工对针位,以及确认下珠孔的珠子能顺利下到夹珠器内,如果下珠孔的珠子不 能顺利下到夹珠器内,就调节夹珠器和下珠孔的位置,最终确保下珠孔的珠子能顺利下到 夹珠器内,从而后续可以正常工作。 具有堵珠检测功能,既能避免不必要的停机,又能及时发现堵珠现象,避免绣品大 面积缺珠的问题。这样,在堵珠后,绣花机停机,并根据定位的机头头号,由工人处理堵珠问 题,避免堵珠影响绣品质量。 本发明采用的具体技术方案及其带来的有益效果将会在下面的











