
技术摘要:
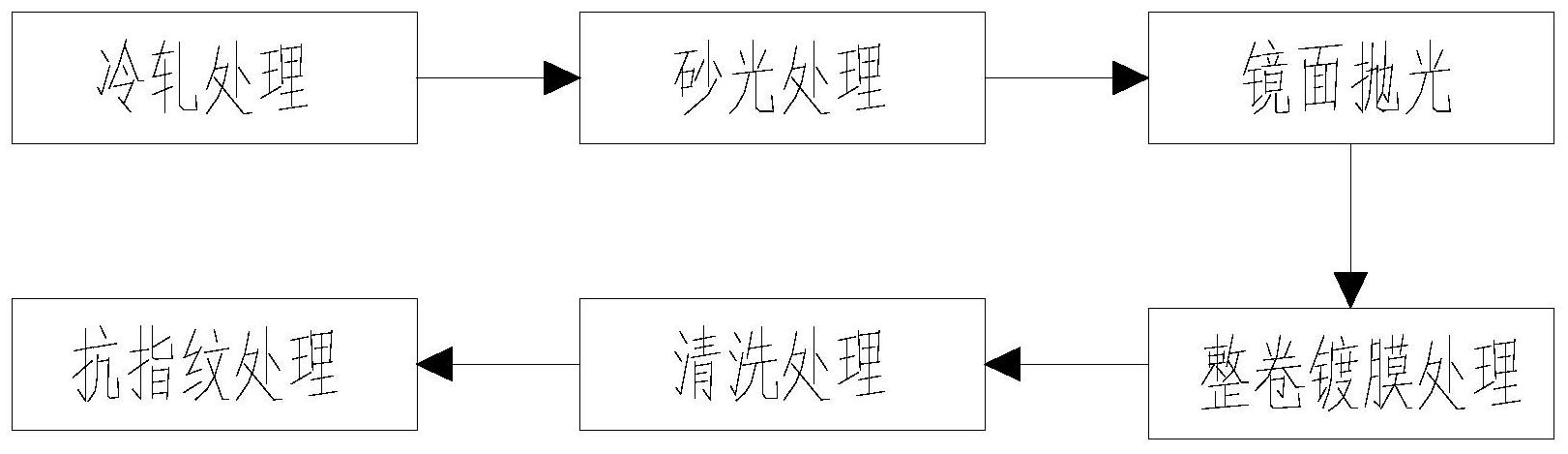
本发明提出一种整卷不锈钢彩色镜面抗指纹膜层加工方法,所述方法包括以下步骤:冷轧处理——>砂光处理——>镜面抛光——>整卷镀膜处理——>清洗处理——>抗指纹处理,本发明采用连续式生产工艺,板面先经过8K工艺,再通过整卷稳定无色差真空镀色,得到整卷彩色镜面膜层 全部
背景技术:
不锈钢由于其具有硬度高,耐磨性好,良好的耐腐蚀性,优良的外观和寿命长等特 性,广泛应用于建筑、汽车工业、造船业、海洋装置、机械设备和化学设备等行业。不锈钢制 品表面的高品质镜面抛光是保证其广泛应用于建筑、汽车工业、造船业、海洋装置、机械设 备和化学设备等行业的关键因素之一,不锈钢表面在经过镜面、镀钛与无指纹工艺处理之 后,其高度光滑的表面和纯正柔和的色泽作为装饰更显得高端华丽,大大提高产品附加值 和市场竞争力。 现有的镜面彩色抗指纹不锈钢产品仅有板材产品,目前,生产该不锈钢板材产品 只能够通过单张或一次多张生产,但由于单张生产模式下,需要配备大量的人力去操作,生 产效率低,很难满足市场大批量的需求。
技术实现要素:
本发明的目的是为了解决现有技术中的问题,提出一种整卷不锈钢彩色镜面抗指 纹膜层加工方法,采用连续式生产工艺,生产效率高,可以满足市场大批量的需求。 本发明采用的技术方案如下: 一种整卷不锈钢彩色镜面抗指纹膜层加工方法,所述方法包括以下步骤: 1)冷轧处理:选用表面粗糙度≤2.4μm的热轧不锈钢带进行压延,且压下率控制在 65-68%,产出的冷轧不锈钢带粗糙度控制≤0.15μm,再经过退火酸洗钝化后制得冷轧不锈 钢带粗糙度≤0.25μm; 2)砂光处理:冷轧不锈钢带再通过砂光机加工,将冷轧不锈钢素材表面钝化层进 行处理,制得冷轧不锈钢带的表面粗糙度在0.12-0.16μm之间,60°角度光泽度控制在250- 300之间; 3)镜面抛光:经过砂光处理后的冷轧不锈钢带在2000-4000kg恒定的张力下进入 8K线机组,经过利用脱盐水和硝酸进行粗磨、精磨以及清洗烘干后,制得表面粗糙度≤0.02 μm,光泽度≥650的不锈钢带; 4)整卷镀膜处理:将步骤(3)制得的钢卷送入整卷真空镀膜炉内进行镀彩色膜,使 不锈钢带表面获得一层彩色的膜层; 5)清洗处理:经过整卷真空镀膜后的不锈钢带,进行清洗烘干; 6)抗指纹处理:将清洗烘干后的不锈钢带传入无指纹产线上进行辊涂抗指纹油处 理,使钢带表面制得一层抗指纹油涂层。 进一步地,所述步骤(3)中,所述镜面抛光包括以下步骤: 1)粗磨处理:冷轧不锈钢带在2000-4000kg恒定的张力下传入砂辊粗磨机组进行 4 CN 111593301 A 说 明 书 2/5 页 粗磨加工,该砂辊粗磨机组的转动频率为50hz,压下电流控制在8-10A; 2)深度粗磨处理:将步骤1)制得的不锈钢带传入尼龙磨盘圆摆机组进行深度粗 磨,该尼龙磨盘圆摆机组的转动频率为50hz,摆动频率为40-50hz,压下电流在3.8-5.5A,制 得不锈钢带表面粗糙度≤0.1μm,60°角度光泽度≥400; 3)精磨处理:将步骤2)制得的不锈钢带传入羊毛轮圆摆机组进行精磨处理,该羊 毛轮圆摆机组的转动频率为50hz,摆动频率为40-50hz,压下电流在4.0-6.0A,制得不锈钢 带表面60°角度光泽度度≥670,表面粗糙度≤0.05μm; 4)消花处理:将步骤3)制得的不锈钢带传入羊毛轮圆摆机组进行消花处理,该羊 毛轮圆摆机组的磨头停止转动,摆动频率为40-50hz,压下电流在3.5-3.8A; 5)清洗处理:将步骤4)制得的不锈钢带传入清洗段进行清洗,该清洗段使用的清 洗水的喷淋压力≥3Map,其中,前段预清段的清洗水的电导率≤3000us/cm,中段补水段的 清洗水为纯水,后段清洗段的清洗水的电导率≤500us/cm; 6)烘干处理:经过步骤5)清洗后,将不锈钢带传入烘干段完成烘干处理。 进一步地,所述步骤(4)中,所述整卷镀膜处理包括以下步骤: 1)放卷出来的不锈钢带首先传到加热室,在加热装置的自动控温控制下对钢带加 热,以达到设定的镀膜所需温度; 2)从加热室出来的钢带进入清洗室,在高能粒子持续不断的对钢带表面进行轰击 下以清洗钢带表面的杂物; 3)从清洗室出来的钢带进入真空等离子镀膜室,采用145mm的柱弧靶材和70mm的 中频靶材组合进行镀膜,使钢带表面形成镀膜层; 4)从真空等离子镀膜室出来的钢带进入冷却室,对钢带进行冷却; 5)从冷却室出来的钢带进入光谱室,利用在线LAB检测仪对钢带表面的膜层颜色 进行检测;且所得检测参数发生改变时,反馈该变化结果给步骤3)中的真空等离子镀膜室, 真空等离子镀膜室依据该变化结果调整镀膜参数; 6)从光谱室出来的钢带收制成一卷; 7)上述步骤1)—6)均在同一个密闭的真空室内进行。 进一步地,所述步骤(6)中,所述抗指纹处理包括以下步骤: 1)开卷:利用开卷机将待加工的不锈钢卷打开,形成连续传输的不锈钢带; 2)清洗:不锈钢带传入清洗装置对其表面进行清洗,以去除不锈钢带表面的杂质; 3)烘干:将清洗后的不锈钢带传入烘干装置进行加热烘干,以去除不锈钢带表面 的清洗水; 4)涂油:将烘干后的不锈钢带传入喷涂装置使其表面涂上一层抗指纹油,该抗指 纹油的黏度为18-20s,油膜厚度约为0.1-2μm; 5)烘烤:将涂油后的不锈钢带传入烘烤箱进行烘烤,烘烤温度为300~350℃,烘烤 时间为5~8min; 6)冷却:将烘烤后的不锈钢带传入冷却风箱中进行冷却,使其冷却至不高于50℃; 7)收卷:将冷却后的不锈钢带传入收卷机进行收卷,形成成品卷。 本发明的有益效果是: 本发明钢带在进行抛光加工时,首先经过磨砂机的研磨处理,将表面的氧化层打 5 CN 111593301 A 说 明 书 3/5 页 磨除掉,使得表面的粗糙度得到了粗处理,利于8K产品(8K产品是指钢带表面60°角度光泽 度≥670、粗糙度≤0.05μm)抛光时提升研磨效率,同时提高了产品的亮度。 再通过整卷PVD镀膜产线对产品进行镀色(即真空镀膜),因整卷PVD镀膜在生产过 程中是连续的,生产过程中不需要频繁抽放真空,再通过在线检测仪器对所镀膜层颜色实 时监控,能有效的解决单张生产过程中所出现的颜色不均、膜厚不均等的问题,生产出的产 品膜层厚度均匀,颜色一致性好,膜层附着力、抗腐蚀、抗氧化性能大大优于目前市场用单 张工艺生产出来的产品,各项膜层的指标均达到了先进水平,因此,本产品势必能更好的流 通市场,具有更高更好的使用价值。另外,通过改变PVD镀膜产线上不同的靶材和镀膜参数, 可可以镀得不同颜色的产品,比如玫瑰金色、钛金色等。 最后再通过无指纹产线对产品进行抗指纹涂层保护,使最终制得良好的抗腐蚀、 抗指纹能力以及具备良好的耐磨性能的不锈钢卷。 本发明方法采用连续式生产工艺,生产效率高,可以满足市场大批量的需求。 附图说明 附图是用来提供对本发明的进一步理解,并构成说明书的一部分,与下面的具体 实施方式一起用于解释本发明,但不应构成对本发明的限制。在附图中, 图1:本发明实施例中一种整卷不锈钢彩色镜面抗指纹膜层加工方法的流程图; 图2:本发明实施例中所述的镜面抛光方法的流程图; 图3:本发明实施例中所述的整卷镀膜处理方法的流程图; 图4:本发明实施例中所述的抗指纹处理方法的流程图。











