
技术摘要:
本发明涉及自动化加工的技术领域,公开了一种自动化冲孔设备,包括第一放置位,用于放置待检测产品;检测机构,用于检测第一放置位上的待检测产品是否需要冲孔;第一抓取机构,用于抓取经检测机构检测后的产品;第二放置位,用于放置第一抓取机构所抓取的不需要冲孔的 全部
背景技术:
冲孔,指的是在板状产品上冲裁出各式各样的孔,为了适应不同的需求,孔的形状 一般包括八字孔、六方孔、长孔、四方孔、圆孔、三角孔等等。目前,对板状产品进行冲孔一般 使用专门的冲孔设备,但是,由于设备精度或人工操作不当等各种原因,经冲孔加工后的产 品仍有部分产品未正常打孔,而这些不良产品总会与良品混合在一起流入市场。这不仅损 害了消费者的利益,同时也对生产商的名誉造成一定的影响。现有技术中,没有一款能够检 测在冲孔工艺后是否存在漏打孔以及对漏打孔的产品进行冲孔的设备,而本发明提供的自 动化冲孔设备能彻底解决这一问题。
技术实现要素:
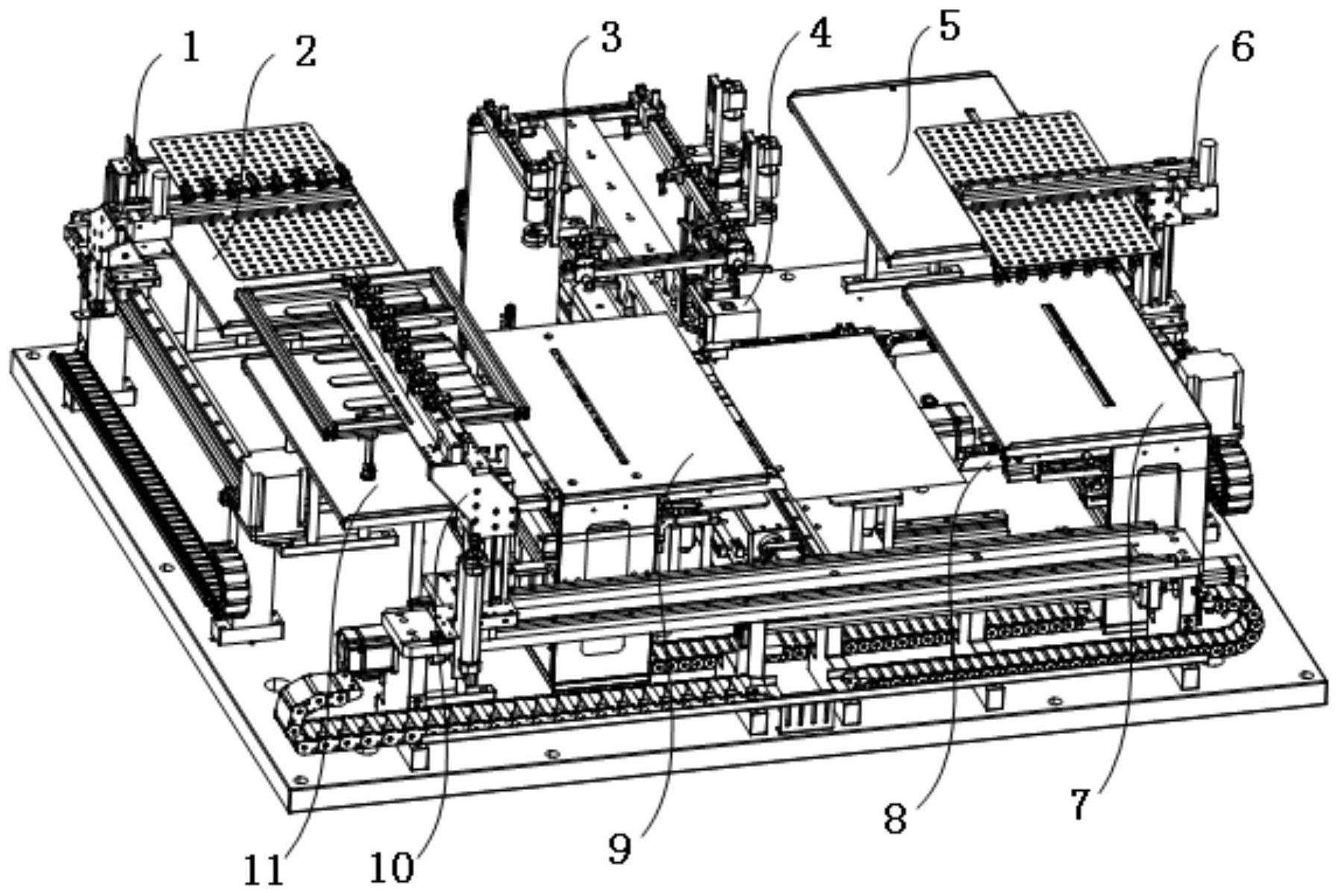
本发明的目的在于提供一种自动化冲孔设备,旨在解决现有技术中没有用于检测 产品在冲孔工艺后是否存在漏打孔以及对漏打孔的产品进行冲孔的设备的问题。 本发明是这样实现的,一种自动化冲孔设备,包括: 第一放置位,所述第一放置位用于放置待检测产品; 检测机构,所述检测机构用于检测所述第一放置位上的待检测产品是否需要冲 孔; 第一抓取机构,所述第一抓取机构用于抓取经所述检测机构检测后的产品; 第二放置位,所述第二放置位用于放置所述第一抓取机构所抓取的经所述检测机 构检测的不需要冲孔的产品; 夹持机构,所述夹持机构用于夹持固定所述第一抓取机构所抓取的经所述检测机 构检测的需要冲孔的产品; 冲孔机构,所述冲孔机构用于对所述夹持机构所夹持固定的需要冲孔的产品进行 冲孔。 进一步地,所述自动化冲孔设备还包括第三放置位以及第二抓取机构,所述第三 放置位用于放置隔纸,所述第二抓取机构用于将所述第三放置位上的隔纸搬运至所述第二 放置位。 进一步地,所述自动化冲孔设备还包括第四放置位,所述第四放置位用于放置所 述冲孔机构冲孔后的产品。 进一步地,所述自动化冲孔设备还包括第五放置位以及第三抓取机构,所述第五 放置位用于放置隔纸,所述第三抓取机构用于将所述第五放置位上的隔纸搬运至所述第四 放置位。 进一步地,所述检测机构包括至少一个检测相机、两个沿X轴方向延伸的第一滑轨 以及两个沿Y轴方向延伸的第二滑轨,所述第一滑轨上可滑动设置有两个第一滑块,所述第 4 CN 111604410 A 说 明 书 2/8 页 一滑块与所述第二滑轨固定连接,以使所述第二滑轨可在所述第一滑轨上滑动,所述第二 滑轨上设置有至少一个第二滑块,所述第二滑块与所述检测相机连接,以使所述检测相机 可在所述第二滑轨上滑动。 进一步地,所述夹持机构包括相对布置的第一夹持装置与第二夹持装置,所述第 一夹持装置与所述第二夹持装置分别夹持需要冲孔的产品的两侧;所述第一夹持装置和所 述第二夹持装置都包括相对布置的第一夹臂与第二夹臂,所述第一夹臂水平布置,所述第 一夹臂包括用于夹持需要冲孔的产品的夹爪、驱动所述夹爪开合的第一驱动机构以及可使 所述夹爪沿X轴方向运动的第一导向机构。 进一步地,所述第一夹持装置和所述第二夹持装置还包括用于使所述第一夹臂可 沿Y轴方向运动第二导向机构,从而减小或增大所述第一夹臂与第二夹臂在Y轴方向的距 离。 进一步地,所述冲孔机构包括: 机身,所述机身安装有冲头、冲孔模以及驱动所述冲头沿Z轴方向运动的第二驱动 机构,所述冲头与所述冲孔模正对布置,所述冲孔模具有开口朝上的型腔,所述型腔与所述 冲头适配; 第三驱动机构,所述第三驱动机构用于驱动所述机身沿Y轴方向运动; 第四驱动机构,所述第四驱动机构用于驱动所述机身沿X轴方向运动。 进一步地,所述冲孔机构还包括用于承载需要冲孔的产品的承载台以及驱动所述 承载台纵向运动的第五驱动机构。 进一步地,所述第一抓取机构包括用于吸附产品的抓具、驱动所述抓具沿Z轴方向 运动的第六驱动机构、以及驱动所述抓具沿X轴方向运动的第七驱动机构。 与现有技术相比,上述提供的一种自动化冲孔设备,主要用于检测在上一道冲孔 工序后产品是否有漏孔,并将需要打孔和不需要打孔的产品分离,并对需要打孔的产品进 行打孔。该设备的使用步骤如下。将待检测产品放置在第一放置位上,检测机构对第一放置 位上的待检测产品进行检测,若检测机构检测出该产品不存在漏孔的现象,则判定无需冲 孔,第一抓取机构将第一放置位上的产品搬运至第二放置位并堆叠该产品,若第一抓取机 构检测出该产品存在漏孔的现象,则判定需要冲孔,第一抓取机构将第一放置位上的产品 搬运至夹持机构附近,以使夹持机构夹持该产品,冲孔机构开始工作,冲孔机构对被夹持机 构所夹持的产品进行冲孔。采用本发明提供的一种自动化冲孔设备,通过检测机构对产品 进行检测,以判断该产品是否需要冲孔,再通过第一抓取机构将需要冲孔的产品与不需要 冲孔的产品分离,然后再通过夹持机构夹持需要冲孔的产品,最后通过冲孔机构对被夹持 产品进行冲孔。这样,通过上述步骤,可实现产品的检测、筛选以及冲孔,减少了不良品流入 市场的数量,同时,整个过程无需人工操作,减少了人力成本。 附图说明 图1是本发明实施例提供的自动化冲孔设备的结构图; 图2是本发明实施例提供的检测机构的结构图; 图3是本发明实施例提供的夹持机构的结构图; 图4是本发明实施例提供的第一夹持装置的结构图; 5 CN 111604410 A 说 明 书 3/8 页 图5是本发明实施例提供的第一夹臂的局部剖视图; 图6是本发明实施例提供的冲孔机构的结构图; 图7是本发明实施例提供的第二驱动机构的结构图; 图8是本发明实施例提供的第三驱动机构的结构图; 图9是本发明实施例提供的第四驱动机构的结构图; 图10是本发明实施例提供的第一抓取机构的结构图; 图11是本发明实施例提供的第六驱动机构的结构图; 图12是本发明实施例提供的第七驱动机构的结构图。 附图标记:1-第二抓取机构,2-第三放置位,3-检测机构,4-冲孔机构,5-第五放置 位,6-第三抓取机构,7-第四放置位,8-夹持机构,9-第一放置位,10-第一抓取机构,11-第 二放置位,31-第一滑轨,32-第一滑块,33-第二滑轨,34-第二滑块,35-检测相机,41-机身, 42-第二驱动机构,43-冲头,44-冲孔模,45-第四驱动机构,46-承载台,47-第三驱动机构, 48-第五驱动机构,421-第四动力元件,422-第三丝杆,423-第三移动螺母,424-第五滑轨, 425-第五滑块,426-安装座,451-第六动力元件,452-第五丝杆,453-第五移动螺母,454-第 七滑轨,455-第七滑块,471-第五动力元件,472-第六滑轨,473-第四丝杆,474-第四移动螺 母,475-连接件,81-第一夹持装置,82-第二夹持装置,811-第一夹臂,812-第一动力元件, 813-第四滑块,814第四滑轨,815-第二夹臂,831-第三动力元件,832-第二丝杆,833-第一 导杆,834-移动件,835-第二移动螺母,836-第二导杆,8111-下夹持件,8112-上夹持件, 8113-第一驱动机构,8114-活动部,8115-第三滑轨,8116-第三滑块,8117-固定部,101-抓 具,102-第六驱动机构,103-第七驱动机构,1011-负压吸盘,1012-支架,1021-安装部, 1022-第八滑轨,1023-第八滑块,1024-第八动力元件,1031-第九动力元件,1032-第九滑 轨,1033-第六丝杆,1034-第九滑块,1035-第六移动螺母。











