
技术摘要:
本发明公开了一种用于包装盒粘胶部位施压热烫固化装置及流水线系统,施压热烫固化装置包括热烫组件和真空发生器,所述热烫组件包括热烫板和重叠设置于热烫板底部的隔热板,所述热烫板内部设有若干个加热管,所述热烫板的热烫面开有若干个真空吸附孔A,所述热烫板上连接 全部
背景技术:
包装盒一般由包装盒面板组成,其包装盒面板一般是由灰板和彩面通过粘胶粘接 而成,其中彩面通过过胶机涂胶之后再与灰板粘接而成,在涂胶后的彩面与灰板组合定位 后,胶水固化并实现彩面与灰板牢固粘接需要较长的时间;又因为彩面涂胶时,为了更快 速、更均匀地实现对彩面的涂胶作业,往往彩面会采用水性胶水,虽其流动性较好、固化后 粘接效果佳,但其胶水固化需要更多时间。在现有技术中,涂胶与胶水固化就形成了制约包 装盒面板及其他流水线胶粘作业难以解决的技术难题。 在解决上述问题时,最开始的解决技术是在彩面通过过胶机上胶并与灰板定位之 后,添加一段10米长的输送线,让胶水自然干燥固化。此种传统技术的缺点是输送线长度过 长,占地面积较大,夏季和冬季的温度对粘接质量影响很大,后期包装盒成型之后胶水的粘 接性能未达到最佳,某些部位出现脱落、鼓包的情况,从而产生次品和返工的情况。后来开 始采用在彩面通过过胶机上胶之后,添加一段带有烘道加热的输送线再来定位灰板,使灰 板和彩面快速粘接。此种方式相对于最开始的技术优点是输送线的占地面积更少,需要3至 4米,由于烘道的作用直接对彩面的上胶面进行升温,加速胶水固化,蒸馏胶水的水分含量, 从而降低胶水的粘接时间。但其缺点如下:由于采用了流水线上加装烘道的形式,能将温度 升至60至70摄氏度,加速胶水固化时间,但流水线的长度仍然需要4至5米左右,仍然需要一 定的占地面积;其采用烘道加热,烘道通过发热管加热,其烘道采用与待粘胶的包装盒面板 间接加热升温,热量利用率较低,这导致能耗较高、胶水加热固化效率较低,胶水固化时间 一般在6秒以上,同时烘道在一次热机需要较长时间,也进一步提高了能耗。同时会存在如 下一个严重的技术缺陷:由于烘道又直接对流水线上的皮带加热升温,这也同时加剧了皮 带的老化和裂纹的产生,需要定期检修、定期维护和定期更换皮带。采用上述两种传统技 术,粘胶后的包装盒面板存在部分位置粘胶不牢固,其组装的包装盒后期存放会受温度和 湿度的影响而出现局部脱胶,甚至出现一些粘接部位的脱落现象。
技术实现要素:
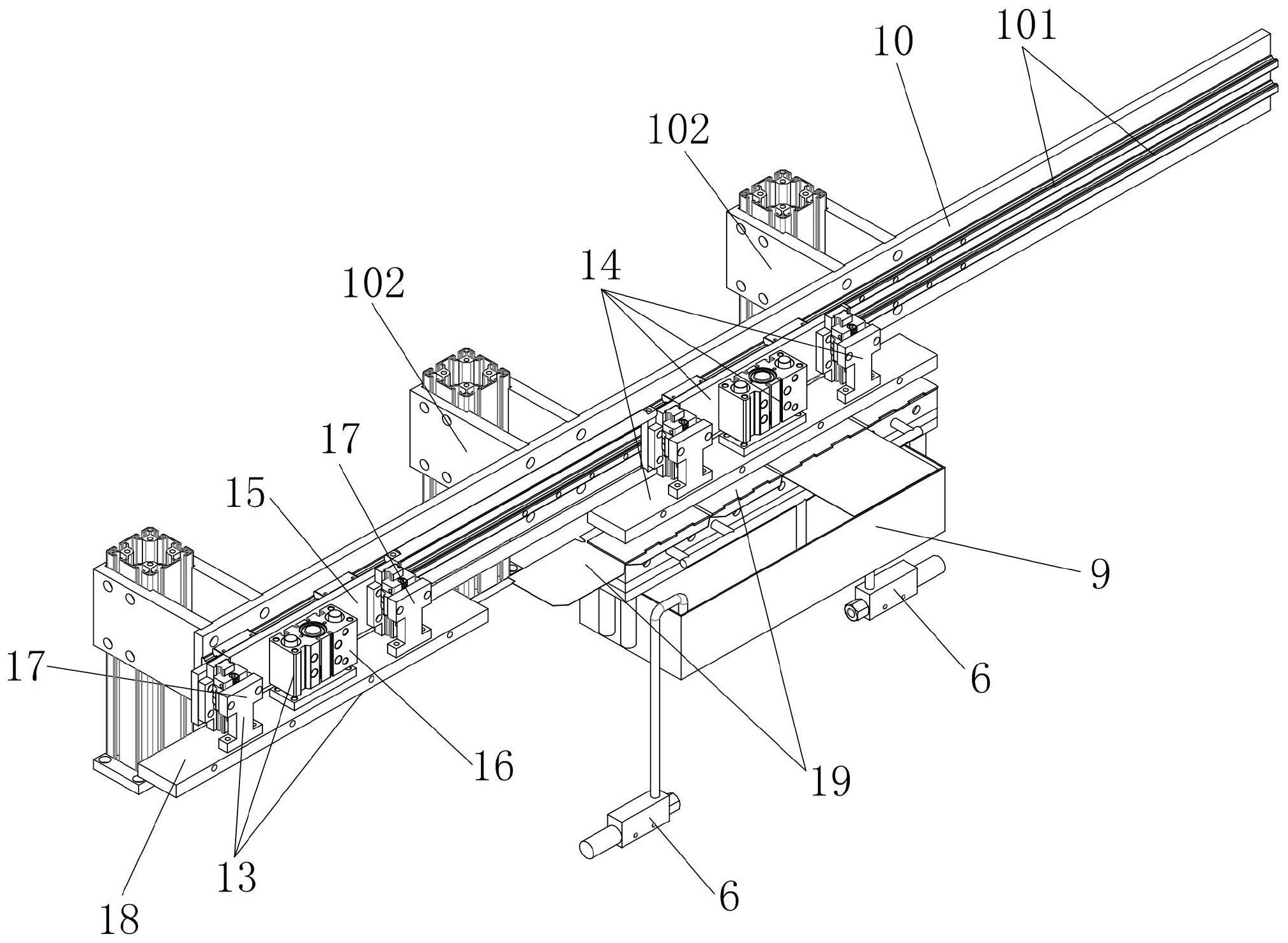
针对现有技术存在的不足之处,本发明的目的在于提供一种用于包装盒粘胶部位 施压热烫固化装置及流水线系统,主要用于包装盒的彩面过胶与灰板定位之后,可以实现 对待热烫固化包装盒面板进行热烫胶水固化的同时再进行施压作业,在其压力和温度的综 合作用下,在3秒时间内即可达到最佳粘接质量;本发明在提高包装盒粘胶部位胶水固化质 量的同时,也提高了胶水固化效率。 本发明的目的通过下述技术方案实现: 一种用于包装盒粘胶部位施压热烫固化装置,施压热烫固化装置包括热烫组件和 4 CN 111590959 A 说 明 书 2/5 页 真空发生器,所述热烫组件包括热烫板和重叠设置于热烫板底部的隔热板,所述热烫板内 部设有若干个加热管,所述热烫板的热烫面开有若干个真空吸附孔A,所述热烫板上连接有 与真空吸附孔A相连通的抽真空管,所述抽真空管与真空发生器连接。 为了更好地实现本发明施压热烫固化装置,本发明还包括冷却液槽,所述热烫组 件安装于冷却液槽上,所述抽真空管与真空发生器之间还连通有真空负压铜管,所述真空 负压铜管部分置于冷却液槽中。 作为优选,所述热烫组件还包括固定板,所述固定板重叠设置于隔热板底部,所述 固定板两侧分别通过固定柱与冷却液槽连接固定。 作为优选,所述热烫板上插接设有温度探头;所述热烫板内部设有与真空吸附孔 A、抽真空管相连通的抽真空通道A。 作为优选,所述真空发生器数量为两个,所述热烫板的热烫面沿长度方向分别设 有两排真空吸附孔A,所述热烫板长度方向的两侧分别一组抽真空管,两组抽真空管与两排 真空吸附孔A一一对应连通,两个真空发生器分别与两组抽真空管一一对应连通。 一种用于包装盒粘胶部位施压热烫固化流水线系统,包括施压热烫固化装置和流 水线传动装置,所述流水线传动装置包括横向导轨机构,所述横向导轨机构正面设有横向 导轨,所述横向导轨机构背面设有连接座,所述横向导轨上滑动安装有包装盒吸附装置A和 包装盒吸附装置B,所述包装盒吸附装置A与包装盒吸附装置B之间连接有联动光轴,所述横 向导轨机构上设有用于驱动包装盒吸附装置A或包装盒吸附装置B在横向导轨上横向滑动 的驱动机构;所述包装盒吸附装置A与包装盒吸附装置B结构相同,所述包装盒吸附装置A包 括安装背板,所述安装背板背部设有与横向导轨相配合的滑块,所述安装背板中部竖向设 有升降装置,所述升降装置具有升降杆,所述升降杆端部固定有包装盒吸附板,所述包装盒 吸附板的吸附底面上开有若干个真空吸附孔B,所述包装盒吸附板侧部设有与真空吸附孔B 相对应的抽真空气嘴,所述包装盒吸附板内部设有与抽真空气嘴、真空吸附孔B相连通的抽 真空通道B;所述施压热烫固化装置与包装盒吸附装置A、包装盒吸附装置B对应设置,所述 施压热烫固化装置包括热烫组件和真空发生器,所述热烫组件包括热烫板和重叠设置于热 烫板底部的隔热板,所述热烫板内部设有若干个加热管,所述热烫板的热烫面开有若干个 真空吸附孔A,所述热烫板上连接有与真空吸附孔A相连通的抽真空管,所述抽真空管与真 空发生器连接。 作为优选,所述加热管为电加热管,所述加热管与外部电源电连接,所述安装背板 在位于升降装置两侧分别固定有升降导向机构,所述升降装置为升降气缸,所述抽真空气 嘴密闭连接有抽真空装置。 作为优选,所述施压热烫固化装置还包括冷却液槽,所述热烫组件安装于冷却液 槽上,所述热烫组件安装于冷却液槽上,所述抽真空管与真空发生器之间还连通有真空负 压铜管,所述真空负压铜管部分置于冷却液槽中。 作为优选,所述热烫组件还包括固定板,所述固定板重叠设置于隔热板底部,所述 固定板两侧分别通过固定柱与冷却液槽连接固定;所述热烫板上插接设有温度探头。 作为优选,所述热烫板内部设有与真空吸附孔A、抽真空管相连通的抽真空通道A。 本发明较现有技术相比,具有以下优点及有益效果: (1)本发明通过热烫板负压辅助吸附待热烫固化包装盒面板,同时热烫板中的加 5 CN 111590959 A 说 明 书 3/5 页 热管加热升温对待热烫固化包装盒面板进行直接加热并达到胶水快速固化粘接的作用,温 度探头可以对热烫板的加热温度进行监测,便于及时作出加热调整。 (2)本发明通过真空负压铜管、抽真空管、真空发生器实现对热烫板进行抽真空并 实现负压吸附目的,由于热烫板温度较高,则真空负压铜管内空气温度也会过高,将真空负 压铜管大部分置于冷却液槽中可以对真空负压铜管内空气进行降温,防止真空发生器因高 温而损坏,提高了真空发生器的使用寿命。 (3)本发明主要用于包装盒的彩面过胶与灰板定位之后,可以实现对待热烫固化 包装盒面板进行热烫胶水固化的同时再进行施压作业,在其压力和温度的综合作用下,在3 秒时间内即可达到最佳粘接质量;本发明在提高包装盒粘胶部位胶水固化质量的同时,也 提高了胶水固化效率。 (4)本发明可以通过流水线传动装置实现在包装盒的涂胶流水线与成型工位之间 的流水线作业,将两个包装盒吸附装置加载于流水线传动装置上,其中一个包装盒吸附装 置实现负压吸附抓取待热烫固化包装盒面板,另一个包装盒吸附装置实现对待热烫固化包 装盒面板的施压热烫固化作业,实现了施压热烫固化的标准化、流水线作业。 附图说明 图1为本发明施压热烫固化装置的结构示意图; 图2为图1中去掉冷却液槽的结构示意图; 图3为本发明施压热烫固化流水线系统的结构示意图; 图4为图3中流水线传动装置的结构示意图; 图5为热烫板的热烫面结构示意图; 图6为热烫板的抽真空通道A布置示意图; 图7为包装盒吸附板的结构示意图。 其中,附图中的附图标记所对应的名称为: 1-热烫板,2-隔热板,3-固定板,4-固定柱,5-真空负压铜管,51-抽真空管, 6-真空发生器,7-加热管,8-温度探头,9-冷却液槽,10-横向导轨机构,101-横向导 轨,102-连接座,11-真空吸附孔A,12-抽真空通道A,13-包装盒吸附装置A,14-包装盒 吸附装置B,15-安装背板,16-升降装置,17-升降导向机构,18-包装盒吸附板,181-真 空吸附孔B,182-抽真空通道B,19-待热烫固化包装盒面板。











