
技术摘要:
本发明公开一种汽车门洞条自动滚压设备及其控制方法,包括滚压设备控制模块以及分别与其电连接的机械化控制模块和机器人动作命令模块,车身被输送到滚压工位后触发的车身到位信号被发送到机械化控制模块,机械化控制模块控制流水线停止;滚压设备控制模块输出控制信号 全部
背景技术:
车身的左侧及右侧前后共4个门洞位置需要安装汽车门洞条,即汽车门框密封条, 目的是为了使汽车的乘员室成为一个密闭的空间,防止粉尘、噪音等进入车内;安装后,在 后续工位通过操作者手持滚压工具对汽车门洞条进行手动滚压,以确保汽车门洞条的内部 粘接胶和车身钣金黏合,但是,在实际操作过程中,由于生产工人的个体差异,滚压力的可 靠性和均匀性也存在差异,因此,人工操作无法保证汽车装配线的生产效率和产品质量。 中国专利CN104625702A公开了一种汽车门条自动滚压设备,汽车门条自动滚压设 备左右两侧各设置有一套自动滚压机械单元,自动滚压机械单元包括滚压单元、前推力机 械单元、动力单元和支撑单元,结构较为复杂,在实施滚压过程中会根据车型调用不同的滚 轮进行滚压,前推力机械单元和动力单元的结合,应用了支杆、推板、弹簧等结构,设备实时 监控滚压力,通过调整滚轮的伸缩量来调整输出的滚压力,也就是说,其在监测到滚压力变 化后才对滚轮的伸缩量进行调整,并不是预先设定滚轮的运行轨迹,以控制滚轮的运行轨 迹来控制滚压力,由于汽车门洞并不是规则形状,这就导致滚轮时刻在进行伸缩调整,并且 在某一时刻可能调整幅度较大,此时,滚轮可能无法及时调整到位造成无法及时适应汽车 门洞形状的变化,因此,无法保证恒定的滚压力,滚压效果无法保障;中国专利 CN103158800A公开了一种汽车车门密封条安装设备,包括固定滑轨、平移滑轨、滑移小车和 仿形架,仿形架吊装在滑移小车下面,仿形架外廓形状与车门框匹配,在仿形架外侧沿周向 设置压紧机构,也就是说,其采用仿形架的方式对汽车车门密封条进行安装,不同的位置采 用了不同的压紧机构,每个压紧结构的施力又无法保证完全相同,因此,其也无法保证整体 受力均匀,也就无法保障良好的安装效果。
技术实现要素:
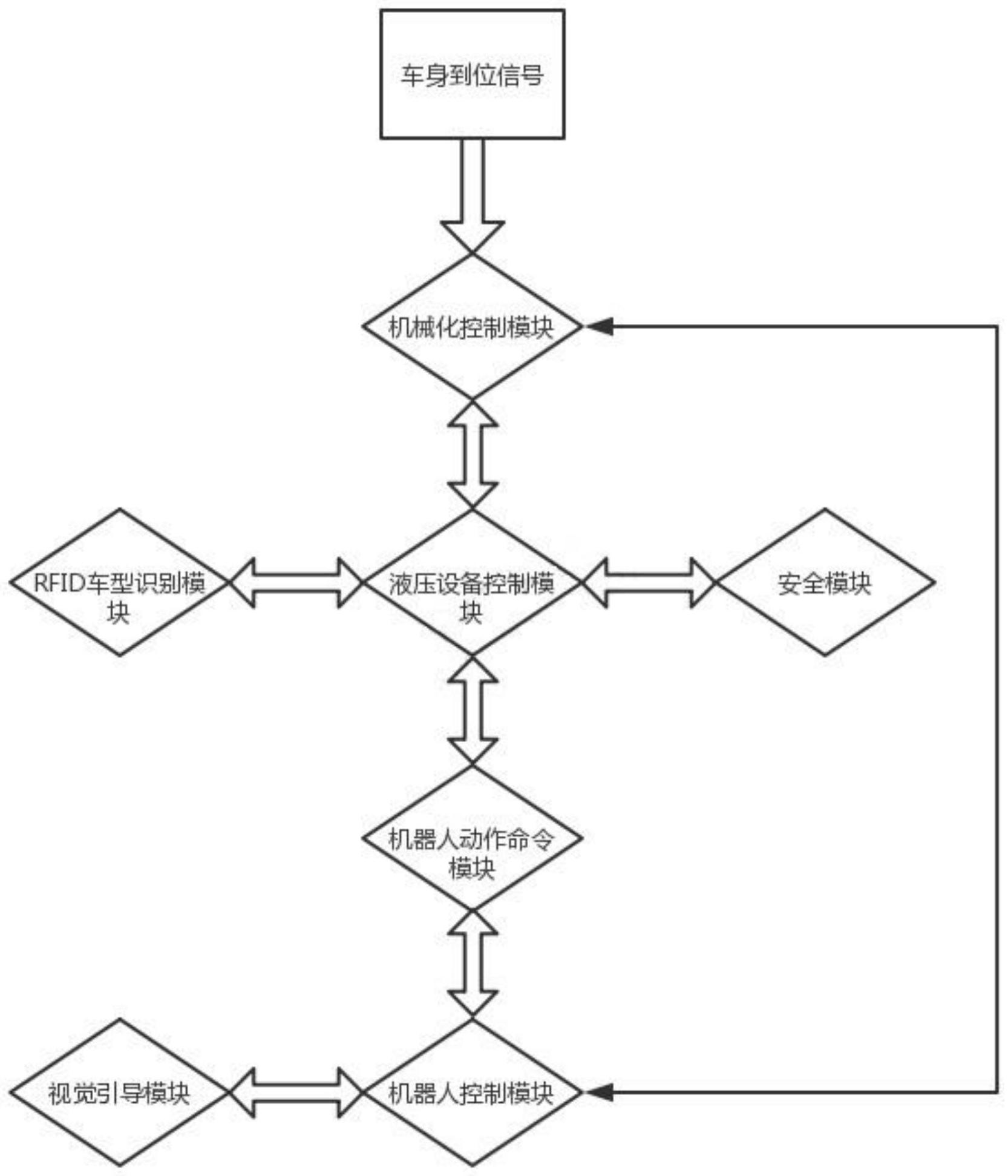
本发明的目的是提供一种汽车门洞条自动滚压设备及其控制方法,以解决上述现 有技术存在的问题,使汽车门洞条的各个位置在滚压过程中均受到恒定的滚压力,从而保 障良好的滚压效果。 为实现上述目的,本发明提供了如下方案: 本发明提供一种汽车门洞条自动滚压设备的控制方法,包括滚压设备控制模块以 及分别与所述滚压设备控制模块电连接的机械化控制模块和机器人动作命令模块;包括以 下步骤: (1)车身在流水线上移动,被输送到滚压工位后触发车身到位信号,然后车身到位 信号被发送到所述机械化控制模块,所述机械化控制模块控制流水线停止,同时将流水线 停止的信号传递到所述滚压设备控制模块; 4 CN 111605207 A 说 明 书 2/6 页 (2)所述滚压设备控制模块在收到流水线停止的信号后,根据预设的滚压程序输 出控制信号到所述机器人动作命令模块,所述机器人动作命令模块控制机器人对汽车门洞 条进行滚压; (3)当机器人完成一个节拍的滚压后,回到原点位置,所述机器人动作命令模块将 完成信号传递给所述机械化控制模块,所述机械化控制模块启动流水线运行,车身输送到 下一工位; (4)上一工位的车身输送到滚压工位,重复步骤(1)-(3)。 优选地,所述滚压设备控制模块电连接有RFID车型识别模块,步骤(2)中所述RFID 车型识别模块读取车型信息,而后再将车型信息传递给所述滚压设备控制模块,所述滚压 设备控制模块根据车型信息选择相应的滚压程序。 优选地,所述机器人动作命令模块、机器人控制模块和视觉引导模块顺次电连接, 步骤(3)中,所述机器人动作命令模块输出示教信息到所述机器人控制模块,所述视觉引导 模块将采集到的实际位置信息传递到所述机器人控制模块,所述机器人控制模块将收到的 信息进行对比运算后,控制机器人的运行轨迹。 优选地,所述滚压设备控制模块还电连接有安全模块,在步骤(1)-(4)任一步骤中 触发安全信号后,安全信号将传递给所述安全模块,所述安全模块输出给所述滚压设备控 制模块,同时也将安全信号传递到所述机械化控制模块,两个模块输出紧急停止信号,使汽 车门洞条自动滚压设备及流水线立即停止运行。 本发明还提供一种汽车门洞条自动滚压设备,包括控制柜、与所述控制柜电连接 的机器人控制器、设置在车辆流水线上的自动滚压工位以及设置在所述自动滚压工位两侧 的自动滚压单元,所述自动滚压单元包括六轴机器人以及与所述六轴机器人连接的滚压机 构;所述机器人控制器根据汽车门洞的形状预设所述六轴机器人的运行轨迹,并能够控制 所述六轴机器人,使其带动所述滚压机构按照预设的运行轨迹对汽车门洞条进行滚压,且 在滚压过程中始终保持恒定的滚压力。 优选地,所述六轴机器人通过法兰连接所述滚压机构,所述滚压机构包括安装支 架以及连接在所述安装支架上的抱箍,所述抱箍安装有滚压工具。 优选地,所述滚压力为80N±10%;所述滚压工具进入滚压汽车门洞条时保持与前 进方向的夹角在70°~75°之间,运行时保持与前进方向的夹角在80°,完成一周滚压后,所 述滚压工具向前进方向后方仰起10°~15°退出汽车门洞条。 优选地,所述安装支架上还设置有视觉引导设备,所述视觉引导设备用于辨识物 体,确定位置,并将获得的物体和位置信息传递到所述机器人控制器,使得所述机器人控制 器实时调整所述滚压工具的位置和角度。 优选地,所述自动滚压工位上设置有车型识别RFID系统,所述车型识别RFID系统 能够识别车型信息,并将所述车型信息传递到所述机器人控制器,使得所述机器人控制器 选择相应的滚压程序来控制所述滚压工具的运行轨迹。 优选地,所述滚压工位设置在设备危险区内,所述设备危险区设置有安全门闩,所 述安全门闩打开的安全信号传递到现场分布式I/OK箱,所述现场分布式I/OK箱将所述安全 信号通过profinet网络发送到所述控制柜,所述控制柜切断所有能源。 本发明相对于现有技术取得了以下技术效果: 5 CN 111605207 A 说 明 书 3/6 页 (1)本发明采用了六轴机器人安装滚压工具的方式,在控制系统的作用下,使得滚 压工具按照预定轨迹对汽车门洞条进行滚压,能够保证汽车门洞条在滚压过程中受力均 匀,避免了由于受力不均导致的汽车门洞条局部翘曲、脱离汽车门洞的情况,保障了良好的 滚压效果; (2)本发明代替了人工操作,能够显著的降低人工成本,很大程度上节约了人员开 销,并且,保持了滚压过程中的恒定的稳压力、特定的滚压角度,从而保证了滚压质量,提高 了滚压的合格率; (3)本发明设置有RFID车型识别模块,在同一流水线中实施多个车型并线生产时, 能够精确无误的分辨出滚压工位的车型,然后根据车型选择预设的相关滚压程序,从而能 够保证滚压质量,提高识别和滚压效率; (4)本发明设置有视觉引导模块,与机器人控制模块相互协作,能够实时控制机器 人的运行轨迹,实时调整滚压工具的位置与角度,避免出现轨迹偏差,以保证滚压力的恒 定; (5)本发明设置有安全模块,能够采集现场的安全信号,一旦出现设备故障或者人 员需要进入设备危险区时,能够自动切断能源,保证安全。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施 例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图 获得其他的附图。 图1为软模块架构图; 图2为汽车门洞条自动滚压设备的布局图; 图3为六轴机器人、滚压工具以及车身的装配关系示意图; 图4为控制系统原理图; 图5为视觉引导设备与滚压机构的装配关系示意图; 其中,1、控制柜;2、车型识别RFID系统;3、视觉引导设备;4、机器人控制器;5、六轴 机器人;6、滚压机构;61、安装支架;62、滚压工具;63、抱箍;7、安全门闩;8、现场分布式I/OK 箱;9、车身。











